1.本技术属于冷轧轧钢技术领域,具体涉及一种双机架平整机中带钢张力的控制方法及装置。
背景技术:
2.今年来,随着平整轧制技术的发展。双机架配置已经作为一条重要的机型配置形式应用于平整工业,并取得良好的应用效果。一般双机架平整机有着双重任务,一是主要用于平整模式,二是承担生产薄规格的二次冷轧产品。一般二次冷轧材规格较薄,规格在0.2mm以下。当高速生产二次冷轧材时,细微的张力变化都有可能导致带钢断裂。现有技术只能采取限制轧制速度的方法、牺牲轧机生产薄规格二次冷轧材的产能,严重影响冷轧轧钢产业的经济效益。
3.为了解决上述技术问题,本领域技术人员急需一种有效控制双机架平整机中带钢张力的方法,在不限制轧制速度的前提下保持带钢张力的稳定。
技术实现要素:
4.本技术的目的在于提供一种双机架平整机中带钢张力的控制方法,及一种双机架平整机中带钢张力的控制装置,可以有效控制轧制过程中带钢张力,在不限制轧制速度的前提下保持带钢张力的稳定,从而提高轧机生产薄规格二次冷轧材的产能。
5.具体技术方案如下:
6.根据本技术的一个方面,提供了一种双机架平整机中带钢张力的控制方法,所述双机架平整机包括入口张力辊和平整轧制辊,所述方法包括:
7.获取所述双机架平整机中的带钢传送速度;
8.在所述带钢传送速度低于或等于预定阈值时,通过控制所述入口张力辊的速度值控制所述双机架平整机中的带钢张力;
9.在所述带钢传送速度高于所述预定阈值时,通过控制所述平整轧制辊的压力值控制所述双机架平整机中的带钢张力。
10.在本技术的一些实施例中,所述在所述带钢传送速度低于或等于预定阈值时,通过控制所述入口张力辊的速度值控制所述双机架平整机中的带钢张力,包括:
11.在所述带钢传送速度低于或等于预定阈值时,获取所述带钢的第一张力变化值;
12.基于所述第一张力变化值,确定针对所述入口张力辊的速度修正量;
13.通过所述速度修正量控制调整所述入口张力辊的速度值,以控制所述双机架平整机中的带钢张力。
14.在本技术的一些实施例中,基于所述第一张力变化值,确定针对所述入口张力辊的速度修正量,包括:通过以下公式计算所述入口张力辊的速度修正量:
15.16.其中,δv表示入口张力辊的速度修正量;k
p
表示延伸率控制系统增益系数;δt1表示第一张力变化值;t表示积分时间常量;t表示带钢张力的采样周期。
17.在本技术的一些实施例中,所述在所述带钢传送速度高于所述预定阈值时,通过控制所述平整轧制辊的压力值控制所述双机架平整机中的带钢张力,包括:
18.在所述带钢传送速度高于所述预定阈值时,获取所述带钢的第二张力变化值;
19.基于所述第二张力变化值,确定针对所述平整轧制辊的压力修正量;
20.通过所述压力修正量控制调整所述平整轧制辊的压力值,以控制所述双机架平整机中的带钢张力。
21.在本技术的一些实施例中,基于所述第二张力变化值,确定针对所述平整轧制辊的压力修正量,包括:通过以下公式计算所述平整轧制辊的压力修正量:
[0022][0023]
其中,δf表示平整轧制辊的压力修正量;k
p
表示延伸率控制系统增益系数;δt2表示第二张力变化值;t表示积分时间常量;t表示带钢张力的采样周期。
[0024]
根据本技术的一个方面,提供了一种双机架平整机中带钢张力的控制装置,所述双机架平整机包括入口张力辊和平整轧制辊,所述装置包括:
[0025]
获取单元,被用于获取所述双机架平整机中的带钢传送速度;
[0026]
第一控制单元,被用于在所述带钢传送速度低于或等于预定阈值时,通过控制所述入口张力辊的速度值控制所述双机架平整机中的带钢张力;
[0027]
第二控制单元,被用于在所述带钢传送速度高于所述预定阈值时,通过控制所述平整轧制辊的压力值控制所述双机架平整机中的带钢张力。
[0028]
在本技术的一些实施例中,所述第一控制单元配置为:在所述带钢传送速度低于或等于预定阈值时,获取所述带钢的第一张力变化值;基于所述第一张力变化值,确定针对所述入口张力辊的速度修正量;通过所述速度修正量控制调整所述入口张力辊的速度值,以控制所述双机架平整机中的带钢张力。
[0029]
在本技术的一些实施例中,所述第一控制单元配置为:通过以下公式计算所述入口张力辊的速度修正量:
[0030][0031]
其中,δv表示入口张力辊的速度修正量;k
p
