1.本发明涉及圆筒结构件径向胀紧装置及其胀紧方法,特别是涉及一种薄壁长圆筒件精密加工的径向胀紧装置及其胀紧方法。
背景技术:
2.目前,薄壁圆筒结构件因其壁薄,定位装夹困难,加工精度不易保证,特别是薄壁长圆筒件,其定位装夹一直是加工过程中的难点。
3.针对薄壁短圆筒结构件的精密机械加工,通常制作螺纹胀胎,随着螺纹胀胎中锥形螺钉的拧紧,胀胎内的锥形螺钉外圆锥体结构发生直线位移,推动与其配合的胀胎内圆锥面发生圆周方向的径向弹性变形,以此来夹紧薄壁圆筒结构件,但螺纹胀胎的装夹为圆周线接触,在加工过程中,薄壁圆筒结构件的内圆周侧壁沿着零件轴向方向上的夹紧力和切削力受力不均,同时,螺纹胀胎的夹紧力不易控制,在装夹薄壁圆筒结构件时容易装夹变形,加工精度不易保证。
4.针对薄壁长圆筒结构件的精密加工,通常采用机床附件,如中心架或跟刀架来支撑薄壁长圆筒件,以增强其整体刚性。中心架分普通中心架和滚动轴承中心架,使用普通中心架前,必须在薄壁长圆筒中部位置车出一段支撑中心架支撑爪的沟槽,沟槽的表面粗糙度及圆柱度误差要小,以免影响工件的加工精度,工件上中心架支撑爪接触部位的沟槽需进一步进行加工,以满足工件的最终加工要求;采用滚动轴承中心架,比普通中心架在工作过程中与工件摩擦会减小,但车削后同轴度误差较大;在使用中心架的过程中,中心架需固定在机床导轨上,同时,支撑爪和工件接触处需经常加注润滑油,否则会加速磨损中心架的支撑爪及工件已加工表面。而使用跟刀架支撑薄壁长圆筒结构件车削时,需适当调整跟刀架上各支撑爪与工件的接触压力,让每个支撑爪都能与工件外圆表面保持合适的间隙,使工件可以自由转动;同时,要经常检查跟刀架各支撑爪与工件表面的接触情况,以便及时调整;跟刀架与车刀一起沿轴向移动,抵消径向切削力,提高其形状精度和表面粗糙度。综上:在使用中心架或跟刀架加工薄壁长圆筒结构件过程中,装夹准备过程繁琐,需要人工辅助进行,加工过程中控制点多,工件的形位精度和表面质量不高,不适宜用于精密加工。
5.专利cn208322742u中,提供了一种薄壁管件装夹工装,但工装内的顶推杆在固定筒的圆周方向上无限位措施,在使用过程中,存在顶推杆沿圆周方向转动的可能;虽然顶推杆上的圆锥台结构能够在一定程度上抵消顶推杆在沿固定筒轴向移动过程中的圆周转动量,但仍不能有效控制顶推杆仅沿固定筒的轴向直线移动,顶推杆在工装内部的圆周转动将会影响到工装的使用稳定性。工装内顶压销沿固定筒的圆周径向无限位措施,且整个工装上的顶推杆数量多,不排除在工装使用过程中,个别顶推杆有掉落的可能。未对顶压销沿其自身旋转轴线进行旋转定位,在实际使用过程中需人工对其进行辅助定位。沿固定筒圆周分布的顶压销则不会自动复位至初始状态,需要人工辅助进行。
技术实现要素:
6.本发明提供一种能够径向定位、夹紧稳定、容易控制、加工精度更高的薄壁圆筒结构件径向胀紧装置。另外,本发明还提供了一种薄壁圆筒结构件径向胀紧方法,同样解决上述技术问题,而且使用方便快捷。
