1.本发明涉及一种用于焊接风机叶轮的夹具,以及一种风机叶轮的焊接方法。
背景技术:
2.风机是工业生产中常见的设备之一,广泛用于工厂、矿井、隧道、冷却塔、车辆、船舶和建筑物等众多领域,主要起到通风、排尘和冷却的作用。叶轮是风机的主要部件之一,其作用是产生风压和风流。目前叶轮的制造工艺有铸造叶轮、焊接叶轮、压制成型非金属叶轮等。
3.对于焊接叶轮,特别是轨道交通行业通风冷却设备中常用的焊接叶轮,目前基本都是采用手工电弧焊和熔化极气体保护焊的工艺方法。这种方法通常存在焊接变形大、效率低和后续调校清渣工作量大的缺点。且传统弧焊只能焊角焊缝,受产品结构影响,操作空间小,部分产品只能手工焊,难以实现自动化焊接,从而进一步降低了焊接的效率。
技术实现要素:
4.针对如上所述的技术问题,本发明旨在提出一种用于焊接风机叶轮的夹具。本发明的用于焊接风机叶轮的夹具能够实现对叶轮的激光穿透焊接,有效地提高焊接效率,降低焊接变形量,同时降低调校清渣工作量。
5.根据本发明的第一方面,提供了一种用于焊接风机叶轮的夹具,包括:圆盘状的连接盘,在所述连接盘的外周面上沿周向均匀地设置有多个能够与风机叶片形成连接的第一卡槽。其中,所述连接盘设置为当所述第一卡槽与风机叶片相连接后,能够使得风机叶片的上端面和下端面分别位于所述连接盘竖直方向的两侧,从而使得所述上端面能够与风机叶轮的前轮盘相接形成为组合体,所述下端面能够与风机叶轮的后轮盘相接,以及连接筒,所述连接筒内具有能够容纳所述组合件的内腔,所述内腔具有能够使得下端面伸出所述内腔的开口,在所述内腔内设置有能够与风机叶轮的轮毂形成连接的支撑杆。
6.在一个优选的实施例中,所述的用于焊接风机叶轮的夹具还包括固定台,所述固定台上设置有能够容纳所述连接盘的圆形凹槽,所述凹槽的内壁上沿周向设置有多个与所述第一卡槽一一对应,并能够与所述叶片形成连接的第二卡槽。
7.在一个优选的实施例中,所述固定台设置为与所述前轮盘的直径相同,在所述固定台的外周面沿周向均匀地设置有多个凸台,所述凸台具有高于所述第一连接面的高度。
8.在一个优选的实施例中,所述的用于焊接风机叶轮的夹具还包括能够将所述组合件压接在所述固定台上的第一固定组件。
9.在一个优选的实施例中,所述前轮盘的中部具有通孔,所述第一固定组件包括能够沿竖直方向伸出所述通孔的立柱,在所述立柱上设置有直径大于所述通孔的压盘,以及能够推动所述压盘沿立柱轴向移动的螺母。
10.在一个优选的实施例中,所述的用于焊接风机叶轮的夹具还包括能够将风机叶轮的后轮盘压接在所述下端面上的第二固定组件。
11.在一个优选的实施例中,所述第二固定组件包括沿周向设置在所述连接筒上的动力件,所述动力件上设置有能够抵接在所述后轮盘上端面上的压头,所述压头能够在动力件的带动下向靠近所述内腔的方向移动。
12.在一个优选的实施例中,在所述内腔内还设置有与所述前轮盘形状相适配的定位层。
13.在一个优选的实施例中,所述定位层由弹性材料制成。
14.根据本发明的第二方面,提供了一种对风机叶轮进行激光穿透焊接的方法,所述方法包括步骤:
15.步骤一,将多个风机叶片一一安装在所述第一卡槽内,并将连接盘放置在固定台上的凹槽内,使得风机叶片远离连接盘的一端连接在第二卡槽上;
16.步骤二,将风机叶轮的前轮盘放置在所述固定台上,使得所述前轮盘与风机叶片的上端面相接;
