1.本技术涉及压铆模具工装的技术领域,尤其是涉及一种不锈钢压铆用模具工装。
背景技术:
2.压铆,一种固定工艺手法,常使用于不能焊接的铁板、铝板等板材固定螺柱的工艺,压铆螺母又叫铆螺母,自扣紧螺母,是应用于薄板或钣金上的一种螺母,外形呈圆形,一端带有压花齿及导向槽。其原理是通过压花齿压入钣金的预置孔位,一般而言预置孔的孔径略小于压铆螺母的压花齿,通过压力使压铆螺母的花齿挤入板内使预置孔的的周边产生塑性变形,变形物被挤入导向槽,从而产生锁紧的效果。
3.但是,现有的不锈钢压铆模具工装在对不锈钢工件和压铆螺母进行压铆时,定位较为不便。因此,本领域技术人员提供了一种不锈钢压铆用模具工装,以解决上述背景技术中提出的问题。
技术实现要素:
4.为了解决上述背景技术中提出的问题,本技术提供一种不锈钢压铆用模具工装。
5.本技术提供的一种不锈钢压铆用模具工装采用如下的技术方案:
6.一种不锈钢压铆用模具工装,包括底板、竖板和顶板,且竖板置于底板和顶板之间并与其固定连接,所述顶板的下表面设有液压缸,且液压缸的输出端安装有压板,所述底板的上表面固定安装有安装台,所述安装台的上表面设有不锈钢工件,且不锈钢工件的上表面设有预置孔,所述预置孔的内部设有第一圆柱,且第一圆柱的上表面设有第二圆柱,所述预置孔的上方设有压铆螺母,且第二圆柱位于压铆螺母的内部。
7.通过采用上述技术方案,通过将不锈钢工件上的预置孔与第一圆柱上下对应,并置于第一圆柱的外部,第二圆柱在压缩弹簧的作用下伸出至预置孔的外部,再将压铆螺母套设在第二圆柱的外部,即可完成对不锈钢工件上预置孔与压铆螺母的定位,启动液压缸,液压缸的输出端带动压板下移,压板将压铆螺母压入预置孔的内部,即可完成压铆。
8.优选的,所述安装台的上表面设有凹槽,且凹槽为凸字形,所述第一圆柱的下端位于凹槽的内部,且第一圆柱的下端与凹槽的底壁之间设有压缩弹簧。
9.通过采用上述技术方案,凸字形的凹槽可便于限位杆的安装,也便于对限位板进行限位。
10.优选的,所述第一圆柱的两侧靠近下端的位置均固定安装有限位板,且两个限位板的内部均滑动贯穿有限位杆,两个所述限位杆均固定安装在凹槽的顶壁与底壁之间。
11.通过采用上述技术方案,限位杆对限位板进行限位,同时能够使第一圆柱垂直进行上下移动。
12.优选的,所述第一圆柱、第二圆柱的中心点位于同一垂直轴线上,且第一圆柱、第二圆柱的高度之和小于凹槽的槽深。
13.通过采用上述技术方案,能够对预置孔和压铆螺母进行定位,便于压铆螺母压入
预置孔中,避免其在压铆时发生偏移,第一圆柱、第二圆柱的高度之和小于凹槽的槽深能够在压板将压铆螺母压入预置孔时,将第一圆柱和第二圆柱压入凹槽的内部。
14.优选的,所述第一圆柱周侧靠近上端的位置、第二圆柱的上表面均为弧形面。
15.通过采用上述技术方案,弧形面能够便于第一圆柱置于预置孔内,第二圆柱置于压铆螺母内。
16.综上所述,本技术包括以下有益技术效果:
17.通过将不锈钢工件上的预置孔与第一圆柱上下对应,并置于第一圆柱的外部,第二圆柱在压缩弹簧的作用下伸出至预置孔的外部,再将压铆螺母套设在第二圆柱的外部,即可完成对不锈钢工件上预置孔与压铆螺母的定位;通过将凹槽、第一圆柱、第二圆柱、压缩弹簧、两个限位杆、两个限位板组成一个定位组件,且定位组件的数量与预置孔、压铆螺母的数量相对应,通过设置与不锈钢工件上预置孔的数量和位置相对应的固定组件,从而可对不锈钢工件上的多个预置孔和压铆螺母一次完成压铆。
附图说明
