1.本实用新型是关于马达上转子的,尤指一种转子焊接装置。
背景技术:
2.马达转子是电机马达中的旋转部件,在马达转子的加工过程中,需要对马达转子的外周进行分度焊接,现有技术中的焊接,是将转子放置在焊接工装上,启动焊接部件进行焊接,焊接完成后需要将转子拆卸下来,将转子安装至工装上和将转子从工装上拆卸下来的过程繁琐且焊接效率较低。
技术实现要素:
3.本实用新型的主要目的,在于提供一种高效率的转子焊接装置。
4.为解决上述技术问题,本实用新型采取的技术方案在于:一种转子焊接装置,其特征在于,包括:底板、槽轮机构、转轴、转盘、支撑架和焊接机构;
5.槽轮机构包括主动拨盘和槽轮,主动拨盘上设有圆销,槽轮上设有多个径向槽,主动拨盘转动设置在底板上,圆销活动设置在径向槽内;
6.转轴的底部转动设置在底板上,转轴竖直穿过槽轮,并与槽轮同轴固定设置;
7.转盘固定设置在转轴的顶部,并与转轴同轴设置,转盘上设有多个定位工装,定位工装的数量与径向槽的数量相同,多个定位工装均匀设置在转盘同一半径上;
8.支撑架设置在底板上,并位于转盘偏心位置的下方;
9.焊接机构与支撑架对应设置,并位于转盘的上方。
10.进一步,转盘上设有多个通孔,通孔的数量与径向槽的数量相同,多个定位工装与多个通孔对应设置,定位工装竖直滑动设置在通孔处。
11.进一步,支撑架包括气缸和顶板;气缸竖直设置,气缸的固定部设置在底板上,气缸的伸缩部的顶部与顶板连接,顶板位于转盘偏心位置的下方,顶板可穿设通孔,顶板与定位工装的底部可接触设置。
12.进一步,每个通孔的缘周设有多个定位孔,定位工装的底部设有与定位孔对应设置的定位杆,定位杆竖直滑动设置在定位孔处。
13.进一步,径向槽和定位工装的数量均为六个。
14.本实用新型的有益效果为:
15.本实用新型结构简单,使用槽轮机构作为传动机构,圆销在径向槽内时,带动径向槽转动,即带动转盘转动,可以将定位工装移动至焊接位置处,圆销从径向槽中离开时,槽轮静止不动,这个过程焊接机构对定位工装上的转子进行焊接,焊接的同时可以更换其他定位工装上的转子,使焊接转子的过程和更换定位工装上转子的过程同时进行,提高了效率。
附图说明
16.下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
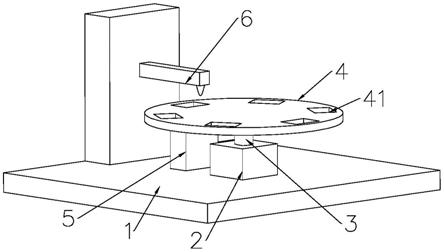
17.图1为本实用新型的立体结构示意图;
18.图2为本实用新型槽轮机构的示意图。
19.附图标记说明
20.1、底板;2、槽轮机构;21、主动拨盘;211、圆销;22、槽轮;221、径向槽;3、转轴;4、转盘;41、通孔;5、支撑架;6、焊接机构。
具体实施方式
21.下面结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。在下面的描述中阐述了很多具体细节以便于充分理解本实用新型,但是本实用新型还可以采用其他不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下做类似推广,因此本实用新型不受下面公开的具体实施例的限制。
22.如图1-图2所示,一种转子焊接装置,包括:底板1、槽轮机构2、转轴3、转盘4、支撑架5和焊接机构6;
23.槽轮机构2包括主动拨盘21和槽轮22,主动拨盘21上设有圆销211,槽轮22上设有多个径向槽221,主动拨盘21转动设置在底板1上,圆销211活动设置在径向槽221内;
24.转轴3的底部转动设置在底板1上,转轴3竖直穿过槽轮22,并与槽轮22同轴固定设置;
25.转盘4固定设置在转轴3的顶部,并与转轴3同轴设置,转轴3可带动转盘4转动,转盘4上设有多个定位工装,定位工装的数量与径向槽221的数量相同,多个定位工装均匀设置在转盘4同一半径上,即多个定位工装在转盘4上圆周阵列设置;
26.支撑架5设置在底板1上,并位于转盘4偏心位置的下方,支撑架5与多个定位工装对应设置,转动转盘4,可以将定位工装位于支撑架5的上方;
27.焊接机构6与支撑架5对应设置,并位于转盘4的上方。本实用新型中的焊接机构6可以为现有技术中任何可以焊接转子的机构即可。
28.进一步,转盘4上设有多个通孔41,通孔41的数量与径向槽221的数量相同,多个定位工装与多个通孔41对应设置,支撑座的顶部可穿设通孔41,定位工装竖直滑动设置在通孔41处,定位工装的底部与支撑架5的顶部可接触设置。
29.进一步,支撑架5包括气缸和顶板;气缸竖直设置,气缸的固定部设置在底板1上,气缸的伸缩部的顶部与顶板连接,顶板位于转盘4偏心位置的下方。气缸始终保持竖直设置,气缸可以带动顶板在竖直方向上移动。
