1.本实用新型属于板材生产加工技术领域,尤其涉及一种在板材输送过程中对板材的侧边进行切削加工的侧向切边装置。
背景技术:
2.板材生产加工过程中,在进行板材表面抛光处理前需要对板材的侧边进行切边处理,以确保板材的侧边平整或切割出斜边。而板材的加工是在连续运转的输送线上来依序完成的,常规普通的切边机构并不能直接安装于板材输送线上使用,这是由于常规普通的切边机构在对板材侧边进行切割处理时对对板材产生侧向力,而板材在输送线上的输送是没有定位设施的,在切割时会导致板材在输送线上出现偏移移动,从而出现板材侧边的切割不精准、出现缺陷次品;同时在切割板材侧边时会产生大量的木碎屑,木碎屑大量散落于输送线既影响板材的输送,同时清理也不方便,甚至木碎屑散落于车间地面会影响车间卫生。
技术实现要素:
3.针对现有技术的不足,本实用新型旨在提供一种能在对板材进行侧边切割整理时对板材进行定位的可确保侧边切割精度及切割产生的木碎屑方便集中排出而不会随意散落的板材侧向切边装置。
4.为实现上述目的,本实用新型采用如下技术方案:
5.一种板材侧向切边装置,包括横梁、安装座、升降框架、切边装置、侧边压轮组件及顶面定位装置,横梁横跨设于机架上并悬空于输送辊的上方,横梁两端沿其长度方向延伸设有水平滑轨;安装座背面设有滑块并通过滑块与水平滑轨配合安装于横梁的两端,安装座的正面设有第一纵向导向杆及第一调节丝杆;升降框架背面设有导向套及丝杆套,升降框架通过导向套安装于第一纵向导向杆,升降框架背面的丝杆套与第一调节丝杆连接;切边装置安装设于升降框架的正面;侧边压轮组件可升降调节地安装于升降框架并位于切边装置的内侧;顶面定位装置安装于横梁上位于横梁的两端水平滑轨之间。
6.这种板材侧向切边装置安装于板材输送线,当板材输送至侧边压轮组件的下方时,切边装置开始工作对板材的侧边进行磨边切割,同时板材的侧边在侧边压轮组件的定位下继续输送直至板材的首端移动至顶面定位装置的下方,顶面定位装置下压动作对板材的顶面进行下压定位,板材保持输送移动由切边装置对板材的侧边进行切割,在板材进行侧边切割整理时能对板材进行定位,从而确保侧边切割精度。
7.作为优选方案,切边装置包括开口箱盒、驱动电机、切边砂轮及木屑抽吸管,开口箱盒对应输送辊上的板材侧边设有供板材通过的开口,驱动电机安装于开口箱盒的顶部,切边砂轮对应设于开口处并由驱动电机驱动旋转切边,开口箱盒的外侧端设有通至开口箱盒的内腔的管接口,木屑抽吸管的一端固定连接于管接口,另一端朝上延伸连接于车间天花顶的抽风机,切边装置对板材的侧边进行切割时产生的木碎屑可通过抽风机经由木屑抽
吸管排出,从而避免切割产生的木碎屑随意散落而导致输送线的清理问题及车间卫生问题。
8.本实用新型具有如下有益效果:
9.本实用新型板材侧向切边装置,具有能在对板材进行侧边切割整理时可对板材进行定位从而确保板材侧边切割精度及能实现切割产生的木碎屑方便集中排出而不会随意散落的特点。
附图说明
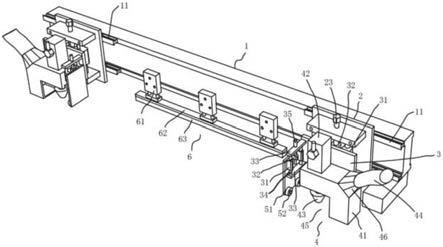
10.图1为本实用新型板材侧向切边装置的整体结构图;
11.图2为本实用新型板材侧向切边装置的整体结构图;
12.图3为本实用新型板材侧向切边装置其木屑抽吸管的设置方式示意图。
具体实施方式
13.下面结合附图及具体实施例,对本实用新型作进一步的描述,以便于更清楚地理解本实用新型要求保护的技术思想。
14.本实用新型板材侧向切边装置,如图1
‑