17.步骤三,安装所述压盘和螺母,使得所述压盘压接在所述前轮盘上,并将前轮盘与风机叶片焊接在一起,形成组合件;
18.步骤四,将所述组合件自固定台上拆下并倒扣至所述连接筒内,使得风机叶片的下端面伸出所述开口,随后将风机叶轮的轮毂连接在所述支撑杆上;
19.步骤五,通过第二固定组件将所述后轮盘压接在所述风机叶片的下端面上,将所述后轮盘与风机叶片焊接在一起,将焊接完毕的风机叶轮自连接筒内取出。
附图说明
20.下面将参照附图对本发明进行说明。
21.图1为现有的风机叶轮的示意图
22.图2显示了根据本发明的一个实施例的用于焊接风机叶轮的夹具的示意图。
23.图3为图2所示的用于焊接风机叶轮的夹具的叶片与前轮盘的连接示意图。
24.图4为图2所示的用于焊接风机叶轮的夹具的连接筒的示意图。
25.图5为图4所示的连接筒与组合件的连接示意图。
26.在本技术中,所有附图均为示意性的附图,仅用于说明本发明的原理,并且未按实际比例绘制。
具体实施方式
27.下面通过附图来对本发明进行介绍。
28.为更好地理解本发明的用于焊接风机叶轮的夹具100的工作原理,首先对目前常见的风机叶轮10的结构进行简单的说明。图1为目前常见的风机叶轮10的示意图。如图1所示,所述风机叶轮10包括连接在一起的圆盘状的前轮盘12和后轮盘14。所述前轮盘12上设置有通孔121,在所述后轮盘14上设置有轮毂141。在所述前轮盘12和后轮盘14之间具有圆柱状的腔体15,所述腔体15内沿周向均匀地设置有多个叶片16,所述叶片16的上下两端分别与前轮盘12和后轮盘14相连接,使得前轮盘12、后轮盘14以及叶片16三者能够在外力作用下进行同步旋转。
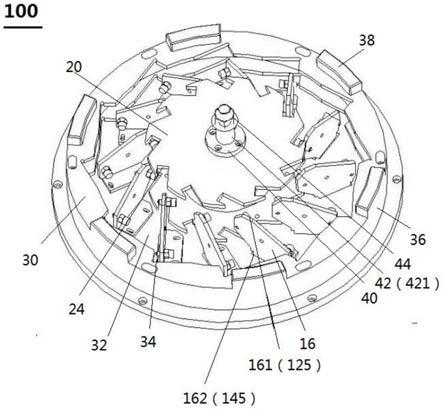
29.图2显示了根据本发明的一个实施例的用于焊接风机叶轮的夹具100的示意图。如
图2所示,所述的用于焊接风机叶轮的夹具100包括连接盘20。所述连接盘20设置为圆盘状,在所述连接盘20的外周面上沿周向均匀地设置有多个第一卡槽24。风机叶轮10上的叶片16能够嵌入所述第一卡槽24内从而可拆卸地连接在所述连接盘20上。
30.当所述叶片16与连接盘20形成连接后,所述叶片16的上端面161在竖直方向上高于连接盘20所在平面,使得多个所述叶片16的上端面161共同形成为能够与前轮盘12相接的第一连接面125。同理,所述叶片16的下端面162在竖直方向上低于连接盘20所在平面,使得多个所述叶片16的下端面162共同形成为能够与后轮盘14相接的第二连接面145。
31.如图2所示,所述的用于焊接风机叶轮的夹具100还包括能够固定所述叶片16与连接盘20之间的连接的固定台30。如图2所示,所述固定台20设置为圆台状。在所述固定台20的上端面31上设置有圆形的凹槽32,在所述凹槽32的侧壁上沿周向设置有多个第二卡槽34,所述第二卡槽34与第一卡槽24数量相同且一一对应。
32.由此,作业人员可以将连接盘20安装在凹槽32内,随后将叶片16一一插入所述第一卡槽24,并使得叶片16远离连接盘20的一端嵌入至所述第二卡槽34内,由此保证叶片16能够同时被第一卡槽24和第二卡槽34所固定。通过这种设置,能够防止叶片16在焊接过程中相对于连接盘20弯折或产生振动,从而避免焊接过程中叶片16的偏移或错位,进而影响风机叶轮10的焊接效果。
