1.本实用新型涉及机械基础件及制造技术领域,更具体地说,本实用新型涉及一种具有自动式模具夹板的折弯机。
背景技术:
2.折弯机是一种能够对薄板进行折弯的机器,其结构主要包括支架、工作台和夹紧板,工作台置于支架上,工作台由底座和压板构成,底座通过铰链与夹紧板相连,底座由座壳、线圈和盖板组成,线圈置于座壳的凹陷内,凹陷顶部覆有盖板;使用时由导线对线圈通电,通电后对压板产生引力,从而实现对压板和底座之间薄板的夹持;由于采用了电磁力夹持,使得压板可以做成多种工件要求,而且可对有侧壁的工件进行加工,操作上也十分简便。
3.但现有的折弯机在工作过程中仍存在一些不足之处,如现有的折弯机采用电磁线圈产生电磁力来夹持固定薄板,方便了薄板的加工,但折弯机用的模具仍采用螺栓结构进行固定,在加工不同薄板需要更换模具时,螺栓固定结构使得模具的拆装更换效率低,降低了折弯机的工作效率。
技术实现要素:
4.为了克服现有技术的上述缺陷,本实用新型的实施例提供一种具有自动式模具夹板的折弯机,以解决现有的折弯机用的模具采用螺栓结构进行固定,在加工不同薄板需要更换模具时,螺栓固定结构使得模具的拆装更换效率低,降低了折弯机工作效率的问题。
5.为解决上述技术问题,本实用新型提供如下技术方案:一种具有自动式模具夹板的折弯机,包括折弯平台,所述折弯平台的底面固定安装有底部支撑架,所述折弯平台的中部镶嵌安装有高碳钢板,所述高碳钢板的底面通过所述底部支撑架固定安装有电磁定位器,所述高碳钢板的顶面通过所述电磁定位器活动安装有折弯模具,所述折弯模具的左右两侧面均设有液压杆,所述折弯平台顶面的前后两侧边均固定安装有呈平行设置的滑动支撑架,所述折弯模具的正上方通过两个所述滑动支撑架活动安装有定位滑动座,所述定位滑动座的底面固定安装有悬置于所述折弯模具正上方的电热器,所述定位滑动座的顶面固定安装有与所述电热器为固定连接的鼓风机组。
6.优选地,所述折弯模具包括承压凹模和挤压凸模,所述承压凹模的顶面开设有折弯凹槽,所述挤压凸模右侧面的顶部一体形成有与所述折弯凹槽相适配的触压凸块,所述承压凹模通过所述折弯凹槽、触压凸块与所述挤压凸模为活动连接。
7.优选地,所述电磁定位器包括定位器外壳,所述定位器外壳的内腔固定安装有若干个等距分布的电磁铁,若干个所述电磁铁均并联式电性连接于同一控制端,所述承压凹模和所述挤压凸模均为高碳钢质构件,所述承压凹模和所述挤压凸模均通过所述定位器外壳内部的若干个挤压凸模可拆卸安装于所述高碳钢板的顶面。
8.优选地,所述液压杆的数量为四个,四个所述液压杆等量分为两组,其中一组所述
液压杆分设于所述承压凹模右侧面的两侧,另一组所述液压杆分设于所述挤压凸模左侧面的两侧。
9.优选地,所述滑动支撑架包括支撑横梁,所述支撑横梁底面的左右两侧均固定安装有与所述液压杆为固定连接的支撑立柱,四个所述液压杆分别通过两个所述支撑横梁底部的四个所述支撑立柱水平安装于所述承压凹模的右侧面和挤压凸模的左侧面,且四个所述液压杆分别与所述承压凹模和挤压凸模的侧面相触接。
10.优选地,所述支撑横梁的顶面开设有限位滑槽,所述定位滑动座通过两个所述支撑横梁顶面开设的限位滑槽活动安装于所述折弯模具的正上方。
11.优选地,所述定位滑动座包括滑动底座,所述滑动底座的中部开设有通风接口,所述滑动底座底面的四个拐角处均固定安装有与所述限位滑槽为滑动连接的定向滑轮。
12.优选地,所述电热器包括隔热通风箱,所述隔热通风箱的底端口固定安装有悬置于所述折弯模具正上方的集束热风枪,所述隔热通风箱的内部固定安装有高频电磁加热线圈,所述隔热通风箱的顶端口通过所述通风接口与所述鼓风机组的出风口相连通。
13.本实用新型的技术效果和优点:
