1.本实用新型属于工件加工技术领域,具体涉及一种用于对多类型齿轮进行倒角作业的倒角装置。
背景技术:
2.工业齿轮主要包括内齿轮、斜齿轮、斜齿轮轴、圆锥齿轮、圆锥齿轮轴等,工业齿轮加工过程中,需要对齿廓及齿顶进行倒角作业。传统的倒角作业主要依靠角磨机或气刨机完成,作业强度高、效率低,且加工精度低。数控机床的出现大幅度解放了劳动力,提高了齿轮的加工精度,但是现有的数控机床受限于机床的尺寸的大小及数控机床各个轴的有效行程,其能够加工的齿轮类型往往为单一类型,或是类似齿轮类型。然而,随着技术的不断进步,越来越多的不同类型、不同功能的齿轮被研发,这些齿轮大多需要小批量进行生产,此时,单一数控机床难以满足多类型、小批量的齿轮的加工需求,如大量定制相关设备,无疑增加了企业的成本。
技术实现要素:
3.有鉴于此,本实用新型提供一种用于对多类型齿轮进行倒角作业的倒角装置,以解决现有技术中数控机床无法满足多类型、小批量齿轮加工需求的技术问题。
4.本实用新型解决其技术问题所采用的技术方案是:
5.一种用于对多类型齿轮进行倒角作业的倒角装置,包括:
6.夹持固定组件,用于夹持并固定齿轮,所述夹持固定组件能够带动齿轮沿轴向转动;
7.多轴关节机器人,设置于所述夹持固定组件一侧,所述多轴关节机器人的执行端连接有浮动轴承,所述浮动轴承上可拆卸安装有打磨头;
8.起始位置探测器,用于探测齿轮齿廓的初始位置;以及
9.中央控制器,所述中央控制器预写入若干齿轮倒角程序;所述中央控制器根据被选定的齿轮倒角程序,控制所述多轴关节机器人完成对齿轮的倒角作业。
10.优选地,所述中央控制器包括程序存储模块,用于存储若干齿轮倒角程序。
11.优选地,所述中央控制器还包括执行控制模块,所述执行控制模块用于根据被选定的齿轮倒角程序,控制所述多轴关节机器人执行被选择的齿轮倒角程序。
12.优选地,所述中央控制器还包括零位确认模块,所述零位确认模块的输入端电性连接所述起始位置探测器,输出端电性连接用于驱动所述夹持固定组件旋转的机构。
13.优选地,所述夹持固定组件包括转台及设置在所述转台上的自定心三爪卡盘。
14.优选地,所述起始位置探测器为光电传感器。
15.优选地,所述中央控制器包括联动控制模块,所述联动控制模块用于控制所述多轴关节机器人与所述转台同时动作,完成对齿轮的倒角作业。
16.优选地,所述用于对多类型齿轮进行倒角作业的倒角装置还包括齿轮转运组件,
所述齿轮转运组件设置在所述夹持固定组件的一侧。
17.优选地,所述齿轮转运组件为悬臂吊。
18.由上述技术方案可知,本实用新型提供了一种用于对多类型齿轮进行倒角作业的倒角装置,其有益效果是:在夹持固定组件的一侧设置多轴关节机器人,利用预写入所述中央控制器的针对不同类型齿轮的齿轮倒角程序,控制所述多轴关节机器人对固定在所述夹持固定组件上的齿轮进行倒角作业。由于所述多轴关节机器人的臂展较长,行程自由且可控性强,所以能够满足多种不同类型的齿轮的倒角作业,尤其是满足多品种、小批量、尺寸跨度较大的齿轮的倒角作业,具有广泛的兼容性。
附图说明
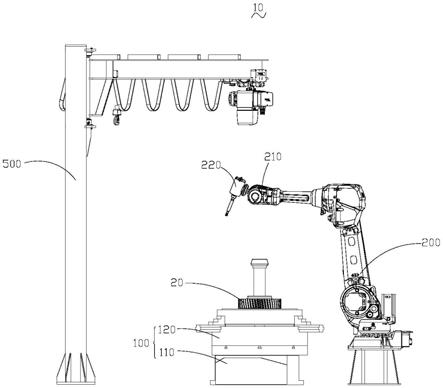
19.图1是用于对多类型齿轮进行倒角作业的倒角装置的结构示意图。
20.图2是用于对多类型齿轮进行倒角作业的倒角装置的功能模块示意图。
21.图中:用于对多类型齿轮进行倒角作业的倒角装置10、齿轮20、夹持固定组件100、转台110、自定心三爪卡盘120、多轴关节机器人200、浮动轴承210、打磨头220、起始位置探测器300、中央控制器400、执行控制模块410、零位确认模块420、程序存储模块430、联动控制模块440、齿轮转运组件500。
具体实施方式
22.以下结合本实用新型的附图,对本实用新型的技术方案以及技术效果做进一步的详细阐述。
