1.本发明涉及轮辋生产加工设备技术领域,特别涉及一种自动化的轮辋卷圆机。
背景技术:
2.轮辋,俗称轮毂,是固定轮胎及连接轮胎与车轴的中间部件;生产步骤一般包括卷圆、焊接、刨渣、端切等,其中卷圆是第一道工序,采用卷圆机或者卷板机来完成。现有的卷圆机自动化程度较低,往往都不能实现自动的上料和卸料,在机器运转的过程中通过人工上料卸料存在一定的危险性;而且现有的卷圆机功能也比较单一,卷好的轮辋毛坯需要经过其他的机器对边缘进行压平后在进行焊接操作,设备多、投资大,操作也不够方便。
技术实现要素:
3.本发明为了弥补现有技术的不足,提供了一种自动化的轮辋卷圆机。
4.本发明是通过如下技术方案实现的:一种自动化的轮辋卷圆机,包括卷圆机本体,所述卷圆机本体包括底座,所述底座的前端安装有卷圆组件、后端安装有驱动组件,所述卷圆组件包括支架,在支架的右端安装有进料辊组、左端安装有卷圆辊组,所述进料辊组和卷圆辊组通过链条传动,所述支架的顶部与卷圆辊组对应的位置固定安装防护罩;所述驱动组件和支架顶部分别安装第一支架和第二支架述所述第一支架和第二支架之间固定有输出端安装卸料件的推拉油缸;所述卸料件还安装有导向杆,所述导向杆与所述第二安装架上的导向孔滑动配合;还包括安装在所述卷圆机本体左侧的上料辊道;所述上料辊道安装有若干上料辊,所述上料辊道的右端安装有上料气缸;所述上料辊道还安装有滑轨,所述滑轨的滑槽内安装有滑块;所述滑块的一端安装有限位辊,另一端螺接有竖直的螺栓,所述垫片套在螺栓上安装有垫片。
5.所述驱动组件2包括电机2.2驱动的三输出齿轮箱,所述三输出齿轮箱通过万向节驱动所述卷圆辊组。
6.所述卸料件还安装有导向杆,所述导向杆与所述第二安装架上的导向孔滑动配合。
7.所述推拉油缸上,自后向前安装有第一传感器和第二传感器,所述导向杆上安装有第一触发件。
8.所述支架前端固定安装连接板,所述在连接板的上部的左右两侧均固定安装有上固定座;所述在连接板的下部固定安装有下固定座,所述下固定座的底部竖直安装有四个顶升油缸;所述四个顶升油缸两两一组分别位于所述连接板3.10的两侧;所述四个顶升油缸的输出端分别与对应的挤压块固定连接。
9.所述下固定座竖直安装有行程开关组;所述挤压块上安装有与行程开关组相对应的第二触发件。
10.所述防护罩的左侧固定安装有固定梁,所述固定梁顶部安装有两个与调剂杆转动配合的安装座;所述调剂杆安装有两个第一角齿轮;所述固定梁安装有丝杠副,所述丝杠副
的螺母转动安装在固定梁上,所述螺母的顶部安装有与第一角齿轮啮合的第二角齿轮;所述丝杠副的丝杆的底端与活动梁固定连接,所述活动梁的底部安装有导辊。
11.所述防护罩上装有与活动梁滑动配合滑轨。
12.所述上固定座的底部固定安装有上垫块,所述挤压块的顶部固定安装有与上垫块相对应的下垫块。
13.本发明具有一下有益效果:本发明安装有进料辊道和卸料组件,只需要将钢板放置在进料辊道便可以自动完成上料和卷圆,自动化程度高,降低了劳动强度,也避免了人工操作存在的安全隐患;安装有压平装置,卷好的轮辋毛坯可以直接进行压平,不在需要专门的压平设备,节约成本,也提供了卷圆机的实用性。
附图说明
14.下面结合附图对本发明作进一步的说明。
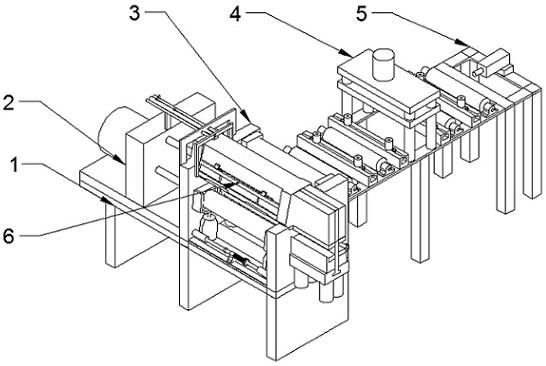
15.附图1为本发明的结构示意图。
16.附图2为进料辊道的结构示意图。
17.附图3为附图2中a处的局部结构示意图。
18.附图4为卷圆机本体的结构示意图。
19.附图5为附图4中b处的局部结构示意图。
20.附图6为卷圆机本体侧视示意图。
21.附图7为附图6中c处的局部结构示意图。
22.附图8为卷圆机本体的内部结构示意图。