表示延伸率控制系统增益系数;δt1表示第一张力变化值;t表示积分时间常量;t表示带钢张力的采样周期。
[0032]
在本技术的一些实施例中,所述第二控制单元配置为:在所述带钢传送速度高于所述预定阈值时,获取所述带钢的第二张力变化值;基于所述第二张力变化值,确定针对所述平整轧制辊的压力修正量;通过所述压力修正量控制调整所述平整轧制辊的压力值,以控制所述双机架平整机中的带钢张力。
[0033]
在本技术的一些实施例中,所述第二控制单元配置为:通过以下公式计算所述平整轧制辊的压力修正量:
[0034]
[0035]
其中,δf表示平整轧制辊的压力修正量;k
p
表示延伸率控制系统增益系数;δt2表示第二张力变化值;t表示积分时间常量;t表示带钢张力的采样周期。
[0036]
由上述技术方案可知,本技术至少有以下优点和进步效果:
[0037]
本技术针对带钢速度的高低,通过采用不同的控制模式,即在带钢处于低速时,通过控制带钢在入口速度来调整带钢张力,在带钢处于高速时,通过控制对带钢的轧制压力来调整带钢张力,使得能够保证双机架平整机生产薄规格带钢时张力保持,避免张力波动造成断带事故影响产线的稳定运行,提高平整机的轧制稳定性和轧制速度。
[0038]
根据本技术提供的技术方案,可以自动稳定双机架平整机带钢张力,免除人工调整,避免人工调整可能出现的错误,自动根据带钢速度快速响应,降低人力成本,提高经济效益。
附图说明
[0039]
此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本技术的实施例,并与说明书一起用于解释本技术的原理。显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。在附图中:
[0040]
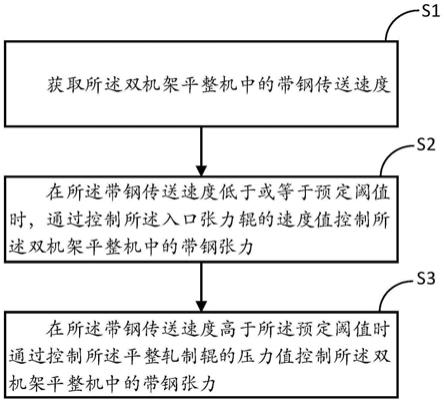
图1示出了本技术一个实施例中的双机架平整机中带钢张力的控制方法简图;
[0041]
图2示出了本技术一个实施例中的带钢传送速度低于或等于预定阈值的控制方法简图;
[0042]
图3示出了了本技术一个实施例中的带钢传送速度大于预定阈值的控制方法简图;
[0043]
图4示出了本技术一个实施例中的带钢原料厚度波动简图;
[0044]
图5示出了本技术一个实施例中的带钢张力波动简图;
[0045]
图6示出了本技术一个实施例中当入口张力辊速度≤60m/min的控制方法简图;
[0046]
图7示出了本技术一个实施例中当入口张力辊速度>60m/min的控制方法简图;
[0047]
图8示出了本技术一个实施例中经过控制的带钢原料厚度波动简图;
[0048]
图9示出了本技术一个实施例中经过控制的带钢张力波动简图。
具体实施方式
[0049]
体现本技术特征与优点的典型实施方式将在以下的说明中详细叙述。应理解的是本技术能够在不同的实施方式上具有各种的变化,其皆不脱离本技术的范围,且其中的说明及图示在本质上是当作说明之用,而非用以限制本技术。
[0050]
此外,所描述的特征、结构或特性可以以任何合适的方式结合在一个或更多实施例中。在下面的描述中,提供许多具体细节从而给出对本技术的实施例的充分理解。然而,本领域技术人员将意识到,可以实践本技术的技术方案而没有特定细节中的一个或更多,或者可以采用其它的方法、组元、装置、步骤等。在其它情况下,不详细示出或描述公知方法、装置、实现或者操作以避免模糊本技术的各方面。
[0051]
附图中所示的流程图仅是示例性说明,不是必须包括所有的内容和操作/步骤,也不是必须按所描述的顺序执行。例如,有的操作/步骤还可以分解,而有的操作/步骤可以合
并或部分合并,因此实际执行的顺序有可能根据实际情况改变。
[0052]
需要注意的是,本技术的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的对象在适当情况下可以互换,以便这里描述的本技术的实施例能够以除了在图示或描述的那些以外的顺序实施。
[0053]
根据本技术的一个方面,提供了一种双机架平整机中带钢张力的控制方法。接下来将结合附图以及具体实施例对本技术进行详细说明,以便本领域技术人员可以更好地理解本技术提供的技术方案。
[0054]
参阅图1,图1示出了本技术一个实施例中的双机架平整机中带钢张力的控制方法简图。实际生产使用的双机架平整机包括入口张力辊和平整轧制辊,控制方法包括步骤s1-s3:
