1.本实用新型涉及一种用于家具生产制造过程中对于沙发、椅子类部件进行开料、钻孔的刀具,属于家具生产制造切削加工刀具领域。
背景技术:
2.现代沙发椅常采用板木结合框架,用木方做横梁和直立支撑,结合多层复合板采用钉接方式制成的结构骨架。
3.此种结构材料成本较低,制作工艺简单,成型方便,制造效率高,是目前广泛采用的一种工艺结构。
4.但多层复合板材切割及钻孔难度大,且需要进行大量的板材切割和钻孔工艺,传统木工刀具一般采用焊接刀片或直刃形铣刀,在加工速度和寿命方面难以满足,浪费大量的换刀调试时间,工作效率低下。
技术实现要素:
5.本实用新型目的在于克服上述现有技术的不足,提供一种高性能螺旋刀。
6.本实用新型的技术方案是:一种高性能螺旋刀,由刀柄、切削部和钻尖组成,所述刀柄、切削部位和钻尖为硬质合金一体成型结构;
7.所述切削部上设有三条螺旋切削刃,所述切削部上还设有与切削刃相对应的螺旋排屑槽,所述螺旋切削刃的外壁上还设有波纹浅齿切削刃,所述波纹浅齿切削刃由不同大小的弧度构成波形切刃;
8.所述螺旋切削刃的芯厚为刀具刃径的0.4~0.6倍,所述螺旋切削刃前角的角度为15~24
°
,所述螺旋切削刃后角的角度为16~22
°
,所述螺旋切削刃的宽度为1.5~3.5mm;
9.所述钻尖上设有v形切削刃,所述钻尖的端角角度为110~130
°
,所述v形切削刃上设置有前角且其角度为5~15
°
,所述v形切削刃上设置有前角第一后角且其角度为10~18
°
,所述v形切削刃上设置有第一后角,所述第一后角的角度为20~35
°
且宽度为0.3~0.8mm。
10.优选的,所述螺旋排屑槽的螺旋角为15~30
°
。
11.优选的,所述波纹浅齿切削刃的波纹的深度为0.3~0.8mm。
12.本实用新型的有益效果是:本实用新型可实现用一把刀具实现对沙发、椅子类部件进行开料、钻孔的加工,由于无需更换刀具,且本实用新型的结构设计更为合理,本实用新型的加工效率相比传统刀具可提高50%,加工速度可达12
‑
15米/分钟。
附图说明
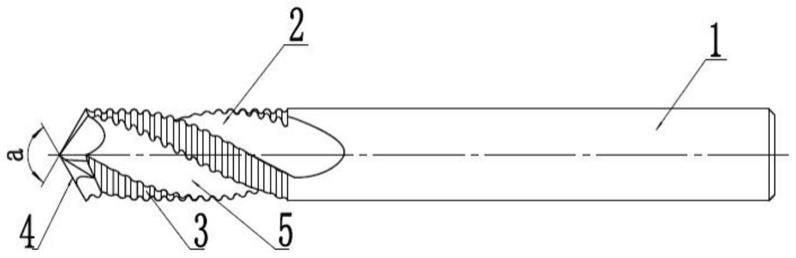
13.图1是本实用新型的结构示意图;
14.图2是本实用新型切削部的剖视图;
15.图3是本实用新型螺旋切削刃的结构示意图;
16.图4是本实用新型钻尖的俯视图;
17.图5是本实用新型v形切削刃的结构示意图。
具体实施方式
18.下面通过实施例,并结合附图,对本实用新型的技术方案作进一步具体的说明。
19.如图1所示,一种高性能螺旋刀,由刀柄1、切削部2和钻尖4组成;
20.其中,为满足高性能、长寿命的切削效果,所述刀柄1、切削部位2和钻尖4为硬质合金一体成型结构,其材料硬度hv30不低于2100,晶粒度0.4~0.6微米,钴含量3%~6%,;
21.所述切削部2上设有三条螺旋切削刃3,该结构有利于提高切削表面光洁度,且切削速度相比两刃更快;
22.如2所示,所述螺旋切削刃3的芯厚e为刀具刃径的0.4~0.6倍,所述螺旋切削刃3设置有前角f,所述前角f的角度为15~24
°
,所述螺旋切削刃3设置有后角b,所述后角b的角度为16~22
°
,所述螺旋切削刃的宽度k为1.5~3.5mm;
23.上述结构保证了刀具切削时足够的强度,且排屑效果好;
24.所述切削部2上还设有与切削刃相对应的螺旋排屑槽5,使刀具在下料和钻孔切削时效果更好,排屑更快;
25.优选的,所述螺旋排屑槽5的螺旋角为15~30
