1.本实用新型涉及门封胶套焊接领域,具体地,涉及一种自动焊接机焊渣清理机构。
背景技术:
2.随着冰箱在人民生活中的使用范围日益广泛,冰箱门密封组件门封条的需求量也越来越高。众所周知冰箱门封是以焊接的方式制造的,在焊接的过程中会产生一些焊渣,如果不及时清理还会影响焊接品质。
3.目前国内焊渣清理方式处在采用毛刷清理或者手工清理的状态,这两种清理方式只能清理暴露在模具外边或者在毛刷清理范围内的焊渣,对于进入模具型腔内或者外部偏离毛刷的焊渣就会束手无策,人工清理耗费时间,严重影响焊接效率,甚至加大了人员在生产过程中的手上危险概率。
技术实现要素:
4.本实用新型的目的是提供一种自动焊接机焊渣清理机构,该焊渣清理机构能够在短时间内清理残留在模具型腔以及周边残留的焊渣,大大的减轻了工作人员的工作负担,提升了焊接品质。
5.为了实现上述目的,本实用新型提供了一种自动焊接机焊渣清理机构,包括:
6.多孔通气件,所述多孔通气件上设置有多个气孔,所述多孔通气件通过气管与气源连通,所述气源从所述气孔吹出将所述焊渣清理;
7.回转运动气缸,所述回转运动气缸设置于所述自动焊接机上,所述回转运动气缸与多孔通气件传动连接,用于驱动多孔通气件旋转、平移。
8.优选地,所述多孔通气件为z形连接杆件,所述z形连接杆件内设置有供气源流通的管道,所述z形连接杆件的一端与回转运动气缸传动连接,所述气孔设置于z形连接杆件另一端的侧面。
9.优选地,多个所述气孔包括设置于多孔通气件一侧的至少一个与所述自动焊接机的模具型腔相对的水平吹气孔,以及设置于其相邻一侧的至少两个与所述自动焊接机的模具入模口相对的斜角吹气孔。
10.优选地,所述斜角吹气孔的倾斜角度为45
°
。
11.优选地,至少两个所述斜角吹气孔对称设置于水平吹气孔的相对两侧。
12.优选地,所述水平吹气孔设置有三个,所述斜角吹气孔设置有四个,四个斜角吹气孔每两个一组对称设置于水平吹气孔的相对两侧。
13.通过上述技术方案,本实用新型公开了一种自动焊接机焊渣清理机构,该焊渣清理机构通过回转运动气缸带动多孔通气件进行运动,使得气孔与焊接机的模具相对,气源通过气孔喷出对焊渣进行清理,既改善了门封胶套入模的便捷程度,又解决的内部焊渣残留带来的品质问题,同时简化焊接工人操作流程提高了焊接工人的安全性,而且清理时间短,效率高,能源清洁,结构简单。
14.本实用新型的其它特征和优点将在随后的具体实施方式部分予以详细说明。
附图说明
15.附图是用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本实用新型,但并不构成对本实用新型的限制。在附图中:
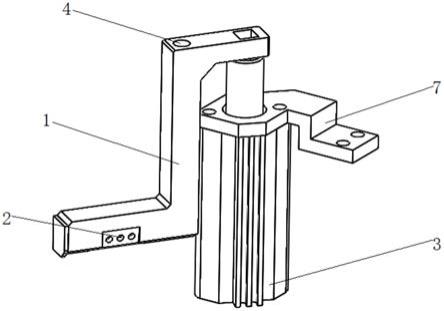
16.图1示出了本实用新型的一实施方式的自动焊接机焊渣清理机构的结构示意图;
17.图2示出了本实用新型的一实施方式的多孔通气件结构示意图;
18.图3示出了本实用新型的一实施方式的多孔通气件结构示意图(另一视角)。
具体实施方式
19.以下结合附图对本实用新型的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本实用新型,并不用于限制本实用新型。
20.请参照图1-3,本实施例公开了一种自动焊接机焊渣清理机构,包括多孔通气件1以及回转运动气缸3。其中,多孔通气件1上设置有多个气孔2,多孔通气件1通过气管与气源连通,气源从气孔2吹出将焊渣清理;回转运动气缸3设置于自动焊接机上,回转运动气缸3与多孔通气件1传动连接,用于驱动多孔通气件1旋转、平移。
21.其中,多孔通气件1用作通气作用,将气源通过气孔2变向分流,吹至自动焊接机的模具型腔以及模具入口处,对焊渣进行清理。回转运动气缸3 为多孔通气件1提供动力,在需要对焊渣进行清理时,将多孔通气件1驱动至指定位置进行清理,不需要清理时,则驱动多孔通气件1进行复位,不影响焊接工作。具体安装时,回转运动气缸2通过气缸安装板7安装在自动焊接机上,具体的,回转运动气缸2通过螺钉安装在气缸安装板7上,气缸安装板7可以通过螺钉和定位销固定安装在自动焊接机上。回转运动气缸2上还安装有节流阀,可以通过其连接气管接通气源。
22.在本实施例中,多孔通气件1为z形连接杆件,z形连接杆件内设置有供气源流通的管道4,z形连接杆件的一端与回转运动气缸3传动连接,气孔2设置于z形连接杆件另一端的侧面。多孔通气件1上安装有气管插头,并通过气管插头连接气管接通气源。