[0055]
步骤s1:获取所述双机架平整机中的带钢传送速度。
[0056]
步骤s2:在所述带钢传送速度低于或等于预定阈值时,通过控制所述入口张力辊的速度值控制所述双机架平整机中的带钢张力。
[0057]
步骤s3:在所述带钢传送速度高于所述预定阈值时,通过控制所述平整轧制辊的压力值控制所述双机架平整机中的带钢张力。
[0058]
具体的,实际使用中能够根据带钢传送速度的高低,使用不同的控制方式。例如,在实际生产中将带钢传送速度预定阈值设定为a,当带钢传送速度≤a时,通过控制入口张力辊的速度值,保证带钢稳定传送,从而控制带钢的张力相对稳定;当带钢传送速度>a时,控制进入步骤s3,通过控制平整轧制辊的压力值,保证带钢稳定传送,从而控制带钢的张力相对稳定。
[0059]
参阅图2,在步骤s2的一个实施例中,在所述带钢传送速度低于或等于预定阈值时,通过控制所述入口张力辊的速度值控制所述双机架平整机中的带钢张力,步骤s2可以包括步骤s201-s203:
[0060]
s201:在所述带钢传送速度低于或等于预定阈值时,获取所述带钢的第一张力变化值。
[0061]
s202:基于所述第一张力变化值,确定针对所述入口张力辊的速度修正量。
[0062]
s203:通过所述速度修正量控制调整所述入口张力辊的速度值,以控制所述双机架平整机中的带钢张力。
[0063]
在步骤s201中,具体的,在实际生产中,可以基于双机架平整机上的入口张力计测出的实时张力值和设定工作张力获取第一张力变化值。例如,设定工作张力为a,入口张力计测的实时张力值为b,所述第一张力变化值即为:b-a。
[0064]
在步骤s202-s203中,基于上述获取的第一张力变化值,可以通过内部运算出入口张力辊的速度修正量。根据入口张力辊的速度修正量调整入口张力辊的速度,使得入口张力辊和平整轧制辊之间仍旧保持一定的速度差,从而保证带钢内部张力的稳定。
[0065]
在步骤s202的一个实施例中,基于所述第一张力变化值,确定针对所述入口张力辊的速度修正量,可以通过以下公式计算所述入口张力辊的速度修正量:
[0066]
[0067]
其中,δv表示入口张力辊的速度修正量;k
p
表示延伸率控制系统增益系数;δt1表示第一张力变化值;t表示积分时间常量;t表示带钢张力的采样周期。
[0068]
参阅图3,在步骤s3的一个实施例中,所述在所述带钢传送速度高于所述预定阈值时,通过控制所述平整轧制辊的压力值控制所述双机架平整机中的带钢张力,上述操作可以包括步骤s301-s303:
[0069]
s301:在所述带钢传送速度高于所述预定阈值时,获取所述带钢的第二张力变化值
[0070]
s302:基于所述第二张力变化值,确定针对所述平整轧制辊的压力修正量。
[0071]
s303:通过所述压力修正量控制调整所述平整轧制辊的压力值,以控制所述双机架平整机中的带钢张力。
[0072]
在步骤s301中,具体的,在实际生产中,可以基于双机架平整机上的入口张力计测出的实时张力值和设定工作张力获取第二张力变化值。例如,设定工作张力为a,入口张力计测的实时张力值为b,所述第一张力变化值即为:b-a。
[0073]
在步骤s202-s203中,基于上述获取的第二张力变化值,可以通过内部运算出平整轧制辊的压力修正量。根据平整轧制辊的压力修正量调整平整轧制辊下压的压力,以此调整经过平整轧制辊带钢的速度,使得入口张力辊和平整轧制辊之间仍旧保持一定的速度差,从而保证带钢内部张力的稳定。
[0074]
在步骤s202的一个实施例中,基于所述第二张力变化值,确定针对所述平整轧制辊的压力修正量,可以通过以下公式计算所述平整轧制辊的压力修正量:
[0075][0076]
其中,δf表示平整轧制辊的压力修正量;k
p
表示延伸率控制系统增益系数;δt2表示第二张力变化值;t表示积分时间常量;t表示带钢张力的采样周期。
[0077]
为了使本领域技术人员可以更好理解本技术,接下来将以一个完整详细的实施例进行说明。
[0078]
现有某厂1420双机架平整机,在生产薄规格二次冷轧材时,由于原料厚度波动4um,如图4所示,导致张力波动超50%以上,如图5所示。该问题经常造成平整机高速断带,仅能采取限制轧制速度的方法、牺牲轧机产能生产薄规格二次冷轧材。
