1.本实用新型涉及机械加工技术领域,尤其涉及一种工件加工工装。
背景技术:
2.目前我国航空航天机械零部件产品需求量逐步增加,生产制造业产能必须要大幅提升。由于产品的具有结构复杂质量要求高,尤其是在加工铝合金、钛合金板材上的孔位以及槽位时,尤其是要保证其精度、位置度、同轴度等。
3.现有的合金板材的孔位或者槽位加工主要是将工件放置在五轴加工机床的基座,通过刀具在不同方向上的运动实现对基座上工件的加工,但是,由于基座不能对板材进行较好的定位,因而导致加工精度低。此外,每种机床的基座只能对应装配特定的板材尺寸,适用范围较小。
技术实现要素:
4.为了克服现有技术的不足,本实用新型的目的在于提供一种工件加工工装,其可适用于不同板材的装夹加工,且可对装夹后的工装板进行定位。
5.本实用新型的目的采用以下技术方案实现:
6.一种工件加工工装,包括基座、工装板以及定位组件,所述基座上设有多个第一安装孔以及至少两个第一定位槽;所述工装板上设有多个第二安装孔以及至少两个第二定位槽;各个第二安装孔用于与各个第一安装孔一一对应设置;第二安装孔内穿接有连接件,所述连接件的底端用于穿接至所述第一安装孔内以使工装板安装于所述基座上;各个第二定位槽用于与各个第一定位槽一一对应;
7.所述定位组件设有至少两个,各个定位组件均包括第一定位座以及第二定位座;所述第一定位座安装于所述第一定位槽内;所述第一定位座的顶端设有定位凸台;所述定位凸台的中轴线与所述第一定位座的中轴线重合;所述第二定位座安装于所述第二定位槽内;所述第二定位座的底端中部设有定位凹槽;所述定位凹槽的中轴线与所述第二定位座的中轴线重合;所述定位凸台用于在工装板安装于所述基座上时嵌装于所述定位凹槽内。
8.进一步地,所述第一定位槽内设有多个第一定位孔;所述第一定位座的底端设有多个第一定位柱;各个第一定位柱用于一一对应插装至各个第一定位孔内。
9.进一步地,多个第一定位柱绕所述第一定位座的中心轴线圆周间隔分布。
10.进一步地,所述第二定位槽内设有多个第二定位孔,所述第二定位座的顶端设有多个第二定位柱,各个第二定位柱用于一一对应插装至各个第二定位孔内。
11.进一步地,多个第二定位柱绕所述第二定位座的中心轴线圆周间隔分布。
12.进一步地,所述第一定位座的中部设有第一穿孔;所述第二定位座的中部设有第二穿孔,所述第一穿孔与第二穿孔对应;所述第二穿孔内穿接有螺接于所述第一穿孔内的螺栓。
13.进一步地,所述定位组件设有两个,所述第一定位槽以及第二定位槽均设有两个。
14.相比现有技术,本实用新型的有益效果在于:其在装夹工件时,工件可以是通过外部的连接结构装夹在工装板上的第二安装孔上,实现对不同工件的装夹,此后将工装板通过连接件装夹在基座上,即可对不同工件进行加工。
15.另外,由于工装板与基座在进行装夹时,可以是通过至少两组定位组件的第一定位座以及第二定位座进行定位装夹,使得工装板上的工件装夹的基座后定位精度高,进而提高加工精度。
附图说明
16.图1为本实用新型的结构示意图;
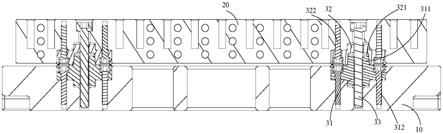
17.图2为本实用新型的剖视图;
18.图3为本实用新型的基座的结构示意图;
19.图4为本实用新型的工装板的结构示意图。
20.图中:10、基座;11、第一安装孔;12、第一定位槽;121、第一定位孔;20、工装板;21、第二安装孔;22、第二安装槽;221、第二定位孔;31、第一定位座;311、定位凸台;312、第一定位柱;32、第二定位座;321、定位凹槽;322、第二定位柱;33、螺栓。
具体实施方式
21.下面,结合附图以及具体实施方式,对本实用新型做进一步描述:
22.如图1-4所示的一种工件加工工装,包括基座10、工装板20以及定位组件,在基座10上设有多个第一安装孔11以及至少两个第一定位槽12,对应在工装板20上设有多个第二安装孔21以及至少两个第二定位槽,具体在装配工装板20以及基座10时,可以是使工装板20上的各个第二安装孔21与各个第一安装孔11一一对应设置,第二安装孔21内穿接有连接件,而将连接件的底端则可穿接至第一安装孔11内,以使工装板20安装于基座10上。在工装板20安装在基座10上后,上述各个第二定位槽可与各个第一定位槽12一一对应。
23.另外,上述定位组件设有至少两个,且各个定位组件均包括第一定位座31以及第二定位座32,将第一定位座31安装于第一定位槽12内,第一定位座31的顶端设有定位凸台311,该定位凸台311的中轴线与第一定位座31的中轴线重合。
