1.本实用新型属于门套制造装配技术领域,尤其涉及一种用于组合门套施胶、拼装的生产装置。
背景技术:
2.组合门套是室内装潢行业常见的装饰木料,主要功能是固定门扇和保护墙角、装饰等,常在装修、装潢过程中,用来保护门扇免遭刮伤、腐蚀、破损、脏污等。
3.组合门套的常规生产过程是人工施胶,拼装,再放置压机压合,最后取出,各个工序上下料作业频繁,工序不顺畅,人力需求高,生产效率低。基于此,本实用新型专利提供了一种组合门套自动涂胶、拼装的生产装置,以解决上述问题。
技术实现要素:
4.本实用新型提供一种用于组合门套施胶、拼装的生产装置,旨在解决上述背景中提到的工序不顺畅,人力需求高,生产效率低的问题。
5.本实用新型是这样实现的,一种用于组合门套施胶、拼装的生产装置,包括操作台、上料输送台、施胶机、单向输送台、预组台、保压台和出料输送台。
6.所述操作台安装在所述上料输送台的一侧。
7.所述施胶机安装在所述上料输送台上。
8.所述单向输送台安装在所述上料输送台的输送端。
9.所述单向输送台一侧安装所述上料输送台,另一侧安装有所述预组台。
10.所述预组台侧表面安装有保压台。
11.所述保压台的侧表面安装有所述出料输送台。
12.优选的,所述上料输送台包括光电传感器一、电机、靠栅、连接块、安装架和固定滚杠。
13.所述光电传感器一安装在所述安装架上,多个所述固定滚杠通过轴承座均匀的转动安装在所述安装架上。
14.多个所述连接块安装在所述安装架上,三个所述靠栅可拆卸连接所述连接块。
15.所述电机固定安装在所述安装架上,所述电机通过皮带传动连接多个所述固定滚杠。
16.优选的,所述施胶机包括光电传感器二、双组胶枪、胶枪固定架、胶机桶和调节旋钮。
17.所述光电传感器二安装在所述安装架上,所述胶枪固定架和胶机桶安装所述安装架的侧表上。
18.所述双组胶枪安装在所述胶枪固定架上,所述双组胶枪通过管道连接所述胶机桶,所述双组胶枪的输出端正对所述固定滚杠。
19.所述双组胶枪上安装有所述调节旋钮。
20.优选的,所述单向输送台包括侧推气缸、固定架和光电传感器三。
21.所述固定架固定安装在所述安装架的侧壁上,所述侧推气缸固定安装在所述固定架上,所述光电传感器三安装在所述安装架上,且所述光电传感器三与所述固定架的距离为cm。
22.优选的,所述预组台包括光电传感器四、台架一、条形平台一、升降动力滚杠一、分轨气缸、升降挡板、侧压组件一和垂直预压组件一。
23.所述升降动力滚杠一包括滚杠气缸、滚杠架、滚杠和滚杠电机。
24.多个所述滚杠均匀的固定在所述滚杠架上,所述滚杠架固定连接所述滚杠气缸的伸缩端,所述滚杠气缸固定安装在所述台架一上,所述滚杠电机安装在所述台架一上,所述滚杠电机传动连接所述滚杠。
25.所述条形平台一安装在所述台架一上,所述光电传感器四安装在所述条形平台一上。
26.六个所述分轨气缸安装在所述条形平台一和滚杠之间,所述升降挡板安装在所述台架一上。
27.优选的,所述侧压组件一包括平台导轨、压板、底板、驱动电机、转轴、轴承固定块、齿轮、条齿。
28.四条所述平台导轨安装在所述条形平台一上,四条所述平台导轨通过滑块滑动连接所述底板,所述底板侧表面固定连接所述压板,所述驱动电机安装在底板上。
29.所述驱动电机上传动安装所述转轴,所述轴承固定块安装在底板上,所述转轴贯穿所述轴承固定块。
30.所述转轴上固定安装所述齿轮,和所述齿轮相配合的条齿安装在所述台架一上,且所述齿轮和所述条齿相啮合。
31.优选的,多个所述垂直预压组件一安装在所述台架一上,所述垂直预压组件一包括预压气缸、固定块、压料轮组和对射传感器。
32.所述固定块安装在所述台架一上,两个所述预压气缸设置在所述固定块的上表面上,两个所述压料轮组固定连接对应的所述预压气缸的伸缩端。