33.图3为图2所示的用于焊接风机叶轮的夹具100的叶片16与前轮盘12的连接示意图。如图3所示,当作业人员通过固定台30将叶片16与连接盘20固定好后,即可将所述前轮盘12放置在所述叶片16上,使得叶片16的上端面161与前轮盘12相接。此时即可将激光焊接枪(未示出)设置于前轮盘12的上方,通过激光焊接的方式将前轮盘12与叶片16焊接在一起,形成为组合件39。
34.如图2所示,所述固定台30的直径设置为与所述前轮盘20的直径相同。同时,在所述固定台30的外周面36上沿周向均匀地设置有多个凸台38。所述凸台38沿竖直方向伸出所述外周面36并具有高于所述第一连接面125的高度。
35.由此,当将前轮盘12放置在叶片16上时,所述凸台38一方面能够起到定位作用,保证前轮盘12的几何中心能够与固定台30的几何中心相重合,由此固定前轮盘12与叶片16的相对位置,保证焊接的精确性。另一方面,所述凸台38也能够起到固定前轮盘12的作用,防止焊接过程中前轮盘12的位置发生偏移,影响正常的焊接。
36.在一个优选的实施例中,所述的用于焊接风机叶轮的夹具100还包括能够将所述前轮盘12压接在所述固定台上30的第一固定组件40。
37.如图2所示,所述第一固定组件40包括设置在所述连接盘20上的立柱42。当作业人员将所述前轮盘12放置在叶片16上时,所述立柱42能够沿竖直方向伸出所述通孔121。在所述立柱42上设置有外螺纹421以及能够通过旋转沿着立柱42的轴向移动的螺母44。
38.如图3所示,所述第一固定组件40还包括能够连接在所述立柱42上的圆盘状的压盘45,所述压盘45具有大于所述通孔121的尺寸。所述压盘45设置在所述螺母44的下方,这样当作业人员将前轮盘12放置在所述固定台30上时,所述压盘45能够位于螺母44与前轮盘12之间,并坐于所述通孔121上。此时,作业人员即可通过旋转螺母44推动所述压盘45向下运动,直至压盘45压接在所述前轮盘12之上。
39.由此,通过压盘45能够向前轮盘12施加一个向下的压力,从而进一步固定前轮盘
12,防止前轮盘12在焊接过程中发生振动或偏移,影响风机叶轮10的焊接效果。
40.除此以外,所述的用于焊接风机叶轮的夹具100还包括用于焊接后轮盘14的连接筒。
41.图4为图2所示的用于焊接风机叶轮的夹具的连接筒50的示意图。如图4所示,所述连接筒50构造为圆筒状。在所述连接筒50内设置有能够容纳所述组合件39的内腔52,所述内腔具有开口53。在所述内腔52内还设置有支撑杆58,所述支撑杆58能够伸入轮毂141内。由此,作业人员可以将轮毂141放置在支撑杆58上,使得支撑杆58插入轮毂141内,从而将轮毂141固定在所述内腔52中。
42.图5为图4所示的连接筒50与所述组合件39的连接示意图。如图5所示,当所述组合件39连接完毕后,即可将所述组合件39自固定台30上拆下,并将所述组合件39采用倒扣(即所述前轮盘12位于叶片16的下方)的方式放置在所述连接筒50内,并使得叶片16伸出所述开口53。
43.当将所述组合件39放置于连接筒50后,即可将后轮盘14放置于叶片16上。随后即可将激光焊接枪设置于后轮盘14的上方,通过激光焊接的方式将后轮盘14与叶片16焊接在一起。必要地,所述支撑杆58设置为伸出所述内腔52并与所述第二连接面145相平齐。这样当作业人员将后轮盘14放置到叶片16上后,位于支撑杆58上的轮毂141也能够与后轮盘14相接。这样在焊接叶片16的同时也能够将轮毂141一并焊接在所述后轮盘14上。从而形成为完整的风机叶轮10。