7.本发明一种薄壁圆筒结构件径向胀紧装置,胀紧装置安装在薄壁圆筒结构件6内部,左、右两端为装夹结构,用于安装在机床主轴或工作台上,其特征在于,胀紧装置具有至少一个支撑圆柱体,支撑圆柱体外表面与薄壁圆筒结构件6内表面形成环形面接触;通过向胀紧装置施加轴向作用力,使得支撑圆柱体径向扩张,从而将薄壁圆筒结构件6径向胀紧,同时实现薄壁圆筒结构件6轴线与胀紧装置轴线重合。
8.进一步地,胀紧装置包括芯轴1、第一筒夹2以及第一螺母4;
9.芯轴1呈阶梯轴结构,左右两端装夹结构的中间部位分为四段,依次分别为芯轴圆台、左圆柱体、右圆柱体以及芯轴螺纹圆柱体,从左至右直径递减;
10.第一筒夹2呈圆柱体阶梯式空心轴结构,第一筒夹2内部从左至右依次为内圆台、左圆柱孔、右圆柱孔以及通孔,分别与芯轴1中部四段阶梯结构相对应;内圆台与芯轴1圆台面接触配合,形成圆周斜楔机构;右圆柱孔与右圆柱体小间隙配合;第一筒夹2外部包括支撑圆柱体以及薄壁圆柱体;支撑圆柱体对应内圆台;在支撑圆柱体和薄壁圆柱体上分布窄槽,窄槽穿过支撑圆柱体直至薄壁圆柱体,在横截面上将筒夹截为若干段;
11.芯轴螺纹圆柱体与第一螺母4配合,通过第一螺母4的螺纹旋合推动第一筒夹2轴向移动,通过圆周斜楔机构,使得支撑圆柱体径向扩张,同时实现薄壁圆筒结构件6与芯轴1的轴线重合。
12.进一步地,胀紧装置还包括第二筒夹3以及第二螺母5,第一筒夹2外部从左至右依次为支撑圆柱体、薄壁圆柱体、筒夹圆台、筒夹圆柱体以及筒夹螺纹圆柱体,筒夹圆台与芯轴圆台锥角相同;
13.第二筒夹3与第一筒夹2结构一致,呈圆柱体阶梯式空心轴结构,装配在第一筒夹2外部;第二筒夹3的筒夹圆柱体与第二螺母5配合,通过螺纹旋合推动第二筒夹3轴向移动,通过第二筒夹3内部的内圆台与第一筒夹2外部的筒夹圆台之间形成的圆周斜楔机构,使得第二筒夹3的支撑圆柱体径向扩张。
14.进一步地,胀紧装置左右两端的装夹结构为圆柱体,分别开设中心孔,与机床顶尖夹具配合安装;圆柱体侧面具有一个平面,用于找正和确定整个径向胀紧装置沿其轴向的回转基准角度。
15.进一步地,窄槽根部为圆孔结构。
16.进一步地,芯轴圆台为阶梯轴结构,用于限制薄壁圆筒件的轴向移动。
17.本发明一种薄壁圆筒结构件径向胀紧方法,包括如下步骤:
18.安装之前对胀紧装置进行预先装配,然后将胀紧装置置于薄壁圆筒结构件6内部;
19.向胀紧装置施加轴向作用力,使得支撑圆柱体径向扩张,直至支撑圆柱体外表面与薄壁圆筒结构件6内表面形成周向环形面接触,同时实现薄壁圆筒结构件6轴线与胀紧装置轴线重合;
20.将左、右两端装夹结构安装在机床主轴或工作台上,即可对薄壁圆筒结构件6进行加工,加工完毕后向胀紧装置施加反向轴向作用力,松开薄壁圆筒结构件6。
21.进一步地,对胀紧装置进行预先装配包括,将第一筒夹2沿芯轴1右端套入安装,使第一筒夹2的左侧开口内圆台面与芯轴1芯轴圆台面接触,第一筒夹2右圆柱孔与芯轴1右圆柱体配合;在芯轴螺纹圆柱体上拧上第一螺母4,旋合第一螺母4使其与第一筒夹2的右端面预紧接触;
22.从胀紧装置的右端将胀紧装置安装在薄壁圆筒结构件6内部,然后逐渐旋合第一螺母4,第一筒夹2的支撑圆柱体逐渐径向扩张,使得第一筒夹2支撑圆柱体外表面与薄壁圆筒结构件6内表面形成环形面接触。
23.进一步旋合第一螺母4,通过芯轴1和第一筒夹2的圆周斜楔机构移动,自找正薄壁圆筒结构件6轴线与芯轴1轴线重合。