14.上述方案中,所述触压凸块配合折弯凹槽让承压凹模和挤压凸模组合构成折弯模具,在进行工件折弯作业时,把工件放置于折弯凹槽内部,然后利用折弯凹槽内腔的若干个等距分布的电磁铁同步通电产生的强磁力,把工件牢牢吸合固定于折弯凹槽内部,避免了液压杆带动承压凹模和挤压凸模相向移动,让工件承受触压凸块的挤压力时,工件受力脱离折弯模具,无法完成折完作业的问题,同时通过若干个电磁铁通电产生的强磁力代替螺栓结构把承压凹模和挤压凸模可拆卸安装于高碳钢板的顶面,使得承压凹模和挤压凸模既可以相向移动进行折弯作业,也方便了折弯模具的拆装更换,提高了装置的实用性;所述滑动底座配合其底部的四个定向滑轮以及两个支撑横梁顶面开设的限位滑槽,把电热器与鼓风机组活动安装于折弯模具的正上方,在折弯机工作过程中,利用滑动底座配合其底部的四个定向滑轮以及两个支撑横梁顶面开设的限位滑槽把电热器与鼓风机组移动至工件的正上方,再利用鼓风机组配合通风接口把外部空气加压输送至隔热通风箱内部,然后利用高频电磁加热线圈加热气流形成高温气流,最后利用集束热风枪把高温气流集束导向工件的折弯处进行加热工作,使其受热软化,从而方便了工件的折弯定型,提高了工件的折弯效率。
附图说明
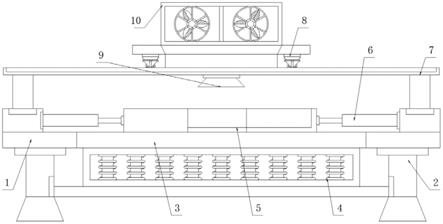
15.图1为本实用新型的整体结构示意图;
16.图2为本实用新型的折弯模具结构示意图;
17.图3为本实用新型的电磁定位器结构示意图;
18.图4为本实用新型的滑动支撑架结构示意图;
19.图5为本实用新型的电热器结构示意图。
20.附图标记为:1、折弯平台;2、底部支撑架;3、高碳钢板;4、电磁定位器;5、折弯模具;6、液压杆;7、滑动支撑架;8、定位滑动座;9、电热器;10、鼓风机组;41、定位器外壳;42、电磁铁;51、承压凹模;52、挤压凸模;53、折弯凹槽;54、触压凸块;71、支撑横梁;72、支撑立柱;73、限位滑槽;81、滑动底座;82、通风接口;83、定向滑轮;91、隔热通风箱;92、集束热风
枪;93、高频电磁加热线圈。
具体实施方式
21.为使本实用新型要解决的技术问题、技术方案和优点更加清楚,下面将结合附图及具体实施例进行详细描述。
22.如附图1至附图5,本实用新型的实施例提供一种具有自动式模具夹板的折弯机,包括折弯平台1,折弯平台1的底面固定安装有底部支撑架2,折弯平台1的中部镶嵌安装有高碳钢板3,高碳钢板3的底面通过底部支撑架2固定安装有电磁定位器4,高碳钢板3的顶面通过电磁定位器4活动安装有折弯模具5,折弯模具5的左右两侧面均设有液压杆6,折弯平台1顶面的前后两侧边均固定安装有呈平行设置的滑动支撑架7,折弯模具5的正上方通过两个滑动支撑架7活动安装有定位滑动座8,定位滑动座8的底面固定安装有悬置于折弯模具5正上方的电热器9,定位滑动座8的顶面固定安装有与电热器9为固定连接的鼓风机组10。
23.如附图2、附图3和附图4,折弯模具5包括承压凹模51和挤压凸模52,承压凹模51的顶面开设有折弯凹槽53,挤压凸模52右侧面的顶部一体形成有与折弯凹槽53相适配的触压凸块54,承压凹模51通过折弯凹槽53、触压凸块54与挤压凸模52为活动连接;电磁定位器4包括定位器外壳41,定位器外壳41的内腔固定安装有若干个等距分布的电磁铁42,若干个电磁铁42均并联式电性连接于同一控制端,承压凹模51和挤压凸模52均为高碳钢质构件,承压凹模51和挤压凸模52均通过定位器外壳41内部的若干个挤压凸模52可拆卸安装于高碳钢板3的顶面;液压杆6的数量为四个,四个液压杆6等量分为两组,其中一组液压杆6分设于承压凹模51右侧面的两侧,另一组液压杆6分设于挤压凸模52左侧面的两侧;滑动支撑架7包括支撑横梁71,支撑横梁71底面的左右两侧均固定安装有与液压杆6为固定连接的支撑立柱72,四个液压杆6分别通过两个支撑横梁71底部的四个支撑立柱72水平安装于承压凹模51的右侧面和挤压凸模52的左侧面,且四个液压杆6分别与承压凹模51和挤压凸模52的侧面相触接。