33.所述对射传感器固定安装在所述固定块上,且所述对射传感器设置在两个所述压料轮组之间。
34.优选的,所述保压台包括光电传感器五、台架二、条形平台二、升降动力滚杠二、侧压组件二和垂直预压组件二。
35.所述条形平台二安装在所述台架二上,所述光电传感器五安装在所述条形平台二上,所多个述升降动力滚杠二安装在所述台架二上。
36.所述侧压组件二安装在所述条形平台二上,多个所述垂直预压组件二均匀的安装在所述条形平台二上。
37.与现有技术相比,本实用新型的有益效果是:本实用新型的一种用于组合门套施胶、拼装的生产装置,通过上料输送台进行送料,提高送料效率,同时门套经过施胶机时,施胶机对两个门套之间进行施胶,自动施胶,节省人力,降低人工成本;且上料输送台连接单向输送台、保压台和出料输送台,可将传统的人工施胶、拼装压合工序整合在一条生产线上,增加了各工序间的连续性,具有自动施胶、拼装压合功能,施胶、拼装门套的稳定性和准
确度高;通过设置预组台和保压台对门套两次压合,将压合工序时间平分,节省压合时间;同时上料输送台上安装有可调节的连接块,通过调节连接块调节靠栅的位置,便于不同门套的输送压合,适用范围更广泛,更值得推广使用;安装有操作台,通过操作台控制此装置,减少人工操作,安全性更高;且此装置组合门套的种类更多、人工成本低,生产效率高,组合成品率高。
附图说明
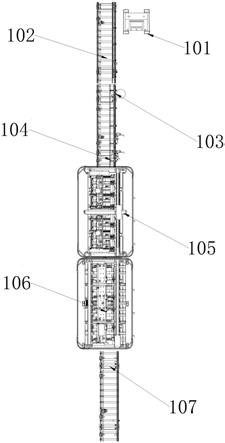
38.图1为本实用新型的整体的俯视图;
39.图2为本实用新型的上料输送台的结构示意图;
40.图3为本实用新型的施胶机的结构示意图;
41.图4为本实用新型的单向输送台的结构示意图;
42.图5为本实用新型的预组台的结构示意图;
43.图6为本实用新型的保压台的结构示意图;
44.图中:101、操作台;102、上料输送台;103、施胶机;104、单向输送台; 105、预组台;106、保压台;107、出料输送台;200、光电传感器一;201、电机;202、靠栅;203、连接块;204、安装架;205、固定滚杠;301、光电传感器二;302、双组胶枪;303、胶枪固定架;304、胶机桶;305、调节旋钮;401、侧推气缸;402、固定架;403、光电传感器三;500、光电传感器四;501、台架一;502、条形平台一;503、升降动力滚杠一;5030、滚杠气缸;5031、滚杠架;5032、滚杠;5033、滚杠电机;504、分轨气缸;505、升降挡板;506、侧压组件一;5060、平台导轨;5061、压板;5062、底板;5063、驱动电机;5064、转轴;5065、轴承固定块;5066、齿轮;5067、条齿;507、垂直预压组件一;5071、预压气缸;5072、固定块;5073、压料轮组;5074、对射传感器; 600、光电传感器五;601、台架二;602、条形平台二;603、升降动力滚杠二; 604、侧压组件二;605、垂直预压组件二。
具体实施方式
45.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
46.请参阅图1,本实用新型提供一种技术方案:一种用于组合门套施胶、拼装的生产装置,包括操作台101、上料输送台102、施胶机103、单向输送台104、预组台105、保压台106和出料输送台107,操作台101安装在上料输送台102 的一侧,施胶机103安装在上料输送台102上,单向输送台104安装在上料输送台102的输送端,单向输送台104一侧安装上料输送台102,另一侧安装有预组台105,预组台105侧表面安装有保压台106,保压台106的侧表面安装有出料输送台107。
