1.本实用新型属于机械工具领域,具体涉及一种适用于长直锅炉管的摩擦焊装置。
背景技术:
2.摩擦焊是利用材料接触面之间相对运动所产生的摩擦热,使待焊件接触面及其附近区域材料达到软化状态并迅速顶锻,在热力的持续作用下产生连续的塑性变形、原子扩散和动态再结晶,获得致密锻造组织的焊接技术。由于摩擦焊会在狭小的焊接区造成很大的温度梯度,使焊接区组织变化明显,但由于热影响区小,不会产生热应力和变形,在航空航天、电力、核能、机械制造、交通运输等领域应用广泛。摩擦焊相较传统熔焊最大的不同点在于整个焊接过程中,待焊金属获得能量升高达到的温度并没有达到其熔点,即金属是在热塑性状态下实现的类锻态固相连接。相对传统熔焊,摩擦焊具有焊接接头质量高,能达到焊缝强度与基体材料等强度,焊接效率高、质量稳定、一致性好,可实现异种材料焊接等。
3.在火电机组中,焊接是机组部件制造及安装过程中最重要的工艺,而焊接接头一直是整个电站高温部件的薄弱环节,直接关系到高温部件的制造安装质量和安全运行。现役火电机组铁素体和奥氏体耐热钢使用的熔焊技术容易导致焊丝中的有害元素进入焊缝组织,使焊缝组织的细晶热影响区(fghaz)出现蠕变裂纹,从而降低了焊接接头的蠕变寿命。焊丝中异种元素的引入对也对焊缝氧化行为造成影响,焊材的成分中的al元素在焊缝凝固过程中向固相扩散偏析,在(枝)晶界处形成了γ相贫化区,严重降低了焊接接头的腐蚀行为。摩擦焊作为一种固相焊接技术,可以减少甚至消除这些问题,由于惯性摩擦焊技术的焊接速度快、焊缝窄、塑性变形小、且不需要焊丝,将其应用于锅炉管焊接具有显著的优势。但是,对于火电机组用长直锅炉管而言,因锅炉管具有长度可达8-12m、且管外径范围40-80mm的尺寸特点,现有的摩擦焊装置难以实现锅炉管对焊连接。
技术实现要素:
4.为解决上述问题,本实用新型提供了一种适用于长直锅炉管的摩擦焊装置,能够实现长直锅炉管的摩擦焊对焊连接,得到的焊缝性能优异,生产效率高。
5.本实用新型采用如下技术方案来实现的:
6.一种适用于长直锅炉管的摩擦焊装置,该装置通过增设焊接短管实现两根长直待焊接锅炉管的摩擦焊连接,包括分别固定两个待焊接锅炉管的第一液压卡钳和第二液压卡钳,与两个液压卡钳连接的卡钳水平压紧装置,固定焊接短管的焊接短管旋转装置,以及与焊接短管旋转装置连接的转速控制系统;所述的固定钢管的液压卡钳设于装置两端,用于固定待摩擦焊连接的待焊接锅炉管;卡钳水平压紧装置连接两端的液压卡钳,用于对待焊接锅炉管施加焊接应力;焊接短管旋转装置设于两端的液压卡钳之间,用于高速旋转焊接短管。
7.本实用新型进一步的改进在于,焊接短管与待摩擦焊连接的待焊接锅炉管尺寸规格一致。
8.本实用新型进一步的改进在于,焊接短管的材质强度不低于待焊接锅炉管。
9.本实用新型进一步的改进在于,通过调整液压卡钳和焊接短管旋转装置,使焊接短管与待摩擦焊连接的待焊接锅炉管保持轴心一致。
10.本实用新型进一步的改进在于,卡钳水平压紧装置能够提供的焊接压强不低于100mpa。