23.附图9为直径调节组件的结构示意图。
24.附图10为附图9中d处的局部结构示意图图中,1-底座,2-驱动组件,2.1-三输出齿轮箱,2.2-电机, 2.3-万向节,3-卷圆组件,3.1-推拉油缸,3.2-导向杆,3.3-第一安装架,3.4-第二安装架,3.5-卸料件,3.6-支撑轮,3.7-进料辊组,3.8-防护罩,3.9-上固定座,3.10-连接板,3.11-上垫块,3.12-下垫块,3.13-挤压块,3.14-下固定座,3.15-顶升油缸,3.16-卷圆辊组,3.18-上进料辊,3.19-下进料辊,,3.20
ꢀ-
上卷圆辊,3.21-第一下卷圆辊,3.22-第二下卷圆辊4-压花组件,4.1-导向柱,4.2-固定板,4.3-下压油缸,4.4-压花模具,5-上料辊道,5.1-上料辊,5. 2-上料气缸,5.3-限位辊,5.4-滑轨,5.5—螺栓,5.6-垫片,6-直径调节组件,6.1-安装座,6.2-固定梁,6.3-活动梁,6.4-丝杠副,6.5-导辊,6.6-调剂杆,6.7-第一角齿轮,6.8-第二角齿轮,7-第一传感器,8-第一触发件,9-第二传感器,10-行程开关组,10.1-安装板,10.2-第三传感器,10.3-第四传感器。
具体实施方式
25.以下仅为本发明的具体实施方式,但是本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可以轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。
26.本发明中所述的“左”、“右”、“内”、“外”等描述方向关系的词语仅为了实施例的描
述方便,不视为对本发明的限定。所述“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。所述固定连接方式包括但不限于焊接、螺接、卡接、过盈配合、一体成型等现有技术已知的连接方式;所述若干为一个以上。
27.附图1至附图10为本发明的一种具体实施例。该实施例提供了一种自动化的轮辋卷圆机,包括卷圆机本体和进料辊道5,进料辊道5安装在进料辊的左侧。
28.卷圆机本体的结如附图4所示,包括底座1,在底座1的前端安装有卷圆组件3、后端安装有驱动组件2。驱动组件包括由电机2.2驱动的三输出齿轮箱2.1,三输出齿轮箱2.1通过万向节2.3驱动卷圆组件。
29.卷圆组件包括支架,在支架的右端安装有包括上进料辊3.18和下进料辊3.19组成的的进料辊组3.7,上进料辊3.18和下进料辊3.19至少分别有一个且上下相对安装;支架的左端安装有卷圆辊组3.16,该卷圆辊组3.16包括呈品字形安装的三个卷圆辊,即第一下卷圆辊3.21、第二下卷圆辊3.22和上卷圆辊3.20。三输出齿轮箱2.1的三个输出端分别通过万向节2.3驱动三个卷圆辊,进料辊组3.7通过链条分别与卷圆辊组3.16连接。
30.在支架顶部与卷圆辊组3.16对应的位置固定安装防护罩3.8。在支架的前端安装有压平组件,该压平组件包括与支架固定连接且呈倒置的t形的连接板3.10,在连接板13的上部的左右两侧均固定安装有一件上固定座3.9,上固定座3.9的底部固定安装有上垫块3.11,该上垫块3.11优选通过螺栓可拆卸的安装在上固定座3.9的底部。在连接板3.10的下部安装有下固定座3.14,在下固定座3.14的底部竖直安装有四个顶升油缸3.15,这四个顶升油缸3.15两两一组分为左右两组,分别安装在下固定座3.17的底部的左右两侧,即这四个顶升油缸3.15两两一组分别位于连接板3.10的两侧。左右两组顶升油缸3.15的输出端穿过下固定座3.14分别与对应的挤压块3.13固定连接,挤压块3.13的顶部固定安装有与上垫块3.11相对应的下垫块3.12,该下垫块15优选通过螺栓可拆卸的安装在挤压块18的顶部。在下固定座3.14上竖直安装有行程开关组10,该行程开关组10包括与下固定座3.14固定连接的安装板10.1,以及自下而上安装在安装板10.1上的第三传感器10.2、第四传感器10.3,挤压块3.13上安装有与行程开关组10相对应的第二触发件。