30.本实用新型中,当定位工装位于顶板的顶部时,启动气缸,使气缸的伸缩部带动顶板向上移动,直至顶抵定位工装的顶部,并带动定位工装向上移动一小段距离,此时再焊接定位工装上的转子时,定位工装完全由气缸和顶板支撑,而不是转盘4支撑,可以延长转盘4和转轴3的使用时间。
31.进一步,每个通孔41的缘周设有多个定位孔,定位工装的底部设有与定位孔对应设置的定位杆,定位杆竖直滑动设置在定位孔处。定位工装不可穿过通孔41,只能位于通孔
41上方,支撑座可以穿过通孔41顶抵定位工装的底部,定位杆和定位孔的设置,可以保证在转盘4转动时,定位工装的位置不变。定位杆的长度的设置应该为,顶板带动定位工装向上移动至最高位置时,定位杆仍然在定位孔,保证对定位工装的限位。
32.进一步,径向槽221和定位工装的数量均为六个。
33.本实用新型可以使用电机作为动力源,将电机设置在底板1上,电机与主动拨盘21连接,带动主动拨盘21转动,主动拨盘21上的圆销211与槽轮22的径向槽221对应设置,当圆销211带动槽轮22转动时,带动转盘4转动,当圆销211从其中一个径向槽221中出来向下一个径向槽221中转动的过程时,槽轮22不转,转盘4不转,转盘4的通孔41位于顶板的正上方,气缸带动顶板向上移动,直至顶板顶抵定位工装,使焊接机构6对定位工装上的转子进行焊接,同时工作人员将在其他定位工装上焊接完成的转子取下,并放上新的需要焊接的转子,直到当圆销211进入下一个径向槽221时,圆销211带动槽轮22转动,带动转盘4转动,直至下一个定位工装位于顶板上方,如此周而复始,多个定位工装交替设置,可以在焊接机构6进行焊接的同时更换定位工装上的转子,可以提高焊接效率。
34.以上说明内容仅为本实用新型较佳实施例,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
技术特征:
1.一种转子焊接装置,其特征在于,包括:底板(1)、槽轮机构(2)、转轴(3)、转盘(4)、支撑架(5)和焊接机构(6);槽轮机构(2)包括主动拨盘(21)和槽轮(22),主动拨盘(21)上设有圆销(211),槽轮(22)上设有多个径向槽(221),主动拨盘(21)转动设置在底板(1)上,圆销(211)活动设置在径向槽(221)内;转轴(3)的底部转动设置在底板(1)上,转轴(3)竖直穿过槽轮(22),并与槽轮(22)同轴固定设置;转盘(4)固定设置在转轴(3)的顶部,并与转轴(3)同轴设置,转盘(4)上设有多个定位工装,定位工装的数量与径向槽(221)的数量相同,多个定位工装均匀设置在转盘(4)同一半径上;支撑架(5)设置在底板(1)上,并位于转盘(4)偏心位置的下方;焊接机构(6)与支撑架(5)对应设置,并位于转盘(4)的上方。2.如权利要求1所述的一种转子焊接装置,其特征在于,转盘(4)上设有多个通孔(41),通孔(41)的数量与径向槽(221)的数量相同,多个定位工装与多个通孔(41)对应设置,定位工装竖直滑动设置在通孔(41)处。3.如权利要求2所述的一种转子焊接装置,其特征在于,支撑架(5)包括气缸和顶板;气缸竖直设置,气缸的固定部设置在底板(1)上,气缸的伸缩部的顶部与顶板连接,顶板位于转盘(4)偏心位置的下方,顶板可穿设通孔(41),顶板与定位工装的底部可接触设置。4.如权利要求1所述的一种转子焊接装置,其特征在于,每个通孔(41)的缘周设有多个定位孔,定位工装的底部设有与定位孔对应设置的定位杆,定位杆竖直滑动设置在定位孔处。5.如权利要求1所述的一种转子焊接装置,其特征在于,径向槽(221)和定位工装的数量均为六个。
技术总结
本实用新型是一种转子焊接装置,包括:底板、槽轮机构、转轴、转盘、支撑架和焊接机构;槽轮机构包括主动拨盘和槽轮,主动拨盘上设有圆销,槽轮上设有多个径向槽,主动拨盘转动设置在底板上,圆销活动设置在径向槽内;转轴的底部转动设置在底板上,转轴竖直穿过槽轮,并与槽轮同轴固定设置;转盘固定设置在转轴的顶部,并与转轴同轴设置,转盘上设有多个定位工装,定位工装的数量与径向槽的数量相同,多个定位工装均匀设置在转盘同一半径上;支撑架设置在底板上,并位于转盘偏心位置的下方;焊接机构与支撑架对应设置,并位于转盘的上方。提供一种高效率的转子焊接装置。供一种高效率的转子焊接装置。供一种高效率的转子焊接装置。
技术研发人员:高彦飞 安红英 肖丽
受保护的技术使用者:河北翼凌机械制造总厂
技术研发日:2021.10.02
技术公布日:2022/2/11