24.上述第二定位座32安装于第二定位槽内,第二定位座32的底端中部设有定位凹槽321;定位凹槽321的中轴线与第二定位座32的中轴线重合,在工装板20安装于基座10上时,定位凸台311则可嵌装于定位凹槽321内。
25.在上述结构基础上,使用本实用新型的工件加工工装时,基座10可以是安装在加工机床上并位于加工刀具处,工件可以现在机床外装夹至工装板20上,具体可以是通过螺钉、螺栓等结构穿接至第一安装孔11内,将工件装夹在工装板20上。
26.此后,再将工装板20装夹至基座10上,由于工装板20上设有多个第一安装孔11,因而可以在工件没有覆盖的第一安装孔11内穿接上述连接件,将连接件的底端固定连接在基座10对应的第二安装孔21内,便可完成工装板20与基座10的装夹,即可将工装板20上的工件装夹在基座10上,而由于工装板20上分布有多个第一安装孔11,因而可以根据不同工件的尺寸选择不同的第一安装孔11进行工件的装夹,使其适用于不同的工件,此后将工装板20通过连接件装夹在基座10上,即可对不同工件进行加工。
27.另外,由于工装板20与基座10在进行装夹时,可以是通过至少两组定位组件的第一定位座31以及第二定位座32进行定位装夹,具体在定位时,各组定位组件的第一定位座31的定位凸台311可以嵌装至对应第二定位座32的定位凹槽321内,由于定位凸台311与定位凹槽321的中心轴线相对重合,因而使得工装板20与基座10进行装夹后对位更好,工装板20上的工件装夹的基座10后定位精度高,进而提高加工精度。
28.需要说明是,上述连接件本实施例中选用为现有技术中的螺栓结构来实现,可以直接由现有市面购买,拆换方便。
29.进一步地,还可以在第一定位槽12内设有多个第一定位孔121,对应在第一定位座31的底端设有多个第一定位柱312,在第一定位座31装配至第一定位槽12内时,各个第一定位柱312可以一一对应插装至各个第一定位孔121内,防止第一定位座31在装配至第一定位槽12后出现移位,实现定位安装,即第一定位座31装配至第一定位槽12的对位准确,便于后期第一定位座31与第二定位座32的定位装配。
30.更具体的是,上述多个第一定位柱312绕第一定位座31的中心轴线圆周间隔分布,即可以是在第一定位座31的圆周方向上均布多个第一定位柱312,第一定位柱312分布均匀,定位结构更加准确,且装配结构更加稳定。
31.同样的是,还可以是在第二定位槽内设有多个第二定位孔221,对应在第二定位座32的顶端设有多个第二定位柱322,在第二定位座32装配至第二定位槽内时,各个第二定位柱322可以一一对应插装至各个第二定位孔221内,防止第二定位座32在装配至第二定位槽后出现移位,实现定位安装,即第二定位座32装配至第二定位槽的对位准确,便于后期第二定位座32与第一定位座31的定位装配。
32.进一步地,多个第二定位柱322绕第二定位座32的中心轴线圆周间隔分布。即可以是在第二定位座32的圆周方向上均布多个第二定位柱322,第二定位柱322分布均匀,定位结构更加准确,且装配结构更加稳定。
33.当然,上述第一定位柱312以及第二定位柱322均可以是选用为现有技术中的螺栓33或者螺钉等结构来实现,一方面,螺栓或者螺钉的尾部可以用作定位,另一方面,螺栓或者螺钉的尾部也可以是螺接在对应的第一定位孔121以及第二定位孔221内,实现装配,装配结构更加稳定。
34.更具体是,还可以在第一定位座31的中部设有第一穿孔,对应的第二定位座32的中部设有第二穿孔,在工装板20与基座10进行装配后,上述第一穿孔与第二穿孔对应,此后,在第二穿孔内穿接有螺接于第一穿孔内的螺栓33,该螺栓33便可将第一定位座31以及第二定位座32进行连接,即可对工装板20以及基座10进行进一步的定位固定,装配结构更加稳定。
35.在此结构基础上,上述第二定位槽的中部可以贯通至工装板20的端面,便于螺栓33穿接至第二穿孔内。
36.更具体的是,本实施例中的定位组件设有两个,对应的第一定位槽12以及第二定位槽均设有两个,如此,可以将两个定位组件的第一定位座31一一对应装配在两个第一定位槽12内,而两个定位组件的第二定位座32对应装配在两个第二定位槽内,在工装板20以及基座10的两端或者两侧进行定位装配,定位相对平衡且稳定。
37.对本领域的技术人员来说,可根据以上描述的技术方案以及构思,做出其它各种
相应的改变以及形变,而所有的这些改变以及形变都应该属于本实用新型权利要求的保护范围之内。