24.具体的,触压凸块54配合折弯凹槽53让承压凹模51和挤压凸模52组合构成折弯模具5,在进行工件折弯作业时,把工件放置于折弯凹槽53内部,然后利用折弯凹槽53内腔的若干个等距分布的电磁铁42同步通电产生的强磁力,把工件牢牢吸合固定于折弯凹槽53内部,避免了液压杆6带动承压凹模51和挤压凸模52相向移动,让工件承受触压凸块54的挤压力时,工件受力脱离折弯模具5,无法完成折完作业的问题,同时通过若干个电磁铁42通电产生的强磁力代替螺栓结构把承压凹模51和挤压凸模52可拆卸安装于高碳钢板3的顶面,使得承压凹模51和挤压凸模52既可以相向移动进行折弯作业,也方便了折弯模具5的拆装更换,提高了装置的实用性。
25.如附图4和附图5,支撑横梁71的顶面开设有限位滑槽73,定位滑动座8通过两个支撑横梁71顶面开设的限位滑槽73活动安装于折弯模具5的正上方;定位滑动座8包括滑动底座81,滑动底座81的中部开设有通风接口82,滑动底座81底面的四个拐角处均固定安装有与限位滑槽73为滑动连接的定向滑轮83;电热器9包括隔热通风箱91,隔热通风箱91的底端口固定安装有悬置于折弯模具5正上方的集束热风枪92,隔热通风箱91的内部固定安装有高频电磁加热线圈93,隔热通风箱91的顶端口通过通风接口82与鼓风机组10的出风口相连
通。
26.具体的,滑动底座81配合其底部的四个定向滑轮83以及两个支撑横梁71顶面开设的限位滑槽73,把电热器9与鼓风机组10活动安装于折弯模具5的正上方,在折弯机工作过程中,利用滑动底座81配合其底部的四个定向滑轮83以及两个支撑横梁71顶面开设的限位滑槽73把电热器9与鼓风机组10移动至工件的正上方,再利用鼓风机组10配合通风接口82把外部空气加压输送至隔热通风箱91内部,然后利用高频电磁加热线圈93加热气流形成高温气流,最后利用集束热风枪92把高温气流集束导向工件的折弯处进行加热工作,使其受热软化,从而方便了工件的折弯定型,提高了工件的折弯效率。
27.本实用新型的工作过程如下:
28.触压凸块54配合折弯凹槽53让承压凹模51和挤压凸模52组合构成折弯模具5,在进行工件折弯作业时,把工件放置于折弯凹槽53内部,然后利用折弯凹槽53内腔的若干个等距分布的电磁铁42同步通电产生的强磁力,把工件牢牢吸合固定于折弯凹槽53内部,避免了液压杆6带动承压凹模51和挤压凸模52相向移动,让工件承受触压凸块54的挤压力时,工件受力脱离折弯模具5,无法完成折完作业的问题,同时通过若干个电磁铁42通电产生的强磁力代替螺栓结构把承压凹模51和挤压凸模52可拆卸安装于高碳钢板3的顶面,使得承压凹模51和挤压凸模52既可以相向移动进行折弯作业,也方便了折弯模具5的拆装更换,提高了装置的实用性;
29.滑动底座81配合其底部的四个定向滑轮83以及两个支撑横梁71顶面开设的限位滑槽73,把电热器9与鼓风机组10活动安装于折弯模具5的正上方,在折弯机工作过程中,利用滑动底座81配合其底部的四个定向滑轮83以及两个支撑横梁71顶面开设的限位滑槽73把电热器9与鼓风机组10移动至工件的正上方,再利用鼓风机组10配合通风接口82把外部空气加压输送至隔热通风箱91内部,然后利用高频电磁加热线圈93加热气流形成高温气流,最后利用集束热风枪92把高温气流集束导向工件的折弯处进行加热工作,使其受热软化,从而方便了工件的折弯定型,提高了工件的折弯效率。
30.最后应说明的几点是:首先,在本技术的描述中,需要说明的是,除非另有规定和限定,术语“安装”、“相连”、“连接”应做广义理解,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变,则相对位置关系可能发生改变;
31.其次:本实用新型公开实施例附图中,只涉及到与本公开实施例涉及到的结构,其他结构可参考通常设计,在不冲突情况下,本实用新型同一实施例及不同实施例可以相互组合;
32.最后:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。