31.如附图1和附图4所示,在卷圆机本体后端的顶部安装有卸料组件,具体地,在三输出齿轮箱2.1的顶部安装有第一安装架3.3,当然第一安装架3.3也可以直接安装在底座上,在支架的顶部安装有第二安装架3.4,第一安装架3.3和第二安装架3.4之间水平固定有输出端安装呈c形的卸料件3.5的推拉油缸3.1,该卸料件3.5套在防护罩3.8外,并安装余防护罩3.8滚动配合的支撑轮3.6。在卸料件3.8安装有两根导向杆3.2,这两根导向杆3.2分别位于推拉油缸3.1的左右两侧并与第二安装架3.4上的导向孔滑动配合。在推拉油缸3.1上、自后向前安装有第一传感器7和第二传感器9,导向杆3.2上安装有第一触发件8。上料辊道5上安装有若干个上料辊5.1,这若干个上料辊5.1沿着上料辊道5的长度方向阵列安装,在上料辊道5的右端安装有上料气缸5.2。
32.上料辊道5还安装有限位组件,包括滑轨5.4、滑块、限位辊5.3、垫片5.6、螺栓5.8;滑轨5.4固定安装在上料辊道5上,滑块滑动安装在滑轨5.4的滑槽内;滑块的一端安装有限位辊5.3,另一端螺接有竖直的螺栓5.8,垫片5.6套在该螺栓5.3上,通过旋转螺栓5.8将滑块压紧固定在滑轨5.4上,根据需要可以调节滑块的位置。每个滑轨5.4上安装有两件滑块。
33.上料辊道5还安装有压花组件4,压花组件4包括四根竖直的导向柱4.1,导向柱4.1
的顶部安装有固定板4.2,固定板4.2的顶部安装下压油缸4.3,该下压油缸4.3的输出端安装有模具压花模具4.4。压花模具15通过导向孔套在导向柱4.1上从而保证了运行的平稳。
34.在保护罩3.8的左侧安装有直径调节组件6,该直径调节组件6包括固定安装在保护罩3.8上的固定梁6.2,固定梁6.2顶部至少安装有两个与调剂杆6.6转动配合的安装座6.1。如附图9和附图10所示调剂杆6.6安装有两个第一角齿轮6.7,在固定梁6.2安装有两个丝杠副6.4,丝杠副6.4的螺母转动安装在固定梁6.2上,并且螺母的顶部安装有与第一角齿轮6.7啮合的第二角齿轮6.8,即固定梁6.2上设有通孔,安装有第二角齿轮6.8的螺母与该通孔转动配合。丝杠副6.4 的丝杆的底端与活动梁6.3固定连接,在活动梁6.3的底部安装有两个导辊6.5。保护罩3.8上与活动梁6.3两端相对应的位置安装有与活动梁6.3滑动配合的槽状的滑轨。
35.前述的电机2.2、推拉油缸3.1、顶升油缸3.15、下压油缸4.3、上料气缸5.2、第一传感器7、第二传感器9、行程开关组10均由控制器控制;第一传感器7、第二传感器9、行程开关组10均可选用接近开关、光电传感器等原件。
36.使用时,先将钢板放置在上料辊道5上,然后料气缸5.2推动钢板进入卷圆机本体中并被卷圆辊组卷成轮辋毛坯,此时轮辋毛坯恰好套在防护罩3.8外。然后推拉油缸3.1推动卸料件3.5将轮辋毛坯推送至压平组件上,这个过程中通过第一传感器7、第一触发件8、第二传感器9来控制推拉油缸3.1的行程。然后顶升油缸3.15启动进行压平,此过程中行程开关组10和第二触发件控制顶升油缸3.15的行程。需要时,可通过压花组件4在钢板上压花。需要调整轮辋毛坯的直径时,转动调剂杆6.6使活动梁6.3下降来增大直径,反之减小直径。