1.本实用新型属于自动装配设备技术,尤其是涉及一种电子血压计自动锁螺丝装置。
背景技术:
2.电子血压计是利用现代电子技术与血压间接测量原理进行血压测量的医疗设备。目前,电子血压计在装配过程中,其内部的按键板、电路板和液晶屏等器件都需要通过螺丝进行组装,然而现有的上述内部器件均采用人工进行组装,存在组装效率低、人力成本高和不良品率高的缺点。
技术实现要素:
3.本实用新型的目的在于提供一种电子血压计自动锁螺丝装置,以解决现有技术中电子血压计内部器件采用人工组装存在组装效率低、人力成本高和不良品率高的问题。
4.为达此目的,本实用新型采用以下技术方案:
5.一种电子血压计自动锁螺丝装置,其包括机架以及设置于机架上的上料机构、产品载具、载具循环输送线、若干个锁螺丝机构、下料机构和空载具回流线,其中,
6.所述产品载具上设置有用于对产品进行固定的压紧机构,
7.所述上料机构包括上料输送线、第一升降机构和载具移栽机构,所述第一升降机构能升降地设置于所述上料输送线的出料端,其包括升降平台和第一升降驱动模组,所述载具移栽机构包括第二升降机构、第一横移机构和第一载具夹爪,所述第二升降机构连接于所述第一横移机构上,所述第一载具夹手安装于所述第二升降机构上,
8.所述载具循环输送线包括输送装置、上料工位、若干个锁螺丝工位、压紧解锁工位和下料工位,所述机架上于每个锁螺丝工位的一侧均设置有用于锁螺丝时对产品载具进行定位的定位机构,所述若干个锁螺丝机构对应所述若干个锁螺丝工位设置,所述压紧解锁工位的一侧设置有用于将解除所述压紧机构对产品固定的压紧解锁机构,
9.所述下料机构设置于所述下料工位处,包括下料机器人和用于将产品和产品载具分别放置于空载具回流线和出料口的下料夹爪,所述下料夹爪安装于所述下料机器人的驱动端,
10.工作时,人工先将产品压紧固定于产品载具上,然后放置于上料输送线上,所述升降平台将产品载具输送至取料位置,第一载具夹爪抓取产品载具后通过第二升降机构和第一横移机构将产品载具移栽到上料工位上,所述输送装置自动输送产品载具自上料工位依次经过若干个锁螺丝工位、压紧解锁工位和下料工位,产品载具流转过程中所述若干个锁螺丝机构对产品进行自动锁螺丝,所述压紧解锁机构自动解除压紧机构对产品固定,所述下料机构通过下料夹爪将产品载具放置于空载具回流线上并将该载具的产品放置于出料口。
11.作为本方案的进一步改进,所述载具循环输送线上于所述压紧解锁工位和下料工
位之间设置有检测工位,所述检测工位上设置有用于检测产品是否漏锁螺丝的检测装置。
12.作为本方案的进一步改进,所述产品载具包括载具本体,所述载具本体的相对的两个外侧壁上对应开设有两个外凹槽,且所述载具本体的中部设置有用于对产品进行定位的型腔,所述型腔的相对的两个内侧壁上对应开设有两个内凹槽。
13.作为本方案的进一步改进,所述压紧机构包括压板和翻转限位座,所述翻转限位座固定于所述载具本体上,所述压板通过铰接轴铰接于所述翻转限位座上且能选择地处于水平状态和竖直状态,处于所述水平状态时对产品载具上的产品进行固定,处于所述竖直状态时解除对产品载具上的产品进行固定。
14.作为本方案的进一步改进,所述第一横移机构包括移栽框架,所述移栽框架上固定有横移驱动模组,所述横移驱动模组上能横向移动地装配有横移连接板,所述第二升降机构包括升降地安装于所述横移连接板上的升降板,所述升降板连接有升降驱动气缸,且所述升降板上固定有向外侧延伸的悬臂,所述第一载具夹爪包括安装板、四个夹手、传动组件和第一夹持驱动气缸,所述安装板固定于所述升降板的一侧且位于所述悬臂的下方,且所述安装板的四角均开设有沿开设外凹槽的两个外侧壁方向延伸的长条形的通孔,所述四个夹手的底端穿过所述通孔设置,顶端通过传动组件连接第一夹持驱动气缸,所述第一夹持驱动气缸竖直安装于所述悬臂的端部且驱动杆朝下设置,所述第一夹持驱动气缸通过传动组件驱动四个夹手的底端进入所述外凹槽内实现对产品载具的夹取。
