1.本实用新型涉及轴承安装技术领域,具体涉及一种含“v型安装槽”轴承组合件的翻边工装。
背景技术:
2.轴承作为一种机械设备中不可或缺的精密零部件,主要功能是支撑机械旋转体、保证轴和轴上传动件的工作位置和精度,减少摩擦和磨损等。对于含“v型安装槽”的轴承安装方法,国内目前更多的是对关节轴承装配翻边安装的研究,但现有的关节轴承的滚珠旋压、滚柱旋压翻边方法,对轴承翻边安装的对称度未做详细控制,安装时一次压装完成翻边,使用的工具制作复杂,容易压伤“v型安装槽”表面甚至出现裂纹,而且目前现有技术仅适用于关节轴承的安装,对轴承座上有“v型安装槽”的普通轴承的安装并无太多研究。
3.在专利cn201120201974.8中公开了一种关节轴承翻边装置,包括:定位心轴;轴承定位模具,包含,环绕定位心轴并与轴承上表面相接的定位上模以及环绕定位心轴并与轴承下表面相接的定位下模;轴承翻边模具,包含环绕定位心轴并与轴承上表面相接的翻边上模以及环绕定位心轴并与轴承下表面相接的翻边下模;轴承脱出模具,包含环绕定位心轴并与轴承上表面相接的脱出上模以及环绕定位心轴并与轴承下表面相接的脱出下模。轴承定位模具、轴承翻边模具和轴承脱出模具选择性地与所述定位心轴相配合,顺序使用。该专利的关节轴承翻边装置,在关节轴承翻边时,确保轴承准确定位于安装环中的正确位置,避免轴承内圈卡死,满足了关节轴承的安装要求。
4.在专利cn201910042965.x中公开了一种用于关节轴承翻边v形槽固定的压铆装置及其压铆方法,属于关节轴承的安装固定工艺与装置。该专利的装置包括锥轴、压铆头,以及固定装置;该专利通过使用锥面配合的锥轴和压铆头,当锥轴向下压时,压铆头同时向下运动,并且锥轴和压铆头有一沿锥面的相对滑动,由于压铆头的压铆齿之间开缝,使压铆齿胀开,压铆头的压铆齿在轴向运动的同时产生一个径向运动,减小了对关节轴承外圈下压而产生镦粗变形的力,避免关节轴承外圈镦粗变形的产生。
5.在专利cn201110428122.7中公开了一种轴承翻边收口工具及其工艺方法,轴承翻边收口工具,由上模、下模和芯轴组成,上模、下模为中心设有轴孔的圆柱体,且对应设有凸台,凸台面设置的翻边刃,芯轴的直径与上模、下模的中心轴孔直径相配合。工艺方法是首先对零件轴承安装孔有关尺寸提出要求,对零件安装孔的上、下二端面高度尺寸按偏下差加工,并保证二端面平行并与孔的轴线垂直。其次,用轴承单面翻边收口工具对轴承一端面进行翻边收口。再次,用轴承双面翻边收口工具对轴承另一端面进行翻边收口。该专利可以对普通轴承翻边收口,但是对含有“v型安装槽”轴承没有很好的效果。
技术实现要素:
6.本实用新型的目的在于克服现有技术的缺点,提供了一种轴承翻边工装,对于轴承外圈有v型安装槽或轴承座上有v型安装槽的轴承组合件,采用内侧翻边或外侧翻边的方
法完成轴承安装,通过控制定位座台阶高度,多次翻面,按角度分阶段逐渐收口,保证轴承安装对称度,使翻边与配合面贴和更紧密,防止翻边侧面产生裂纹。解决了含“v型安装槽”轴承翻边收口合格率低、安装对称度差和翻边时容易产生裂纹的技术问题。
7.本实用新型的目的通过以下技术方案来实现:
8.一种轴承翻边工装,包括定位座、导向轴和多个压块,其中:
9.所述定位座为圆柱结构,定位座的顶部开设有定位座台阶,底部设有直径较大的底座;
10.所述定位座台阶的高度为轴承外圈与轴承座高度之差的一半;
11.所述定位座的中心开设有一个竖直方向的通孔,该通孔顶部和底部直径较大,中部直径较小;
12.所述导向轴为一根台阶轴,两端直径较大,中间直径较小,导向轴的两端面均开设有倒角;
13.每个所述压块均为圆柱结构,其中心均开设有一个竖直方向的通孔,通孔的两端面均开设有倒角,底部倒角不小于15
°
;
14.每个所述压块的底部设有压头,压头为圆弧形结构;
15.所述压块包括压头,所述压块可按压头的不同半径分为三种。
16.可选或优选地,所述导向轴的底部与定位座内的通孔采用过盈配合。
17.可选或优选地,所述定位座顶部平面边缘开设有30-35
°
的倒角。
18.可选或优选地,所述定位座顶部通孔处开设有15-20
°
的倒角。
19.可选或优选地,所述定位座和多个压块均由crwmn制成,所述导向轴由45#钢制成。
20.可选或优选地,所述压头的半径分别为r=0.5mm、1mm、3mm的三种。
21.基于上述技术方案,可产生如下技术效果:
22.本实用新型提供的一种轴承翻边工装,适用于含“v型安装槽”的轴承组合件的翻边安装,包括轴承外圈有v型安装槽和轴承座上有v型安装槽的两种轴承组合件。本实用新型通过设置高度为轴承外圈与轴承座高度之差的一半定位座台阶,和多种型号压头的压块,能在保证安装对称度的同时,使含“v型安装槽”的轴承组合件逐渐收口,使翻边与配合面完全紧密贴合,避免一次压装到位导致压伤翻边侧面或产生裂纹,提高安装合格率,解决了含“v型安装槽”轴承翻边收口合格率低的技术问题。
附图说明
23.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