24.进一步地,对胀紧装置进行预先装配包括,将第一筒夹2装配后,在第一筒夹2外部安装第二筒夹3;旋合第二螺母5使其与第二筒夹3的右端面预紧接触;
25.胀紧过程包括,第一筒夹2的支撑圆柱体胀紧后,旋合第二螺母5,使得第二筒夹3的支撑圆柱体逐渐径向扩张,直至第二筒夹3的支撑圆柱体外表面与薄壁圆筒结构件6内表面形成周向环形面接触。
26.本发明有益效果:
27.1.本发明薄壁圆筒结构件径向胀紧装置适用于薄壁圆筒件的径向定位和胀紧,使用快捷方便,精度高。2.该装置充分并巧妙的利用圆周锥面斜楔运动原理,将第一筒夹和第二筒夹沿轴向的直线位移转换成沿径向的扩展位移,采用两组圆周锥面斜楔结构,同时设计出开槽圆周薄壁结构,使得筒夹上的圆周锥面体结构具有弹性变形能力,在使用过程中,通过第一螺母和第二螺母的螺纹旋合来胀紧和松开薄壁圆筒件,大大简化了装置的内部结构。3.在装置的轴向方向上,两处圆周锥面斜楔结构分开动作,根据筒夹上圆周锥面斜楔结构外圆柱体的直径设计不同,该装置可以适用于阶梯式薄壁圆筒件的径向定心和胀紧,装置的使用范围更广泛。4.筒夹上圆周锥面斜楔结构外圆柱体与被装夹工件内侧面为面接触形式,极大的提高了装夹稳定性。5.根据定位装夹要求,该装置与被定位胀紧的薄壁圆筒件的装夹间隙可以设计在毫米级内调整。6.该装置可进行结构同比例增减设计,定位和夹紧的阶梯结构也可以增减,以满足不同的定位装夹需要。
28.同样,本发明薄壁圆筒结构件径向胀紧方法,同样能够带来以上技术效果,而且使用方便。
附图说明
29.图1:薄壁圆筒件径向胀紧装置外形示意图;
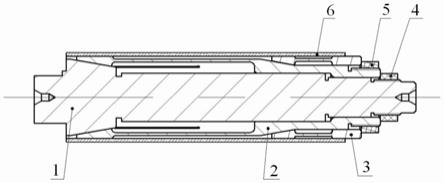
30.图2:薄壁圆筒件径向胀紧装置主视图;
31.图3:图2沿a-a方向的剖视图;
32.图4:薄壁圆筒件径向胀紧装置的芯轴结构主视图;
33.图5:薄壁圆筒件径向胀紧装置的第一筒夹主视图;
34.图6:图5沿c-c方向的剖视图;
35.图7:薄壁圆筒件径向胀紧装置的第二筒夹主视图;
36.图8:图7沿b-b方向的剖视图;
37.图9:利用薄壁圆筒件径向胀紧装置定位安装某薄壁圆筒件示意图。
38.图中,1-芯轴、2-第一筒夹、3-第二筒夹、4-第一螺母、5-第二螺母、6-薄壁圆筒结构件
具体实施方式
39.下面结合附图对本发明进行详细说明。
40.为了解决现有技术缺陷,本发明采用的技术方案是:本发明胀紧装置安装在薄壁圆筒结构件6内部,在胀紧装置的左、右两端设置装夹结构,用于安装在机床主轴或工作台上。在胀紧装置至少设置一个支撑圆柱体,支撑圆柱体外表面与薄壁圆筒结构件6内表面形成周向环形面接触;通过向胀紧装置施加轴向作用力,使得支撑圆柱体径向扩张,从而将薄壁圆筒结构件6径向胀紧,胀紧的同时,自动实现薄壁圆筒结构件6与胀紧装置轴线重合。
41.作为对以上技术方案的一种具体实现,图1为本发明薄壁圆筒件径向胀紧装置外形示意图,如图2、图3所示,本发明由芯轴1、第一筒夹2以及第一螺母4组成;