15.作为本方案的进一步改进,所述传动组件包括两个驱动板、第一连接块、第二连接块和导向部件,位于同侧的两个夹手的顶端连接有第一连接块,所述第一连接块上设置有铰接轴,且所述第一连接块与所述安装板之间设置有导向部件,所述两个驱动板的一端铰接于对应的第一连接块上,另一端同轴铰接于第二连接块上,所述第一夹持驱动气缸的驱动杆连接于所述第二连接块上。
16.作为本方案的进一步改进,所述若干个锁螺丝工位、压紧解锁工位和检测工位位于所述载具循环输送线的同侧,所述载具循环输送线的两端分别设置有用于将产品载具从上料工位输送到锁螺丝工位的第二横移机构和用于将产品载具从检测工位输送到下料工位的第三横移机构,所述若干个锁螺丝机构位于载具循环输送线的外侧,均包括锁螺丝机器人、螺丝自动供料机构和锁螺丝电批,所述锁螺丝机器人驱动锁螺丝电批动作,所述螺丝自动供料机构自动输送螺丝至锁螺丝电批。
17.作为本方案的进一步改进,所述压紧解锁机构设置于所述载具循环输送线的内侧,其包括立柱,所述立柱的顶部固定有固定板,所述固定板的外侧通过直线导轨能横向移动地设置有第一移动板,所述第一移动板上通过直线导轨能上下移动地设置有至少一块第二移动板,所述第二移动板的底部固定有朝下延伸的解锁钩板,所述第一移动板和第二移动板均连接有驱动气缸,驱动气缸驱动第一移动板和第二移动板沿上下和横向配合动作,进而带动解锁钩板钩住压板并带动压板向上翻转进行解锁。
18.作为本方案的进一步改进,所述下料机器人采用四轴机器人,所述下料夹爪包括安装板,所述四轴机器人的驱动端连接于所述安装板上,所述安装板的四角均开设有长条形的外通孔,所述外通孔内均穿设有外夹爪,位于同侧的两个外夹爪的顶端均连接于第一活动座上,所述第一活动座通过直线导轨安装于安装板上,两个驱动气缸驱动两个第一活动座靠近进而带动四个外夹爪的底端伸入产品载具的外凹槽内对产品载具进行夹持,且所
述安装板上于所述四个外夹爪所围区域的内侧开设有长条形的四个内通孔,所述内通孔内均穿设有内夹爪,位于同侧的两个内夹爪的顶端均连接于第二活动座上,所述第二活动座通过直线导轨安装于安装板上,两个驱动气缸驱动两个第二活动座靠近进而带动四个内夹爪的底端伸入产品载具的内凹槽对产品进行夹持。
19.作为本方案的进一步改进,所述机架上于所述载具循环输送线的上方安装有若干个用于对产品载具在输送过程中进行定位的ccd视觉定位装置。
20.本实用新型的有益效果为,与现有技术相比所述电子血压计自动锁螺丝装置具有以下优点:
21.1)结构紧凑、设计巧妙;
22.2)能够实现对电子血压计的内部器件进行自动锁螺丝,自动化程度高,大大提高了工作效率,节省人力,降低组装成本;
23.3)设有视觉定位和漏锁螺丝的检测装置,能够保证了产品的组装质量。
附图说明
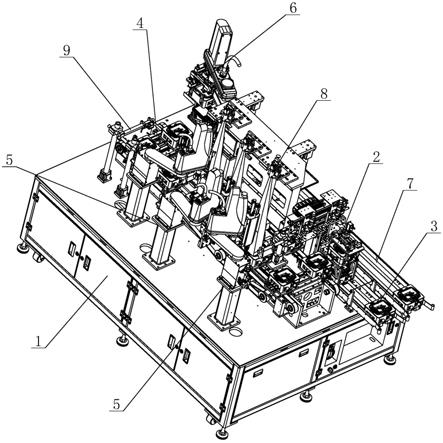
24.图1是本实用新型具体实施方式提供的电子血压计自动锁螺丝装置的立体结构示意图;
25.图2是本实用新型具体实施方式提供的电子血压计自动锁螺丝装置的俯视图;
26.图3是本实用新型具体实施方式提供的电子血压计自动锁螺丝装置的上料机构的立体结构示意图;
27.图4是本实用新型具体实施方式提供的电子血压计自动锁螺丝装置的载具循环输送线的立体结构示意图;
28.图5是本实用新型具体实施方式提供的电子血压计自动锁螺丝装置的产品载具的立体结构示意图;
29.图6是图4中a处的局部放大图;