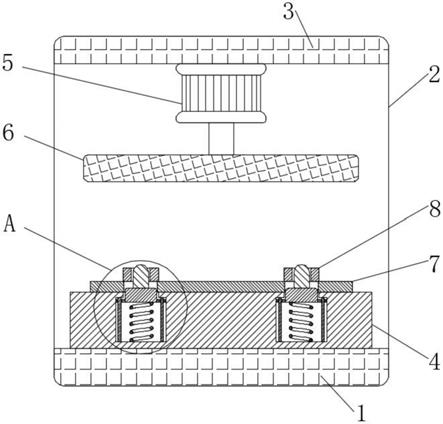
18.图1是本技术实施例中一种不锈钢压铆用模具工装的结构示意图;
19.图2是本技术实施例图1中a处的放大结构示意图。
20.附图标记说明:1、底板;2、竖板;3、顶板;4、安装台;5、液压缸;6、压板;7、不锈钢工件;8、压铆螺母;9、凹槽;10、第一圆柱;11、第二圆柱;12、预置孔;13、压缩弹簧;14、限位杆;15、限位板。
具体实施方式
21.以下结合附图1-2对本技术作进一步详细说明。
22.本技术实施例公开一种不锈钢压铆用模具工装。参照图1-2,一种不锈钢压铆用模具工装,包括底板1、竖板2和顶板3,且竖板2置于底板1和顶板3之间并与其固定连接,顶板3的下表面设有液压缸5,且液压缸5的输出端安装有压板6,底板1的上表面固定安装有安装台4,安装台4的上表面设有不锈钢工件7,且不锈钢工件7的上表面设有预置孔12,预置孔12的内部设有第一圆柱10,且第一圆柱10的上表面设有第二圆柱11,预置孔12的上方设有压铆螺母8,且第二圆柱11位于压铆螺母8的内部。
23.参照图1-2,安装台4的上表面设有凹槽9,且凹槽9为凸字形,第一圆柱10的下端位于凹槽9的内部,且第一圆柱10的下端与凹槽9的底壁之间设有压缩弹簧13,凸字形的凹槽9可便于限位杆14的安装,也便于对限位板15进行限位。
24.参照图2,第一圆柱10的两侧靠近下端的位置均固定安装有限位板15,且两个限位板15的内部均滑动贯穿有限位杆14,两个限位杆14均固定安装在凹槽9的顶壁与底壁之间,限位杆14对限位板15进行限位,同时能够使第一圆柱10垂直进行上下移动。
25.参照图1-2,第一圆柱10、第二圆柱11的中心点位于同一垂直轴线上,且第一圆柱10、第二圆柱11的高度之和小于凹槽9的槽深,能够对预置孔12和压铆螺母8进行定位,便于压铆螺母8压入预置孔12中,避免其在压铆时发生偏移,第一圆柱10、第二圆柱11的高度之和小于凹槽9的槽深能够在压板6将压铆螺母8压入预置孔12时,将第一圆柱10和第二圆柱11压入凹槽9的内部。
26.参照图2,第一圆柱10周侧靠近上端的位置、第二圆柱11的上表面均为弧形面,弧形面能够便于第一圆柱10置于预置孔12内,第二圆柱11置于压铆螺母8内。
27.本技术实施例一种不锈钢压铆用模具工装的实施原理为:使用时,通过将不锈钢工件7上的预置孔12与第一圆柱10上下对应,并置于第一圆柱10的外部,第二圆柱11在压缩弹簧13的作用下伸出至预置孔12的外部,再将压铆螺母8套设在第二圆柱11的外部,即可完成对不锈钢工件7上预置孔12与压铆螺母8的定位,启动液压缸5,液压缸5的输出端带动压板6下移,压板6将压铆螺母8压入预置孔12的内部,即可完成压铆,其中,在压板6对压铆螺母8进行下压时,第二圆柱11和第一圆柱10在压板6的作用下对压缩弹簧13进行挤压并移入凹槽9的内部,限位杆14和限位板15对第一圆柱10进行限位,使其保持垂直上下移动,通过凹槽9、第一圆柱10、第二圆柱11、压缩弹簧13、两个限位杆14、两个限位板15组成一个定位组件,且定位组件的数量与预置孔12、压铆螺母8的数量相对应,通过设置与不锈钢工件7上预置孔12的数量和位置相对应的固定组件,从而可对不锈钢工件7上的多个预置孔12和压铆螺母8一次完成压铆。
28.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。