2所示包括横梁1、安装座2、升降框架3、切边装置4、侧边压轮组件5及顶面定位装置6,横梁1横跨设于机架上并悬空于输送辊的上方,横梁1两端沿其长度方向延伸设有水平滑轨11;安装座2背面设有滑块21并通过滑块21与水平滑轨11配合安装于横梁1的两端,安装座2的正面设有第一纵向导向杆22及第一调节丝杆23;升降框架3背面设有导向套31及丝杆套32,升降框架3通过导向套31安装于第一纵向导向杆22,升降框架3背面的丝杆套32与第一调节丝杆23连接;切边装置4安装设于升降框架3的正面;侧边压轮组件5可升降调节地安装于升降框架3并位于切边装置4的内侧;顶面定位装置6安装于横梁1上位于横梁1的两端水平滑轨11之间。
15.这种板材侧向切边装置安装于板材输送线,预先通过第一调节丝杆23调整切边装置4及侧边压轮组件5与输送辊的辊面间距以适应相应厚度的板材通过,通过安装座2在横梁1的水平滑轨11上滑移调节来适应相应宽度的板材通过,待调整合适后;板材输送至侧边压轮组件5的下方时,切边装置4开始工作对板材的侧边进行磨边切割,同时板材的侧边在侧边压轮组件5的定位下继续输送直至板材的首端移动至顶面定位装置6的下方,顶面定位装置6下压动作对板材的顶面进行下压定位,板材保持输送移动由切边装置4对板材的侧边进行切割,在板材进行侧边切割整理时能对板材进行定位,从而确保侧边切割精度。
16.切边装置4具体包括开口箱盒41、驱动电机42、切边砂轮43及木屑抽吸管44,开口箱盒41对应输送辊上的板材侧边设有供板材通过的开口45,驱动电机42安装于开口箱盒41的顶部,切边砂轮43对应设于开口45处并由驱动电机42驱动旋转切边,开口箱盒41的外侧端设有通至开口箱盒41的内腔的管接口46,木屑抽吸管44的一端固定连接于管接口46,另一端朝上延伸连接于车间天花顶的抽风机,切边装置4对板材的侧边进行切割时产生的木碎屑可通过抽风机经由木屑抽吸管44排出,从而避免切割产生的木碎屑随意散落而导致输送线的清理问题及车间卫生问题。木屑抽吸管44的设置具体可选择如图3所示的方式,横梁1两端的切边装置4的木屑抽吸管44汇集连接于抽风总管47,抽风总管47与车间天花顶的抽风机连接将木碎屑集中抽吸排出。
17.侧边压轮组件5的具体结构及其在升降框架3上的安装结构具体采用以下形式:升降框架3位于切边装置4的内侧设有两条上下平行的座块33,座块33之间设有第二纵向导向杆34及第二调节丝杆35,侧边压轮组件5包括滚轮座板51及滚轮52,滚轮座板51的背面设有导向套31及丝杆套32,滚轮座板51通过其背面的导向套31安装于第二纵向导向杆34,滚轮座板51背面的丝杆套32连接于第二调节丝杆35,滚轮52分布安装于滚轮座板51的下缘并朝下凸出于滚轮座板51的下缘,可以通过第二调节丝杆35升降调节滚轮座板51的安装高度,从而对滚轮52与输送辊的辊面间距进行微调节以更好地适应相应厚度的板材。
18.顶面定位装置6的具体结构包括气缸61、软垫座62及压板软垫63,气缸61分布安装于横梁1且气缸61的缸体紧固固定于横梁1,气缸61的活塞杆朝横梁1的下方延伸并与软垫座62紧固连接,压板软垫63固定设于软垫座62的底面,板材输送移动至顶面定位装置6的下方时,气缸61动作使活塞杆朝下伸出推动软垫座62连带压板软垫63软接触压于板材的顶面对板材的顶面进行定位。
19.对于本领域的技术人员来说,可根据以上描述的技术方案以及构思,做出其它各种相应的改变以及变形,而所有的这些改变以及变形都应该属于本实用新型权利要求的保护范围之内。