23.请参看图1与图2,一具体实施方式中,一种用于对多类型齿轮进行倒角作业的倒角装置10,包括:夹持固定组件100、多轴关节机器人200、起始位置探测器300及中央控制器400,所述夹持固定组件100用于夹持并固定齿轮20,所述夹持固定组件100能够带动齿轮20沿轴向转动,所述多轴关节机器人200设置于所述夹持固定组件100一侧,所述多轴关节机器人200的执行端连接有浮动轴承210,所述浮动轴承210上可拆卸安装有打磨头220。所述起始位置探测器300用于探测齿轮20齿廓的初始位置。所述中央控制器400预写入若干齿轮倒角程序,所述中央控制器400根据被选定的齿轮倒角程序,控制所述多轴关节机器人200完成对齿轮20的倒角作业。
24.所述齿轮倒角程序为根据齿轮类型、大小、倒角量等,设定的多轴关节机器人200的执行端的移动路径,可依据以下方式进行编程:编程的过程中,对于齿数较少的齿轮,采用一个齿形作为编程对象,加工完一个齿形,所述夹持固定组件100旋转对应角度加工下一个齿形。对于齿数较多的齿轮,采用分区域的加工方式,即机器人程序编程多个齿形倒角信息,加工完该区域后,所述夹持固定组件100旋转至下一个齿形区域,再进行下一区域的倒角加工。分区域的加工方式,可以有效利用多轴关节机器人200的大臂展的优势,降低了编程的难度及程序调试的难度。
25.值得说明的是,所述浮动轴承210具有具有较高的柔性,可以降低示教编程的工作量,也可以降低离线编程过程中程序修正的难度。在倒角打磨面光洁度要求不高的情况下,相对于刚性轴,浮动轴具有较高的使用优势。
26.作为优选,所述夹持固定组件100包括转台110及设置在所述转台110上的自定心
三爪卡盘120。所述起始位置探测器300为光电传感器。所述多轴关节机器人200为六轴关节机器人。进行倒角作业时,首先将齿轮20放置于所述自定心三爪卡盘120上,手动锁紧卡盘。锁紧过程中,随时观察齿轮位置,并进行适当的调整,防止夹偏。齿轮20装卡后,多轴关节机器人200携带着起始位置探测器300,靠近齿轮20。所述转台110带着齿轮20旋转,齿形掠过起始位置探测器300时,触发起始位置探测器300,与此同时记录所述转台110旋转角度。所述起始位置探测器300寻找到齿廓线后,根据设定的旋转位置,旋转到相应的工作位置,等待进行倒角加工。调运预写入所述中央控制器400的相应的齿轮20的齿轮倒角程序,通过所述多轴关节机器人200对齿轮进行倒角作业。由于所述多轴关节机器人200的臂展较长,行程自由且可控性强,所以能够满足多种不同类型的齿轮20的倒角作业,尤其是满足多品种、小批量、尺寸跨度较大的齿轮20的倒角作业,具有广泛的兼容性。
27.具体地,所述中央控制器400包括执行控制模块410,所述执行控制模块410用于根据被选定的齿轮倒角程序,控制所述多轴关节机器人200执行被选择的齿轮倒角程序。
28.进一步地,所述中央控制器400还包括零位确认模块420,所述零位确认模块420的输入端电性连接所述起始位置探测器300,输出端电性连接用于驱动所述夹持固定组件100旋转的机构。
29.一实施例中,所述中央控制器400包括程序存储模块430,用于存储若干齿轮倒角程序,以便于反复对相同类型的齿轮进行倒角作业,作业时,仅仅需要调运已经存储的齿轮倒角程序即可,无需重新编程,提高工作效率。
30.优选地,所述中央控制器400包括联动控制模块440,所述联动控制模块440用于控制所述多轴关节机器人200与所述转台110同时动作,完成对齿轮20的倒角作业。
31.又一实施例中,所述用于对多类型齿轮进行倒角作业的倒角装置10还包括齿轮转运组件500,所述齿轮转运组件500设置在所述夹持固定组件100的一侧。作为优选,所述齿轮转运组件500为悬臂吊。所述齿轮转运组件500用于辅助对齿轮进行搬运及将齿轮放置于所述夹持固定组件100上,或从所述夹持固定组件100上拿下。
32.以上所揭露的仅为本实用新型较佳实施例而已,当然不能以此来限定本实用新型之权利范围,本领域普通技术人员可以理解实现上述实施例的全部或部分流程,并依本实用新型权利要求所作的等同变化,仍属于实用新型所涵盖的范围。