30.图7是本实用新型具体实施方式提供的电子血压计自动锁螺丝装置的下料机构的立体结构示意图;
31.图8是图7中b处的局部放大图。
具体实施方式
32.下面结合附图并通过具体实施方式来进一步说明本实用新型的技术方案。
33.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的较佳实施例。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本实用新型的公开内容理解的更加透彻全面。需要说明的是,当部件被称为“固定于”另一个部件,它可以直接在另一个部件上或者也可以存在居中的部件。当一个部件被认为是“连接”另一个部件,它可以是直接连接到另一个部件或者可能同时存在居中部件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描
述具体的实施例的目的,不是旨在于限制本实用新型。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
34.请参阅图1至图8所示,本实施例中,一种电子血压计自动锁螺丝装置包括机架1以及设置于机架1上的上料机构2、产品载具3、载具循环输送线4、若干个锁螺丝机构5、下料机构6和空载具回流线7,产品载具3包括载具本体30,载具本体30的相对的两个外侧壁上对应开设有两个外凹槽31,且载具本体30的中部设置有用于对产品进行定位的型腔32,型腔32的相对的两个内侧壁上对应开设有两个内凹槽33,载具本体30上设置有用于对产品进行压紧固定的压紧机构,压紧机构包括压板34和翻转限位座35,翻转限位座35固定于载具本体30上,压板34通过铰接轴铰接于翻转限位座35上且能选择地处于水平状态和竖直状态,压板34处于水平状态时对载具本体30上的产品进行固定,压板34处于竖直状态时解除对载具本体30上的产品固定。
35.上料机构2包括上料输送线20、第一升降机构和载具移栽机构21,第一升降机构能升降地设置于上料输送线20的出料端,其包括升降平台22和第一升降驱动模组23,载具移栽机构21包括移栽框架210,移栽框架210上固定有横移驱动模组211,横移驱动模组211上能横向移动地装配有横移连接板212,横移连接板212上能升降地安装有升降板213,升降板213连接有升降驱动气缸214,且升降板213上固定有向外侧延伸的悬臂214,悬臂214的外端部竖直安装有第一夹持驱动气缸215,第一夹持驱动气缸215的驱动杆朝下设置且连接有上料载具夹爪包括第一安装板216,第一安装板216固定于升降板213的一侧且位于悬臂214的下方,第一安装板216的四角均开设有沿开设外凹槽31的两个外侧壁方向延伸的长条形的通孔,四个上料夹手217的底端穿过通孔设置,顶端通过传动组件连接第一夹持驱动气缸215,传动组件包括两个驱动板218、第一连接块219、第二连接块220和直线导轨,位于同侧的两个上料夹手217的顶端连接有第一连接块219,第一连接块219上设置有铰接轴,且第一连接块219与第一安装板216之间设置有直线导轨,两个驱动板218的一端铰接于对应的第一连接块219上,另一端同轴铰接于第二连接块220上,第一夹持驱动气缸215的驱动杆连接于第二连接块220上。