42.如图4所示,芯轴1是整个径向胀紧装置的承力结构件,整体呈阶梯轴结构,左右两端的装夹结构为圆柱体结构,亦可设计成方形等其它结构形式,与机床三爪卡盘、万能回转台等装夹。可以在左右两端设计中心孔结构,用于与机床顶尖类夹具安装。左端装夹结构圆柱侧面设计一平面结构,可用于找正和确定整个径向胀紧装置沿其轴向的回转基准角度。
43.芯轴1呈阶梯轴结构,在两端装夹结构的中间分为四段,从左至右直径递减,依次分别为芯轴圆台、左圆柱体、右圆柱体以及芯轴螺纹圆柱体。
44.如图5、图6所示,第一筒夹2呈圆柱体阶梯式空心轴结构,内部从左至右依次为内圆台、左圆柱孔、右圆柱孔以及通孔,孔径沿第一筒夹2从左到右依次变小,分别与芯轴1中部四段阶梯结构相对应;内圆台与芯轴圆台面配合安装,形成圆周斜楔机构。右圆柱孔与右圆柱体小间隙配合,表面质量较高。
45.筒夹外部包括支撑圆柱体以及薄壁圆柱体;薄壁圆柱体壁厚薄,支撑圆柱体对应内圆台,支撑圆柱体的直径与被加工薄壁圆筒件内径相匹配。在支撑圆柱体和薄壁圆柱体上圆周侧面均匀分布窄槽,窄槽穿过支撑圆柱体直至薄壁圆柱体,在横截面上将筒夹截为若干段;窄槽根部可以设计成圆孔结构,避免应力集中,设计窄槽的目的是使得第一筒夹2上的圆台圆柱体结构与芯轴上圆台面结构配合形成圆周斜楔结构时,沿整个装置的轴向移动时,在其径向有一定的弹性变形量,可以适应不同内径的薄壁圆筒件径向胀紧使用。
46.芯轴螺纹圆柱体与第一螺母4配合,通过第一螺母4的螺纹旋合推动第一筒夹2轴向移动,通过圆周斜楔机构,使得支撑圆柱体径向扩张,自找正薄壁圆筒件轴线与胀紧装置轴线重合,实现薄壁圆筒结构件6与芯轴1轴线的重合。
47.芯轴圆台左端面可根据需要,设计出轴向定位结构,如设计出阶梯轴结构,限制薄壁圆筒件的轴向移动,与径向胀紧联合使用,使工件在工装上完全定位和装夹。
48.整个装置调整好后,可以直接安装在机床上,通过三爪卡盘、端面驱动顶针、鸡心夹、尾座顶尖等机床附件与装置两端的轴或中心孔安装后,在机床上进行精密加工。
49.作为对以上方案的进一步改进,本发明装置可以采用两个支撑圆柱体,见图7、图8。在第一筒夹2外部还设计有筒夹圆台、筒夹圆柱体以及筒夹螺纹圆柱体,筒夹圆台与芯轴圆台锥角相同;增加的第二筒夹3与第一筒夹2结构一致,仅轴向长度短,呈圆柱体阶梯式空心轴结构,装配在第一筒夹2外部;第一筒夹2的筒夹圆柱体与第二筒夹3的圆柱孔小间隙配
合,表面质量较高。第二筒夹3外部右端圆柱体的直径等于或小于其左侧短圆柱体的直径,原因是在整个装置胀紧后,第二筒夹3右端外圆柱体与被加工工件内侧面没有接触配合。
50.第二筒夹3的筒夹圆柱体与第二螺母5配合,通过螺纹旋合推动第二筒夹3轴向移动,通过第二筒夹3内部的内圆台与第一筒夹2外部的筒夹圆台之间形成的圆周斜楔机构,使得第二筒夹3的支撑圆柱体径向扩张。
51.第二筒夹3的最左侧与其内部圆台结构对应部位设计的支撑圆柱体结构直径可以与第一筒夹2同一功能部位的圆柱体直径不同,用于胀紧阶梯式薄壁圆筒件。
52.本发明装置采用两个筒夹,两处圆周锥面斜楔结构分开动作,根据筒夹上圆周锥面斜楔结构外圆柱体的直径设计不同,该装置可以适用于阶梯式薄壁圆筒件的径向定心和胀紧,装置的使用范围更广泛。