11.本实用新型进一步的改进在于,通过卡钳水平压紧装置对第一液压卡钳和第二液压卡钳施加沿管轴方向的压紧力。
12.本实用新型进一步的改进在于,焊接短管旋转装置能够提供的转速不低于3000转/分钟。
13.本实用新型进一步的改进在于,通过转速控制系统启动焊接短管旋转装置。
14.本实用新型至少具有如下有益的技术效果:
15.本实用新型提供的一种适用于长直锅炉管的摩擦焊装置,实现了摩擦焊技术在长直锅炉管上的应用,克服了传统熔焊技术因焊材成分和组织偏析造成的焊缝强度低、易应力开裂的缺点。本实用新型技术焊接速度快、焊缝窄、塑性变形小、焊接头残余应力低,设备投资小、生产效率高。
附图说明
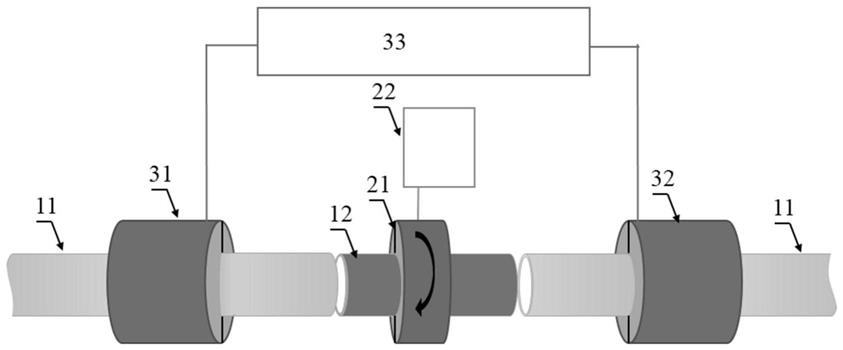
16.图1为本实用新型所述钢管自动上料装置的结构示意图;
17.附图标记说明:
18.11:待焊接锅炉管,12:焊接短管,21:焊接短管旋转装置,22:转速控制系统,31:第一液压卡钳,32:第二液压卡钳,33:卡钳水平压紧装置。
具体实施方式
19.下面将参照附图更详细地描述本公开的示例性实施例。虽然附图中显示了本公开的示例性实施例,然而应当理解,可以以各种形式实现本公开而不应被这里阐述的实施例所限制。相反,提供这些实施例是为了能够更透彻地理解本公开,并且能够将本公开的范围完整的传达给本领域的技术人员。需要说明的是,在不冲突的情况下,本实用新型中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本实用新型。
20.参见图1,本实用新型所述的一种适用于长直锅炉管的摩擦焊装置,该装置通过增设焊接短管12实现两根长直待焊接锅炉管11的摩擦焊连接,包括分别固定两个待焊接锅炉管11的第一液压卡钳31和第二液压卡钳32,与两个液压卡钳连接的卡钳水平压紧装置33,固定焊接短管12的焊接短管旋转装置21,以及与焊接短管旋转装置21连接的转速控制系统22;所述的固定钢管的液压卡钳设于装置两端,用于固定待摩擦焊连接的待焊接锅炉管11;卡钳水平压紧装置33连接两端的液压卡钳,用于对待焊接锅炉管11施加焊接应力;焊接短管旋转装置21设于两端的液压卡钳之间,用于高速旋转焊接短管12。
21.焊接加工前,首先加工焊接短管12,并使其与待摩擦焊连接的待焊接锅炉管11尺寸规格一致、且材质强度不低于待焊接锅炉管。或者,焊接短管12可直接自待焊接锅炉管11上截取。
22.根据焊接短管12的长度,调整待焊接的两根待焊接锅炉管11之间的间隔,使接短管12的两个端面分别与待焊接锅炉管11的待焊接面相互接触。分别用第一液压卡钳31和第二液压卡钳32固定两根待焊接锅炉管11,并使其保持同一轴心上。调整焊接短管旋转装置21的位置,使焊接短管12、待焊接锅炉管11保持轴心一致。
23.通过卡钳水平压紧装置33对第一液压卡钳31和第二液压卡钳32施加沿管轴方向的压紧力,保证钢管壁厚截面的压强不低于100mpa;通过转速控制系统22启动焊接短管旋转装置21,保证可提供的转速不低于3000转/分钟。