36.载具循环输送线4采用环形结构,其包括采用伺服电机和同步带驱动的输送装置,载具循环输送线4上分别设置有上料工位4a、若干个锁螺丝工位4b、压紧解锁工位4c、检测工位4d和下料工位4e,上料工位4a和下料工位4e设置于载具循环输送线4的一侧两端,若干个锁螺丝工位4b、压紧解锁工位4c和检测工位4d均设置于载具循环输送线4的另一侧,机架1上于每个锁螺丝工位4b的一侧均设置有用于锁螺丝时对产品载具3进行定位的定位机构40,定位机构40由驱动气缸和定位板组成,载具循环输送线4的两端分别设置有用于将产品载具3从上料工位4a输送到锁螺丝工位4b的第二横移机构41和用于将产品载具从检测工位4d输送到下料工位4e的第三横移机构42,每个锁螺丝工位4b上配套一个位于载具循环输送线4外侧的锁螺丝机构5,锁螺丝机构5包括锁螺丝机器人43、螺丝自动供料机构和锁螺丝电批,锁螺丝机器人43驱动锁螺丝电批动作,螺丝自动供料机构自动输送螺丝至锁螺丝电批。载具循环输送线4内对应压紧解锁工位设置有压紧解锁机构44,压紧解锁机构44包括立柱440,立柱440的顶部固定有固定板441,固定板441的外侧通过直线导轨能横向移动地设置有第一移动板442,第一移动板442上通过直线导轨能上下移动地间隔设置有两块第二移动板443,第二移动板443的底部固定有朝下延伸的解锁钩板444,第一移动板442和第二移动
板443均连接有驱动气缸,驱动气缸驱动第一移动板442和第二移动板443沿上下和左右配合动作,进而带动解锁钩板444钩住压板34并带动压板34向上翻转进行解锁。机架1上于载具循环输送线4的上方安装有若干个用于对产品载具3在输送过程中进行定位的ccd视觉定位装置8。检测工位4d上设置有用于检测产品是否漏锁螺丝的检测装置9。
37.下料机构6设置于下料工位处,包括下料机器人60和用于将产品和产品载具分别放置于空载具回流线7和出料口的下料夹爪61,下料夹爪61安装于下料机器人60的驱动端,下料机器人60采用四轴机器人,下料夹爪61包括第二安装板610,四轴机器人的驱动端连接于第二安装板610上,第二安装板610的四角均开设有长条形的外通孔,外通孔内均穿设有外夹爪611,位于同侧的两个外夹爪611的顶端均连接于第一活动座612上,第一活动座612通过直线导轨安装于第二安装板610上,两个驱动气缸驱动两个第一活动座610靠近进而带动四个外夹爪611的底端伸入产品载具3的外凹槽31内对产品载具3进行夹持,且第二安装板610上于四个外夹爪611所围区域的内侧开设有长条形的四个内通孔,内通孔内均穿设有内夹爪613,位于同侧的两个内夹爪613的顶端均连接于第二活动座614上,第二活动座614通过直线导轨安装于第二安装板610上,两个驱动气缸驱动两个第二活动座614靠近进而带动四个内夹爪613的底端伸入产品载具3的内凹槽33对产品进行夹持。
38.工作时,人工先将产品压紧固定于产品载具3上,然后放置于上料输送线20上,升降平台22将产品载具3输送至取料位置,第一夹持驱动气缸215驱动四个上料夹手217通过抓取产品载具3后将产品载具3移栽到上料工位4a上,产品载具3通过第二横移机构41从上料工位输送到锁螺丝工位4b,输送装置自动输送产品载具3自上料工位4a依次经过各个锁螺丝工位4b,通过每个工位上的锁螺丝机构分布将内部器件固定于壳体内,且每个工位上均通过ccd视觉定位装置8和定位机构40对产品载具3进行定位,当产品载具3被输送至压紧解锁工位4c时,压紧解锁机构44自动解除压板34对产品固定,经检测装置9检测后通过第三横移机构42移动至下料工位4e,下料机构6通过下料夹爪61将产品载具3抓取,然后通过外夹爪611和内夹爪613的分步打开,实现将产品载具3放置于空载具回流线7上,将该载具上的产品放置于出料口。
39.以上实施例只是阐述了本实用新型的基本原理和特性,本实用新型不受上述事例限制,在不脱离本实用新型精神和范围的前提下,本实用新型还有各种变化和改变,这些变化和改变都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。