1.本实用新型涉及绕丝机技术领域,具体为一种自动化接头绕丝机。
背景技术:
2.汽车冷凝器储液器接头在装配中需要绕制两段焊料环,经过下料、绕制、装配三个工序,传统由手工制作,作业强度大,且产品一致性差,效率低,由于回弹造成的返修率在20%左右,制约了装配组件效率的提升。
技术实现要素:
3.本实用新型要解决的技术问题是克服现有的缺陷,本装置将焊丝下料、送丝、切断、绕制等动作结合于一体,利用气缸实施切断、压紧和防滑,利用步进电机精确控制绕制角度,只用放零件在定位左上,启动开关就可以完成原来手工作业任务,可以有效解决背景技术中的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种自动化接头绕丝机,包括机架、工作台、送丝组件、气缸、切断组件、焊丝导管和绕丝压紧组件,机架一侧设有操作台,机架上通过螺栓与工作台连接,且工作台的上端面凸出机架上端面一定高度,工作台右侧与送丝组件中的连接座固定连接,送丝组件共三组,送丝组件左侧设有相对应的切断组件,切断组件中的切刀与气缸中的伸缩端相对应,且气缸通过气缸座与工作台固定连接,切断组件中的焊丝座内设有相对应的焊丝导管,且切断组件左侧设有相对应的绕丝压紧组件。
5.进一步的,送丝组件包括连接座,连接座通过连接件与从动滚轮连接,从动滚轮与主动滚轮连接,主动滚轮中的转轴通过齿轮与电机的输出轴连接。
6.进一步的,切断组件包括焊丝座,焊丝座内通过复位弹簧与切刀连接,且焊丝座前侧设有与焊丝导管相对应的卡槽。
7.进一步的,绕丝压紧组件包括推进气缸,推进气缸通过气缸座与工作台连接,推进气缸的伸缩端通过连接件与滚轮连接,且推进气缸前侧设有安装座,安装座上端设有压紧气缸,压紧气缸的伸缩端与压块连接,压块下方设有相对应的定位座,且压块和定位座之间设有接头。
8.进一步的,滚轮为双层滚花滚轮,定位座中的转轴通过齿轮与步进电机连接。
9.与现有技术相比,本实用新型的有益效果是:本自动化接头绕丝机,具有以下好处:
10.1、本实用新型上设置了送丝组件,通过送丝组件与外部的丝卷相对应,然后将两段焊丝放置最右侧的从动滚轮与主动滚轮中,主动滚轮下端的电机带动主动滚轮和从动滚轮进行同步运动,从而实现在两段焊丝在向右移动的过程中具有辊压拉直作用,通过三组送丝组件,以此不仅保证送入到切断组件中的两段焊丝的一致性,同时还具有自动化程度高、上料高效且稳定等特点。
11.2、本实用新型上设置了切断组件,通过外部操作台的控制,使得两段焊丝在进入
到焊丝座内时,通过气缸将切刀推出将两段焊丝切断,切断之后气缸的伸缩杆恢复原位,切刀通过复位弹簧恢复到原位,切断的焊丝进入到焊丝导管内,如此循环运动,实现焊丝的下料、送丝、切断等动作的自动化,不仅能保证所切焊丝的长度的一致性,同时在焊丝进入到焊丝导管的过程中对两段焊丝具有聚拢作用,从而保证了焊丝在缠绕过程中的精准性,以此大大提高了产品的一致性,同时提升了装配组件的效率。
12.3、本实用新型上设置了绕丝压紧组件,通过外部操作台的控制,当焊丝与接头接触时,滚轮通过推进气缸将焊丝与接头进行压紧动作,然后通过部步进电机进行旋转绕制,在保证两段焊丝同步进行绕制的同时,还可实现两段焊丝与接头绕制的精准度,以上实现对焊丝下料、送丝、切断、绕制等动作自动一体化,不仅大大提高了效率和产品合格率,避免了手工的费时费力,使得整个操作更加高效有序。
附图说明
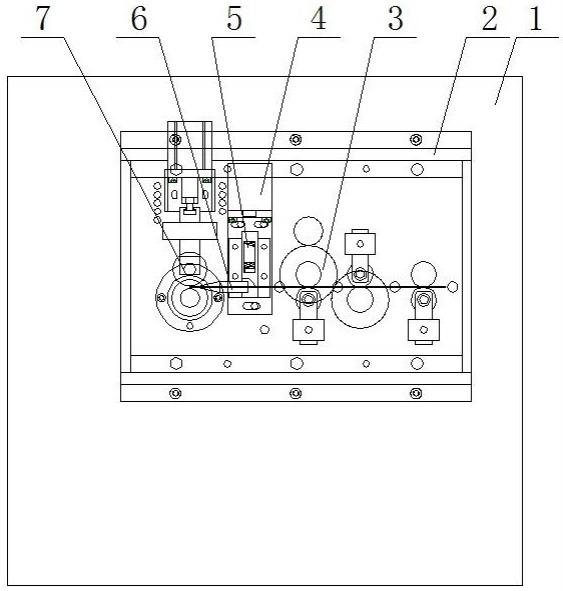
13.图1为本实用新型结构示意图;
14.图2为本实用新型送丝组件结构示意图;
15.图3为本实用新型部分结构示意图;
16.图4为本实用新型绕丝压紧组件结构示意图。
17.图中:1机架、2工作台、3送丝组件、301连接座、302从动滚轮、303主动滚轮、304电机、4气缸、5切断组件、501焊丝座、502复位弹簧、503切刀、6焊丝导管、7绕丝压紧组件、701推进气缸、702滚轮、703安装座、704压紧气缸、705压块、706定位座、707接头、708步进电机。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.