[0079]
基于本技术的技术方案,从双机架平整机张力控制模型进行分析,控制在双机架平整机入口张力辊速度达到预定速度值前后进入不同的控制步骤,解决张力波动问题,提高平整机的轧制稳定性和轧制速度。
[0080]
当入口张力辊速度≤60m/min时,控制所述入口张力辊的速度值控制所述双机架平整机中的带钢张力。
[0081]
图6示出了上述控制步骤示意简图,当入口带钢有凸起,进入1号机架平整轧制辊时,会导致入口张力辊和平整轧制辊之间的带钢变的松弛,即入口张力会降低。入口张力计tm检测出张力与设定张力存在张力差δt。当入口实际张力与设定张力存在偏差时,通过调整入口张力辊速度保证入口张力稳定。可以通过以下公式计算出张力辊速度修正量δv,进而对张力进行控制:
[0082][0083]
其中,δv表示入口张力辊的速度修正量;k
p
表示延伸率控制系统增益系数;δt1表示第一张力变化值;t表示积分时间常量;t表示带钢张力的采样周期。
[0084]
当入口张力辊速度>60m/min,通过控制所述平整轧制辊的压力值控制所述双机架平整机中的带钢张力。
[0085]
图7示出了上述控制步骤示意简图,进入1号机架平整轧制辊时,会导致入口张力辊和平整轧制辊之间的带钢变的松弛,即入口张力会降低。入口张力计tm检测出张力与设定张力存在张力差δt。可以通过以下公式计算平整轧制辊的压力修正量,调整压下,保证张力的恒定:
[0086][0087]
其中,δf表示平整轧制辊的压力修正量;k
p
表示延伸率控制系统增益系数;δt2表示第二张力变化值;t表示积分时间常量;t表示带钢张力的采样周期。
[0088]
结果显示:来料有厚度波动8um的情况下,平整机入口张力波动17kn~20.7kn,张力波动明显改善,如图8和图9所示。
[0089]
根据本技术的一个方面,提供了一种双机架平整机中带钢张力的控制装置,所述双机架平整机包括入口张力辊和平整轧制辊,所述装置可以包括:
[0090]
获取单元,可以被用于获取所述双机架平整机中的带钢传送速度。
[0091]
第一控制单元,可以被用于在所述带钢传送速度低于或等于预定阈值时,通过控制所述入口张力辊的速度值控制所述双机架平整机中的带钢张力。
[0092]
第二控制单元,可以被用于在所述带钢传送速度高于所述预定阈值时,通过控制所述平整轧制辊的压力值控制所述双机架平整机中的带钢张力。
[0093]
在本技术的一个实施例中,第一控制单元配置可以为:在所述带钢传送速度低于或等于预定阈值时,获取所述带钢的第一张力变化值;基于所述第一张力变化值,确定针对所述入口张力辊的速度修正量;通过所述速度修正量控制调整所述入口张力辊的速度值,以控制所述双机架平整机中的带钢张力。
[0094]
在本技术的一个实时例中,所述第一控制单元可以通过以下公式计算所述入口张力辊的速度修正量:
[0095][0096]
其中,δv表示入口张力辊的速度修正量;k
p
表示延伸率控制系统增益系数;δt1表示第一张力变化值;t表示积分时间常量;t表示带钢张力的采样周期。
[0097]
在本技术的一个实时例中,所述第二控制单元配置可以为:在所述带钢传送速度高于所述预定阈值时,获取所述带钢的第二张力变化值;基于所述第二张力变化值,确定针对所述平整轧制辊的压力修正量;通过所述压力修正量控制调整所述平整轧制辊的压力值,以控制所述双机架平整机中的带钢张力。
[0098]
在本技术的一个实时例中,所述第二控制单元可以通过以下公式计算所述平整轧制辊的压力修正量:
[0099][0100]
其中,δf表示平整轧制辊的压力修正量;k
p
表示延伸率控制系统增益系数;δt2表示第二张力变化值;t表示积分时间常量;t表示带钢张力的采样周期。
[0101]
应当注意,尽管在上文详细描述中提及了用于动作执行的设备的若干模块或者单元,但是这种划分并非强制性的。实际上,根据本技术的实施方式,上文描述的两个或更多模块或者单元的特征和功能可以在一个模块或者单元中具体化。反之,上文描述的一个模块或者单元的特征和功能可以进一步划分为由多个模块或者单元来具体化。
[0102]
应当理解的是,本技术并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。本技术的范围仅由所附的权利要求来限制。