44.相较于现有的焊接方式,通过激光焊接的方式能够有效地降低焊接的变形量,同时降低焊接过程中所出现的焊渣,从而能够降低清渣的工作量。除此以外,采用激光焊接的方式也能够实现自动化焊接,从而大幅提高焊接的工作效率。
45.需要说明的是,激光焊接的方式仅为本实施例中的优选的焊接方式,作业人员也可以在特定的工况下自由地采用其他焊接方式进行补充焊接,在这里不作限制。
46.如图4所示,在一个优选的实施例中,所述的用于焊接风机叶轮的夹具100还包括能够将风机叶轮10的后轮盘14压接在所述叶片16上的第二固定组件60。所述第二固定组件60包括沿周向设置在所述连接筒50上的至少一个动力件62。所述动力件62例如可以是气缸。在所述动力件62上设置有压头65,所述压头65能够在动力件62的带动下沿竖直方向运动。
47.如图4所示,所述压头65布置在所述动力件62靠近后轮盘14的一侧的侧壁上,使得压头65能够压接在所述后轮盘14的上端面146上,从而通过动力件62所施加的向下的压力将所述后轮盘14固定在叶片16上。由此可以防止后轮盘14在焊接的过程中出现震动或偏移,从而保证风机叶轮10的焊接效果。
48.在一个未示出的实施例中,在所述内腔52内还设置有定位层。所述定位层的形状与所述前轮盘12的形状相适配,从而使得定位层能够起到定位的效果,由此在焊接过程中固定后轮盘14与前轮盘12的相对位置,保证焊接的精准性。
49.进一步地,所述定位层由弹性材料制成。所述弹性材料例如可以使橡胶。这样可以实现定位层与前轮盘12之间的柔性连接,防止压头65下压后轮盘14时所述前轮盘12受到压力而磨损。
50.以下简述根据本发明的用于焊接风机叶轮的夹具100的工作过程。
51.本发明的用于焊接风机叶轮的夹具100用于对风机叶轮10进行激光穿透焊接作业。在焊接过程中,首先将连接盘20安装在凹槽32内,随后将叶片16一一插入所述第一卡槽24,并使得叶片16远离连接盘20的一端嵌入至所述第二卡槽34内,由此保证叶片16能够同时被第一卡槽24和第二卡槽34所固定。此时再将风机叶轮10的前轮盘12放置在所述固定台30上,使得所述前轮盘12与风机叶片16的上端面161相接。然后安装所述压盘45和螺母44,使得所述压盘45压接在所述前轮盘12上,并将前轮盘12与风机叶片16焊接在一起,形成为组合件39。
52.待组合件39焊接完毕后,即可将所述组合件39自固定台30上拆下并倒扣至所述连接筒50内,使得风机叶片16的下端面162伸出所述连接筒50的开口53。随后将轮毂141放置于所述支撑杆58上,使得风机叶片16的下端面162与轮毂141的上端相平齐。此时即可通过第二固定组件60将所述后轮盘14压接在所述风机叶片16的下端面162上,将所述后轮盘14与风机叶片162以及轮毂141焊接在一起,形成一个完整的风机叶轮10。
53.最后将风机叶轮10自连接筒50内取出,即可完成整个焊接作业。
54.最后应说明的是,以上所述仅为本发明的优选实施方案而已,并不构成对本发明的任何限制。尽管参照前述实施方案对本发明进行了详细的说明,但是对于本领域的技术人员来说,依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。