请参阅图1-4,本实用新型提供一种技术方案:一种自动化接头绕丝机,包括机架1、工作台2、送丝组件3、气缸4、切断组件5、焊丝导管6和绕丝压紧组件7,机架1一侧设有操作台,操作台上设有启动开关、紧急开关和显示屏,同时操作台内设有plc,将送丝组件3、气缸4、切断组件5和绕丝压紧组件7进行逻辑运算、顺序控制、定时运作的指令,然后通过导线将信息输出,以实现本装置自动化的接头绕丝,机架1上通过螺栓与工作台2连接,且工作台2的上端面凸出机架1上端面一定高度,工作台2右侧与送丝组件3中的连接座301固定连接,送丝组件3共三组,送丝组件3左侧设有相对应的切断组件5,切断组件5中的切刀503与气缸4中的伸缩端相对应,气缸4的输入端与操作台中的plc的输出端电连接,且气缸4通过气缸座与工作台2固定连接,切断组件5中的焊丝座501内设有相对应的焊丝导管6,且切断组件5左侧设有相对应的绕丝压紧组件7,送丝组件3包括连接座301,连接座301通过连接件与从动滚轮302连接,从动滚轮302与主动滚轮303连接,主动滚轮303中的转轴通过齿轮与电机304的输出轴连接,电机304的输入端的输入端与操作台中的plc的输出端电连接,将两段焊料环放置整个装置右侧,并将两段焊丝同时放入主动滚轮303和从动滚轮302之间,主动滚轮303下端的电机304带动主动滚轮303和从动滚轮302进行同步运动,从而实现在两段焊丝
在向右移动的过程中具有辊压拉直作用,通过三组送丝组件3,以此不仅保证送入到切断组件5中的两段焊丝的一致性,同时还具有自动化程度高、上料高效且稳定等特点。
20.切断组件5包括焊丝座501,焊丝座501内通过复位弹簧502与切刀503连接,且焊丝座501前侧设有与焊丝导管6相对应的卡槽,通过外部操作台的控制,使得两段焊丝在进入到焊丝座501内时,通过气缸4将切刀503推出将两段焊丝切断,切断之后气缸4的伸缩端恢复原位,切刀503通过复位弹簧502恢复到原位,切断的焊丝进入到焊丝导管6内,如此循环运动,实现焊丝的下料、送丝、切断等动作的自动化,不仅能保证所切焊丝的长度的一致性,同时在焊丝进入到焊丝导管6的过程中对两段焊丝具有聚拢作用,从而保证了焊丝在缠绕过程中的精准性,以此大大提高了产品的一致性,同时提升了装配组件的效率,绕丝压紧组件7包括推进气缸701,推进气缸701通过气缸座与工作台2连接,推进气缸701的伸缩端通过连接件与滚轮702连接,且推进气缸701前侧设有安装座703,安装座703上端设有压紧气缸704,压紧气缸704的伸缩端与压块705连接,压块705下方设有相对应的定位座706,且压块705和定位座706之间设有接头707,通过外部操作台的控制,当焊丝与接头707接触时,滚轮702通过推进气缸701将焊丝与接头707进行压紧动作,然后通过步进电机708进行旋转绕制,在保证两段焊丝同步进行绕制的同时,还可实现两段焊丝与接头707绕制的精准度,以上实现对焊丝下料、送丝、切断、绕制等动作自动一体化,不仅大大提高了效率和产品合格率,避免了手工的费时费力,使得整个操作更加高效有序,滚轮702为双层滚花滚轮,双层滚花滚轮对两段焊丝在绕制过程中具有定位作用,保证绕制的精准度,定位座706上的转轴通过齿轮与步进电机708的输出轴连接。
21.在使用时:操作台上设有启动开关、紧急开关和显示屏,同时操作台内设有plc,将送丝组件3、气缸4、切断组件5和绕丝压紧组件7进行逻辑运算、顺序控制、定时运作的指令,然后通过导线将信息输出,以实现本装置自动化的接头绕丝,将两段焊料环中的焊丝放置在从动滚轮302和主动滚轮303之间,再将接头707放置定位座706上,启动操作台上的启动开关,压紧气缸704带动压块705将接头707压紧,然后电机304通过主动滚轮303带动从动滚轮302进行同步转动,再加上三组送丝组件3,不仅精准的完成了两段焊丝的送丝动作,且在送丝过程中将焊料环上的焊丝一个拉直的作用,拉直的焊丝在送至到焊丝座501内时,送丝组件3停止运动,此时焊丝最左端贯穿于焊丝导管6与接头707连接,气缸4开启运动,将切刀503推送至焊丝直至将焊丝切断,之后气缸4停止运动并恢复原状,切刀503通过复位弹簧502恢复原位,然后推进气缸701将具有双层滚花的滚轮702推出,并将两段焊丝定位压紧,此时步进电机708带动定位座706进行旋转,完成两段焊丝与接头707的绕制,以上实现了将焊丝下料、送丝、切断、绕制等动作实现自动一体化,本设备通用性强,每7s可完成单件产品的加工,班产量在4000件,可用2小时满足目前日需求1200件的生产需求,同时节约了两名手动操作者,大大节约人力,且加工的产品一致性好,生产效率提升一倍。
22.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。