24.通过上述操作,可以通过增设焊接短管实现两根长直待焊接锅炉管11摩擦焊连接,获得焊缝性能优异,生产效率高。
25.以上所述实施例仅表达了本实用新型的实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
技术特征:
1.一种适用于长直锅炉管的摩擦焊装置,其特征在于,该装置通过增设焊接短管(12)实现两根长直待焊接锅炉管(11)的摩擦焊连接,包括分别固定两个待焊接锅炉管(11)的第一液压卡钳(31)和第二液压卡钳(32),与两个液压卡钳连接的卡钳水平压紧装置(33),固定焊接短管(12)的焊接短管旋转装置(21),以及与焊接短管旋转装置(21)连接的转速控制系统(22);所述的固定钢管的液压卡钳设于装置两端,用于固定待摩擦焊连接的待焊接锅炉管(11);卡钳水平压紧装置(33)连接两端的液压卡钳,用于对待焊接锅炉管(11)施加焊接应力;焊接短管旋转装置(21)设于两端的液压卡钳之间,用于高速旋转焊接短管(12)。2.根据权利要求1所述的一种适用于长直锅炉管的摩擦焊装置,其特征在于,焊接短管(12)与待摩擦焊连接的待焊接锅炉管(11)尺寸规格一致。3.根据权利要求1所述的一种适用于长直锅炉管的摩擦焊装置,其特征在于,焊接短管(12)的材质强度不低于待焊接锅炉管(11)。4.根据权利要求1所述的一种适用于长直锅炉管的摩擦焊装置,其特征在于,通过调整液压卡钳和焊接短管旋转装置(21),使焊接短管(12)与待摩擦焊连接的待焊接锅炉管(11)保持轴心一致。5.根据权利要求1所述的一种适用于长直锅炉管的摩擦焊装置,其特征在于,卡钳水平压紧装置(33)能够提供的焊接压强不低于100mpa。6.根据权利要求5所述的一种适用于长直锅炉管的摩擦焊装置,其特征在于,通过卡钳水平压紧装置(33)对第一液压卡钳(31)和第二液压卡钳(32)施加沿管轴方向的压紧力。7.根据权利要求1所述的一种适用于长直锅炉管的摩擦焊装置,其特征在于,焊接短管旋转装置(21)能够提供的转速不低于3000转/分钟。8.根据权利要求7所述的一种适用于长直锅炉管的摩擦焊装置,其特征在于,通过转速控制系统(22)启动焊接短管旋转装置(21)。
技术总结
本实用新型公开了一种适用于长直锅炉管的摩擦焊装置,包括固定钢管的液压卡钳、卡钳水平压紧装置、焊接短管旋转装置和转速控制系统;所述的固定钢管的液压卡钳设于装置两端,用于固定待摩擦焊连接的待焊接锅炉管;卡钳水平压紧装置连接两端的液压卡钳,用于对待焊接锅炉管施加焊接应力;焊接短管旋转装置设于两端的液压卡钳之间,用于高速旋转短接管;焊接过程中,通过调整液压卡钳和焊接短管旋转装置,使焊接短管与待摩擦焊连接的待焊接锅炉管保持轴心一致。本实用新型能够实现长直锅炉管的摩擦焊对焊连接,得到的焊缝性能优异,生产效率高。效率高。效率高。
技术研发人员:鲁金涛 黄锦阳 党莹樱 张鹏 杨珍 严靖博 周永莉 尹宏飞 袁勇 谷月峰
受保护的技术使用者:西安热工研究院有限公司
技术研发日:2021.08.27
技术公布日:2022/2/11