47.其中,操作台101内部可以安装有可编程控制器,操作台101可通过内部的可编程控制器电性连接上料输送台102、施胶机103、单向输送台104、预组台105、保压台106和出料输送台107中的用电元件,进而对上料输送台102、施胶机103、单向输送台104、预组台105、保压台106和出料输送台107进行控制,操作更便利,出料输送台107和上料输送台102具有相同的结构,可运输组合拼装后的门套,节省人搬运,安全性更高。
48.请参阅图2,上料输送台102包括光电传感器一200、电机201、靠栅202、连接块203、安装架204和固定滚杠205,光电传感器一200安装在安装架204 上,多个固定滚杠205通过轴承座均匀的转动安装在安装架204上,多个连接块203安装在安装架204上,三个靠栅202可拆卸连接连接块203,电机201 固定安装在安装架204上,电机201通过皮带传动连接多个固定滚杠205。
49.其中,光电传感器一200在有物体经过时发送电信号给操作台101内的可编程控制器,进而控制电机201的电源,驱动固定滚杠205转动,进而输送待加工的门套,同时靠栅202可在连接块203上移动,调节靠栅202的位置,便于不同尺寸的门套通过,适用范围更广泛。
50.请参阅图3,施胶机103包括光电传感器二301、双组胶枪302、胶枪固定架303、胶机桶304和调节旋钮305,光电传感器二301安装在安装架204上,胶枪固定架303和胶机桶304安装安装架204的侧表上,双组胶枪302安装在胶枪固定架303上,双组胶枪302通过管道连接胶机桶304,双组胶枪302的输出端正对固定滚杠205,双组胶枪302上安装有调节旋钮305。
51.此外,光电传感器二301可检测是否有物体经过,在有物体经过时可发送电信号给操作台101内的可编程控制器,胶机桶304上安装有气压表及增压泵,提高胶机桶304内部的气压,推动胶体运动,进而将胶体输送进双组胶枪302 中,对门套的连接处喷射胶体,对门套进行粘接,稳定性更高,且双组胶枪302 其中一组故障,另一组可续接,实现连续施胶供应,保证生产稳定,同时调节旋钮305可调节胶体的流量,根据不同的门套进行粘接。
52.请参阅图4,单向输送台104包括侧推气缸401、固定架402和光电传感器三403,固定架402固定安装在安装架204的侧壁上,侧推气缸401固定安装在固定架402上,光电传感器三403安装在安装架204上,且光电传感器三403 与固定架402的距离为10cm。
53.另外,光电传感器三403可检测是否有物体经过,在有物体经过时可发送电信号给操作台101内的可编程控制器,操作台101控制侧推气缸401进行伸缩,进而推动门套,使竖直的门套变为横向,将门套垂直行进变为水平行进,便于下一步胶合。
54.请参阅图5,预组台105包括光电传感器四500、台架一501、条形平台一 502、升降动力滚杠一503、分轨气缸504、升降挡板505、侧压组件一506和垂直预压组件一507,升降动力滚杠一503包括滚杠气缸5030、滚杠架5031、滚杠5032和滚杠电机5033,多个滚杠5032均匀的固定在滚杠架5031上,滚杠架5031固定连接滚杠气缸5030的伸缩端,滚杠气缸5030固定安装在台架一 501上,滚杠电机5033安装在台架一501上,滚杠电机5033传动连接滚杠5032,条形平台一502安装在台架一501上,光电传感器四500安装在条形平台一502 上,六个分轨气缸504安装在条形平台一502和滚杠5032之间,升降挡板505 安装在台架一501上,侧压组件一506包括平台导轨5060、压板5061、底板 5062、驱动电机5063、转轴5064、轴承固定块5065、齿轮5066、条齿5067,四条平台导轨5060安装在条形平台一502上,四条平台导轨5060通过滑块滑动连接底板5062,底板5062侧表面固定连接压板5061,驱动电机5063安装在底板5062上,驱动电机5063上传动安装转轴5064,轴承固定块5065安装在底板5062上,转轴5064贯穿轴承固定块5065,转轴5064上固定安装齿轮5066,和齿轮5066相配合的条齿5067安装在台架一501上,且齿轮5066和条齿5067 相啮合,多个垂直预压组件一507安装在台架一501上,垂直预压组件一507 包括预压气缸5071、固定块5072、压料轮组5073和对射传感器5074,固定块 5072安装在台架一501上,两个预压气缸5071设置在固定块5072的上
