1.本实用新型涉及夹具,尤其涉及一种应用于实木弯曲固压加工工艺的固压工装夹具。
背景技术:
2.传统实木弯曲多维椅子,采用实木拼板,锯弯形状,接齿造型,还有手工铣形磨砂等系列实木传统加工工艺,所以制作出的实木椅子,往往成本很高,还不能批量生产。其中实木弯曲这道工艺,传统工艺用的多是热压工艺,所以存在应力差不结实的问题。
技术实现要素:
3.基于上述问题,本实用新型目的在于提供一种应用于实木冷压弯曲,应力高于传统实木弯曲加工工艺的几倍,可批量循环压合,成本低,产量高的固压工装夹具。
4.针对以上问题,提供了如下技术方案:一种固压工装夹具,将工件固压在模具上,其特征在于:包括夹具支架、锁紧螺杆、活动固压块和固定销,所述夹具支架包括两个平行设置的支杆和将两个支杆的一端固定连接起来的连接板,所述的两个支杆上设有对应且对称的滑槽,所述活动固压块安装在两个滑槽之间且其两端适配可滑动卡合安装在滑槽内,所述锁紧螺杆螺纹穿过连接板后竖直抵靠在活动固压块上,所述两个支杆的另一端通过穿过模具的固定销而固定在模具上,所述活动固压块通过锁紧螺杆施压将工件固压在模具上。
5.本实用新型进一步设置为,所述活动固压块包括活动板和加力块,所述活动板的两端设有适配滑动卡合在滑槽内的卡合头,所述加力块固定安装在活动板上正对锁紧螺杆的端头的位置,所述加力块上设有使锁紧螺杆的端头适配嵌入的适配槽。
6.本实用新型进一步设置为,所述连接板上设有使锁紧螺杆螺纹穿过的螺纹孔。
7.本实用新型进一步设置为,所述固定销包括固定螺杆和螺母,所述模具位于两个支杆的端头之间,所述固定螺杆穿过两个支杆和模具使夹具支架固定在模具上。
8.本实用新型进一步设置为,所述两个支杆之间的距离等于或略大于模具的厚度。
9.本实用新型的有益效果:本技术方案提供的固压工装夹具应用于实木弯曲多维椅子或其他需要实木冷压弯曲的工艺上;在使用时,首先通过拆卸下来的固定销将工件安装在两个支杆之间位于模具和活动固压块之间的位置,接着通过穿过模具的固定销将整个固压工装夹具固定在模具上,然后通过旋转锁紧螺杆使其向活动固压块方向移动,活动固压块在滑槽内向工件方向移动,进而将工件固压在模具上。该固压工装夹具通常多个一起配合使用,可节省原材料15%
‑
45%,节省人工30%,产品应力高于现有锯弯接齿工艺的几倍。
附图说明
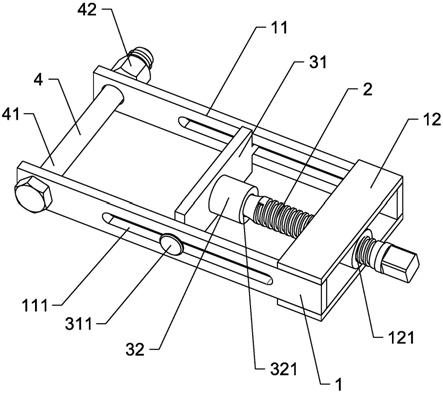
10.图1为本实用新型实施例中固压工装夹具的结构示意图;
11.图2为本实用新型实施例中多个固压工装夹具与弯料和模具处于固压状态下的结
构示意图。
12.图中示意:1
‑
夹具支架;11
‑
支杆;111
‑
滑槽;12
‑
连接板;121
‑
螺纹孔;2
‑
锁紧螺杆;3
‑
活动固压块;31
‑
活动板;311
‑
卡合头;32
‑
加力块;321
‑
适配槽;4
‑
固定销;41
‑
固定螺杆;42
‑
螺母;5
‑
模具;6
‑
弯料;
具体实施方式
13.下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
14.如图1所示,一种固压工装夹具,将工件固压在模具5上,包括夹具支架1、锁紧螺杆2、活动固压块3和固定销4,所述夹具支架1包括两个平行设置的支杆11和将两个支杆11的一端固定连接起来的连接板12,所述的两个支杆11上设有对应且对称的滑槽111,所述活动固压块3安装在两个滑槽111之间且其两端适配可滑动卡合安装在滑槽111内,所述锁紧螺杆2螺纹穿过连接板12后竖直抵靠在活动固压块3上,所述两个支杆11的另一端通过穿过模具5的固定销4而固定在模具5上,所述活动固压块3通过锁紧螺杆2施压将工件固压在模具5上。
15.该固压工装夹具单个使用对工件进行固压时,首先通过拆卸下来的固定销4将工件安装在两个支杆11之间位于模具5和活动固压块3之间的位置,接着通过穿过模具5的固定销4将整个固压工装夹具固定在模具5上,然后通过旋转锁紧螺杆2使其向活动固压块3方向移动,活动固压块3在滑槽111内向工件方向移动,进而将工件固压在模具5上。