53.利用该薄壁长圆筒径向胀紧装置,可以快捷高效的实现薄壁长圆筒结构件的自动定心和胀紧,通过圆周锥面斜楔的运动驱动第一筒夹2和第二筒夹3的支撑圆柱体,使其与薄壁长圆筒结构件内侧面形成稳定的面接触,大大提高了这类零件的径向定位和胀紧的稳定性,摆脱了以往采用螺纹胀胎线接触或使用中心架和跟刀架的形式,解决了沿着薄壁圆筒结构件径向装夹受力不均,加工稳定性不高,精度和表面质量不易保证的难题,可以显著提高该类零件的加工合格率。
54.本发明薄壁圆筒结构件径向胀紧方法包括如下步骤:
55.图9为利用薄壁圆筒件径向胀紧装置定位安装某薄壁圆筒件示意图。图中某产品中的薄壁圆筒结构件6,外径φ40
±
0.02mm,内径长度120mm,壁厚仅2.2mm,外圆柱面加工精度要求与内壁同轴φ0.05mm,表面粗糙度1.6um。由此可见,该薄壁圆环类结构件属于典型的薄壁弱刚度结构件,定位装夹在零件的加工过程中起到至关重要的作用。
56.安装之前对胀紧装置进行预先装配,然后将胀紧装置置于薄壁圆筒结构件6内部。
57.向胀紧装置施加轴向作用力,使得支撑圆柱体径向扩张,直至支撑圆柱体外表面与薄壁圆筒结构件6内表面形成周向环形面接触,同时实现薄壁圆筒结构件6轴线与胀紧装置轴线重合。
58.将左、右两端装夹结构安装在机床主轴或工作台上,即可对薄壁圆筒结构件6进行加工,加工完毕后向胀紧装置施加反向轴向作用力,松开薄壁圆筒结构件6。
59.采用一个筒夹的方案时的胀紧方法,对胀紧装置进行预先装配过程为:将第一筒夹2沿芯轴1右端套入安装,使第一筒夹2的左侧开口弹性内圆台面与芯轴1芯轴圆台面接触;在芯轴1螺纹圆柱体上拧上第一螺母4,旋合第一螺母4使其与第一筒夹2的右端面预紧接触;
60.从胀紧装置的右端将胀紧装置安装在薄壁圆筒结构件6内部,然后逐渐旋合第一螺母4,推动第一筒夹2沿芯轴圆台的大端面方向移动,随着第一螺母4的螺纹旋合拧紧,第一筒夹2的左端支撑圆柱面与被装夹薄壁长圆筒的内圆周面形成周向环形面接触;进一步旋合拧紧第一螺母4,通过芯轴1和第一筒夹2的圆周斜楔机构移动,自找正薄壁圆筒结构件6轴线与芯轴1轴线重合。此时,将整个安装好薄壁圆筒件的装置安装在机床上,即可进行精密车削或磨削其外圆柱面了。
61.采用两个筒夹的方案时的胀紧方法,预紧时,将第一筒夹2装配后,同理,旋合第二
螺母5,推动第二筒夹3沿第一筒夹2圆锥体的大端面方向移动,随着第二螺母5的螺纹旋合,第二筒夹3的支撑圆柱面与被装夹薄壁圆筒结构件6内圆周面形成面接触,进一步的,通过第二筒夹3和第一筒夹2的圆周斜楔机构移动,自找正薄壁圆筒结构件6的轴线与芯轴1同轴;进一步的旋合第一螺母4和第二螺母5,将薄壁圆筒结构件6径向胀紧在发明装置上。
62.本发明方法适应性强,操作方便,便于薄壁圆筒结构件的高精度加工。
63.上文对本发明的优选实施方式的描述本质上仅仅是示例性的,并非旨在限制本发明、其应用或用途。比如本领域技术人员容易理解,在两个筒夹的基础上,按相同的原理再增加筒夹,非常容易做到,在此不再详述。因此,本发明的保护范围不限于这些组件和细节,在不偏离本发明的基本原理的情况下,本领域技术人员能够对这些组件和细节做出修改或等同替换,修改或替换后的实施方案也将落入本发明的保护范围之内。