°
;
26.如图3所示,所述螺旋切削刃3的外壁上还设有波纹浅齿切削刃6,该结构在优化木屑成形的同时改善了工件的表面质量,保证刀具有更高的生产效率;
27.优选的,所述波纹的深度h为0.3~0.8mm;
28.具体的,波纹浅齿切削刃6由不同大小的弧度r1和r2构成波形切刃(复合r形状),防止应力集中及崩损,实现稳定加工,提高抗崩损性;
29.结合图4和图5所示,所述钻尖4上设有v形切削刃7,所述钻尖4的端角角度a为110~130
°
,所述v形切削刃7上设置有前角c,所述前角c的角度为5~15
°
,所述v形切削刃7上设置有前角第一后角f,所述前角第一后角f的角度为10~18
°
,所述v形切削刃7上设置有第一后角f1,所述第一后角f1的角度为20~35
°
,所述第一后角的宽度k为0.3~0.8mm;
30.上述结构可使本实用新型实现多层复合板材加工中的钻孔功能,且钻孔速度快,孔内壁光洁度高。
31.综上所述,本实用新型可实现用一把刀具实现对沙发、椅子类部件进行开料、钻孔的加工,由于无需更换刀具,且本实用新型的结构设计更为合理,本实用新型的加工效率相比传统刀具可提高50%,加工速度可达12
‑
15米/分钟。
32.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
33.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本实用新型。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
34.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种高性能螺旋刀,由刀柄、切削部和钻尖组成,其特征在于:所述刀柄、切削部位和钻尖为硬质合金一体成型结构;所述切削部上设有三条螺旋切削刃,所述切削部上还设有与切削刃相对应的螺旋排屑槽,所述螺旋切削刃的外壁上还设有波纹浅齿切削刃,所述波纹浅齿切削刃由不同大小的弧度构成波形切刃;所述螺旋切削刃的芯厚为刀具刃径的0.4~0.6倍,所述螺旋切削刃前角的角度为15~24
°
,所述螺旋切削刃后角的角度为16~22
°
,所述螺旋切削刃的宽度为1.5~3.5mm;所述钻尖上设有v形切削刃,所述钻尖的端角角度为110~130
°
,所述v形切削刃上设置有前角且其角度为5~15
°
,所述v形切削刃上设置有前角第一后角且其角度为10~18
°
,所述v形切削刃上设置有第一后角,所述第一后角的角度为20~35
°
且宽度为0.3~0.8mm。2.根据权利要求1所述的一种高性能螺旋刀,其特征在于:所述螺旋排屑槽的螺旋角为15~30
°
。3.根据权利要求1所述的一种高性能螺旋刀,其特征在于:所述波纹浅齿切削刃的波纹的深度为0.3~0.8mm。
技术总结
本实用新型公开了一种高性能螺旋刀,由刀柄、切削部和钻尖组成,刀柄、切削部位和钻尖为硬质合金一体成型结构,切削部上设有三条螺旋切削刃,切削部上还设有与切削刃相对应的螺旋排屑槽,螺旋切削刃的外壁上还设有波纹浅齿切削刃,波纹浅齿切削刃由不同大小的弧度构成波形切刃,钻尖上设有V形切削刃,钻尖的端角角度为110~130
技术研发人员:夏浩 文志民 徐荣 叶敏燕
受保护的技术使用者:浙江浪潮精密机械有限公司
技术研发日:2021.01.29
技术公布日:2021/12/28