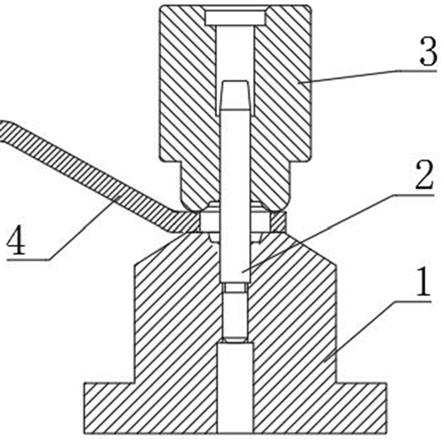
24.图1 为本实用新型的结构示意图(剖视图);
25.图2 为本实用新型定位座的结构示意图(剖视图);
26.图3为本实用新型导向轴的结构示意图;
27.图4 为本实用新型压块的结构示意图(剖视图);
28.图5 为本实用新型的收口状态变化图;
29.图6 为本实用新型收口前后对比图;
30.图中:1-定位座,2-导向轴,3-压块,4-轴承组件,11-定位座台阶,12-底座,31-压头。
具体实施方式
31.应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
32.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
33.实施例1:
34.如图1-图6所示:
35.本实用新型提供了一种轴承翻边工装,包括定位座1、导向轴2和多个压块3,其中:
36.所述定位座1为圆柱结构,定位座1的顶部开设有定位座台阶11,底部设有直径较大的底座12;
37.所述定位座台阶11的高度为轴承外圈与轴承座高度之差的一半;
38.所述定位座1的中心开设有一个竖直方向的通孔,该通孔顶部和底部直径较大,中部直径较小;
39.所述导向轴2为一根台阶轴,两端直径较大,中间直径较小,导向轴2的两端面均开设有倒角,导向轴2同时穿过定位座1和压块3的通孔;
40.每个所述压块3均为圆柱结构,其中心均开设有一个竖直方向的通孔,通孔的两端面均开设有倒角,底部倒角不小于15
°
;
41.每个所述压块3的底部设有压头31,压头31为圆弧形结构;
42.所述压块3包括压头31,所述压块3可按压头31的不同半径分为三种。
43.本实施例中,所述导向轴2的底部与定位座1内的通孔采用过盈配合,以保证压装过程中零件轴线不发生歪斜。
44.本实施例中,所述定位座1顶部平面边缘开设有30-35
°
的倒角。
45.本实施例中,所述定位座1顶部通孔处开设有15-20
°
的倒角。
46.本实施例中,所述定位座1和多个压块3均由crwmn制成,所述导向轴2由45#钢制成。
47.本实施例中,所述压头31的半径分别为r=0.5mm、1mm、3mm的三种。
48.实施例2:
49.本实用新型提供了一种轴承翻边工装,包括定位座1、导向轴2和多个压块3,其中:
50.所述定位座1为圆柱结构,定位座1的顶部开设有定位座台阶11,底部设有直径较大的底座12;
51.所述定位座台阶11的高度为轴承外圈与轴承座高度之差的一半;
52.所述定位座1的中心开设有一个竖直方向的通孔,该通孔顶部和底部直径较大,中部直径较小;
53.所述导向轴2为一根台阶轴,两端直径较大,中间直径较小,导向轴2的两端面均开设有倒角,导向轴2同时穿过定位座1和压块3的通孔;
54.每个所述压块3均为圆柱结构,其中心均开设有一个竖直方向的通孔,通孔的两端面均开设有倒角,底部倒角不小于15
°
;
55.每个所述压块3的底部设有压头31,压头31为圆弧形结构;
56.所述压块3包括压头31,所述压块3可按压头31的不同半径分为三种。
57.本实施例中,所述导向轴2的底部与定位座1内的通孔采用过盈配合,以保证压装过程中零件轴线不发生歪斜。
58.本实施例中,定位座1的中心通孔的顶部和底部直径为60mm,中部直径为50mm。
59.本实施例中,所述定位座1顶部平面边缘开设有33
°
的倒角。
60.本实施例中,所述定位座1顶部通孔处开设有15
°
的倒角。
61.本实施例中,所述定位座1和多个压块3均由crwmn制成,所述导向轴2由45#钢制成。
62.本实施例中,所述压头31的半径分别为r=0.5mm、1mm、3mm的三种。
63.本实施例中,所述定位座台阶11的高度为0.13mm。
64.本实施例提供的轴承翻边工装的工作过程包括以下步骤:
65.s1、将轴承组件4压装定位座1上,确认定位座台阶11的高位面支撑轴承组件4的外圈端面,定位座台阶11的低位面支撑轴承组件4的轴承座端面;
66.s2、选用压头31圆弧半径r=0.5mm的压块3,用压力机对压块3缓慢施加2-8牛顿的力,以避免v型安装槽侧面被压伤或产生裂纹;
67.s3、将轴承组件4旋转120-180度,重复步骤s2共2-4次;
68.s4、将轴承组件4翻转一面,重复s2和s3,直到各个角度均受到压力;
69.s5、更换压头31圆弧半径r=1mm的压块3,重复步骤s2-s4;
70.s6、更换压头31圆弧半径r=3mm的压块3,重复步骤s2-s4;
71.轴承组件4得以实现按角度由小到大逐渐收口。
72.在本实施例中,通过控制定位座1台阶高度,多次翻面(2-4次)按压,逐步收口,保证了安装对称度;通过将压块3按角度分组(3-5组为宜),分阶段逐渐收口,压头31按压一次后旋转一定角度后再次按压(重复2-4次),解决了翻边侧面容易压伤、容易产生裂纹等问题。