16.如图1所示,所述活动固压块3包括活动板31和加力块32,所述活动板31的两端设有适配滑动卡合在滑槽111内的卡合头311,所述加力块32固定安装在活动板31上正对锁紧螺杆2的端头的位置,所述加力块32上设有使锁紧螺杆2的端头适配嵌入的适配槽321。加力块32上的适配槽321与锁紧螺杆2的端头相互对应,结构更加稳定,使用起来施加的压力更加均匀,对工件的固压更加稳定。
17.如图1所示,所述连接板12上设有使锁紧螺杆2螺纹穿过的螺纹孔121。所述固定销4包括固定螺杆41和螺母42,所述模具5位于两个支杆11的端头之间,所述固定螺杆41穿过两个支杆11和模具5使夹具支架1固定在模具5上。所述两个支杆11之间的距离等于或略大于模具5的厚度。模具5卡在两个支杆11之间,通过固定螺杆41和螺母42将夹具支架1固定在模具5上。
18.在实际使用时,如图2所示,通常多个该固压工装夹具一起使用对弯料6进行固压,来制作实木弯曲多维椅子;首先根据产品确定弯料6的所需周长,然后通过若干个夹具支架1将弯料6的中部放置限位在模具5和活动固压块3之间,然后旋转锁紧螺杆2使其对活动固压块3施压,活动固压块3在滑槽111内向弯料6方向移动,最后将弯料6固压在模具5上;然后再通过若干个该固压工装夹具依次从中间向两端对弯料6进行固压,从而使弯料6弯曲呈模具所示的弯曲形状,全部的固压工装夹具依次安装上,产品压好后放置一小时后卸模卡好定型养生。该固压工装夹具多个一起配合使用,可节省原材料15%
‑
45%,节省人工30%,产品应力高于现有锯弯接齿工艺的几倍。
19.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和变型,上述假
设的这些改进和变型也应视为本实用新型的保护范围。
技术特征:
1.一种固压工装夹具,将工件固压在模具上,其特征在于:包括夹具支架、锁紧螺杆、活动固压块和固定销,所述夹具支架包括两个平行设置的支杆和将两个支杆的一端固定连接起来的连接板,所述的两个支杆上设有对应且对称的滑槽,所述活动固压块安装在两个滑槽之间且其两端适配可滑动卡合安装在滑槽内,所述锁紧螺杆螺纹穿过连接板后竖直抵靠在活动固压块上,所述两个支杆的另一端通过穿过模具的固定销而固定在模具上,所述活动固压块通过锁紧螺杆施压将工件固压在模具上。2.根据权利要求1所述的一种固压工装夹具,其特征在于:所述活动固压块包括活动板和加力块,所述活动板的两端设有适配滑动卡合在滑槽内的卡合头,所述加力块固定安装在活动板上正对锁紧螺杆的端头的位置,所述加力块上设有使锁紧螺杆的端头适配嵌入的适配槽。3.根据权利要求1或2所述的一种固压工装夹具,其特征在于:所述连接板上设有使锁紧螺杆螺纹穿过的螺纹孔。4.根据权利要求1所述的一种固压工装夹具,其特征在于:所述固定销包括固定螺杆和螺母,所述模具位于两个支杆的端头之间,所述固定螺杆穿过两个支杆和模具使夹具支架固定在模具上。5.根据权利要求4所述的一种固压工装夹具,其特征在于:所述两个支杆之间的距离等于或略大于模具的厚度。
技术总结
本实用新型提出了一种固压工装夹具,将工件固压在模具上,包括夹具支架、锁紧螺杆、活动固压块和固定销,夹具支架包括两个平行设置的支杆和将两个支杆的一端固定连接起来的连接板,的两个支杆上设有对应且对称的滑槽,活动固压块安装在两个滑槽之间且其两端适配可滑动卡合安装在滑槽内,锁紧螺杆螺纹穿过连接板后竖直抵靠在活动固压块上,两个支杆的另一端通过穿过模具的固定销而固定在模具上,所述活动固压块通过锁紧螺杆施压将工件固压在模具上。本实用新型提供一种应用于实木冷压弯曲,应力高于传统实木弯曲加工工艺的几倍,可批量循环压合,成本低,产量高的固压工装夹具。产量高的固压工装夹具。产量高的固压工装夹具。
技术研发人员:丁强
受保护的技术使用者:青岛木之形精工科技有限公司
技术研发日:2021.06.21
技术公布日:2021/12/21