23.多个气孔2包括设置于多孔通气件1一侧的至少一个与自动焊接机的模具型腔相对的水平吹气孔5,以及设置于其相邻一侧的至少两个与自动焊接机的模具入模口相对的斜角吹气孔6。斜角吹气孔6的倾斜角度为45
°
, 45
°
角对着模具入模口吹能够更好的将焊渣吹出。
24.至少两个斜角吹气孔6对称设置于水平吹气孔5的相对两侧,这样可以使得气流在吹出的过程中分布更加均匀,吹出气源能够更好的对焊渣进行清理。水平吹气孔5设置有三个,斜角吹气孔6设置有四个,四个斜角吹气孔6每两个一组对称设置于水平吹气孔5的相对两侧。需要清理焊渣时,气源接通,回转运动气缸3通气动作将多孔通气件1移动到模具前面,气流通过气管以及气管插头流入多孔通气件1内,并且通过水平吹气孔5流入模具型腔内以及斜角吹气孔6流向模具入模口处,气流打在模具上形成气旋对模具入口附近的焊渣进行清理,而流入模具型腔内的气流直接对内部的焊渣进行清理。该焊渣清理机构能够直接对模具型腔内部以及模具入口处焊渣进行清理,具有清理时间短,效率高,能源清洁,结构简单的特点。整个过程不需要人为进行操作,提高了安全性。
25.通过上述技术方案,本实用新型公开了一种自动焊接机焊渣清理机构,该焊渣清理机构通过回转运动气缸带动多孔通气件进行运动,使得气孔与焊接机的模具相对,气源通过气孔喷出对焊渣进行清理,既改善了门封胶套入模的便捷程度,又解决的内部焊渣残留带来的品质问题,同时简化焊接工人操作流程提高了焊接工人的安全性,而且清理时间短,效率高,能源清洁,结构简单。
26.以上结合附图详细描述了本实用新型的优选实施方式,但是,本实用新型并不限于上述实施方式中的具体细节,在本实用新型的技术构思范围内,可以对本实用新型的技术方案进行多种简单变型,这些简单变型均属于本实用新型的保护范围。另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本实用新型对各种可能的组合方式不再另行说明。
27.此外,本实用新型的各种不同的实施方式之间也可以进行任意组合,只要其不违背本实用新型的思想,其同样应当视为本实用新型所公开的内容。
技术特征:
1.一种自动焊接机焊渣清理机构,其特征在于,包括:多孔通气件(1),所述多孔通气件(1)上设置有多个气孔(2),所述多孔通气件(1)通过气管与气源连通,所述气源从所述气孔(2)吹出将所述焊渣清理;回转运动气缸(3),所述回转运动气缸(3)设置于所述自动焊接机上,所述回转运动气缸(3)与多孔通气件(1)传动连接,用于驱动多孔通气件(1)旋转、平移。2.根据权利要求1所述的自动焊接机焊渣清理机构,其特征在于,所述多孔通气件(1)为z形连接杆件,所述z形连接杆件内设置有供气源流通的管道(4),所述z形连接杆件的一端与回转运动气缸(3)传动连接,所述气孔(2)设置于z形连接杆件另一端的侧面。3.根据权利要求1所述的自动焊接机焊渣清理机构,其特征在于,多个所述气孔(2)包括设置于多孔通气件(1)一侧的至少一个与所述自动焊接机的模具型腔相对的水平吹气孔(5),以及设置于其相邻一侧的至少两个与所述自动焊接机的模具入模口相对的斜角吹气孔(6)。4.根据权利要求3所述的自动焊接机焊渣清理机构,其特征在于,所述斜角吹气孔(6)的倾斜角度为45
°
。5.根据权利要求3所述的自动焊接机焊渣清理机构,其特征在于,至少两个所述斜角吹气孔(6)对称设置于水平吹气孔(5)的相对两侧。6.根据权利要求3所述的自动焊接机焊渣清理机构,其特征在于,所述水平吹气孔(5)设置有三个,所述斜角吹气孔(6)设置有四个,四个斜角吹气孔(6)每两个一组对称设置于水平吹气孔(5)的相对两侧。
技术总结
本实用新型涉及门封胶套焊接领域,公开了一种自动焊接机焊渣清理机构,包括多孔通气件以及回转运动气缸。其中,所述多孔通气件上设置有多个气孔,所述多孔通气件通过气管与气源连通,所述气源从所述气孔吹出将所述焊渣清理;所述回转运动气缸设置于所述自动焊接机上,所述回转运动气缸与多孔通气件传动连接,用于驱动多孔通气件旋转、平移。该焊渣清理机构通过回转运动气缸带动多孔通气件进行运动,使得气孔与焊接机的模具相对,气源通过气孔喷出对焊渣进行清理,既改善了门封胶套入模的便捷程度,又解决的内部焊渣残留带来的品质问题,同时简化焊接工人操作流程提高了焊接工人的安全性。的安全性。的安全性。
技术研发人员:王立文 万锡刚
受保护的技术使用者:安徽万朗磁塑股份有限公司
技术研发日:2020.12.30
技术公布日:2022/2/11