表面上,两个压料轮组5073固定连接对应的预压气缸5071的伸缩端,对射传感器5074 固定安装在固定块5072上,且对射传感器5074设置在两个压料轮组5073之间。
55.进一步,门套和对接套进入预组台105之前,此时分轨气缸504气缸轴是伸出的,用以门套和对接套分轨,门套和对接套经过光电传感器四500时,光电传感器四500发送电信号给操作台101内的可编程控制器,触发升降挡板505 生气将门套和对接套挡住,同时分轨气缸504收缩,此时门套和对接套水平置于条形平台一502上,门套和对接套中间无组合障碍,之后两组侧压组件一506 的驱动电机5063同步启动,带动转轴5064和齿轮5066转动,沿条齿5067方向运动,压板5061推动对接套挡住对射传感器5074,触发多组垂直预压组件一507,预压气缸5071推动压料轮组5073下压,将变形门套和对接套压直,两侧侧压组件一506继续侧压,使门套和对接套相压合,压合延时结束后,两组侧压组件一506退回,多组垂直预压组件一507退回,同时升降挡板505退回,升降动力滚杠一503运行升起将门套和对接套输送至后工序。
56.请参阅图6,保压台106包括光电传感器五600、台架二601、条形平台二 602、升降动力滚杠二603、侧压组件二604和垂直预压组件二605,条形平台二602安装在台架二601上,光电传感器五600安装在条形平台二602上,所多个述升降动力滚杠二603安装在台架二601上,侧压组件二604安装在条形平台二602上,多个垂直预压组件二605均匀的安装在条形平台二602上。
57.具体的是,保压台106中的侧压组件二604和垂直预压组件二605与预组台105中的侧压组件一506和垂直预压组件一507具有相同结构,光电传感器五600感应到门套和对接门套后传输电信号给操作台101内的可编程控制器,进而触发升降动力滚杠二603下降,此时预装好的门套和对接门套水平置于条形平台二602上,多组垂直预压组件二605下压,之后侧压组件二604对门套和对接门套侧压,对门套和对接门套再次保压,压合工序时间长,通过预组台 105和保压台106两次压合,将压合工序时间平分,进而压合更均匀,同时提高生产节奏及生产效率。
58.本实用新型的工作原理及使用流程:本实用新型安装好过后,启动操作台 101,人工将门套竖放、对接套横放分别置于靠栅202分隔的两个轨道区,光电传感器一200感应到门套和对接套,触发电机201驱动固定滚杠205转动,进而输送门套和对接套靠栅202到达施胶机103区域,光电传感器二301感应到门套,触发增压泵打开通过气压推动胶机桶304进行供胶,通过胶管输送至双组胶枪302施胶门套中的梳齿槽,打胶后的门套由固定滚杠205输送至单向输送台104,光电传感器三403感应门套触发侧推气缸401顶出,将门套竖直变为横向,到达预组台105,此时分轨气缸504气缸轴是伸出的,用于门套和对接套分轨,门套和对接套输送至光电传感器四500,感应触发升降挡板505升起将门套和对接套挡住,并触发电机201停使滚杠5032停转,再使滚杠气缸5030收缩,带动升降动力滚杠一503下降,同时分轨分轨气缸504气缸轴收缩,此时门套和对接套,水平置于条形平台一502上,门套和对接套中间无组合障碍,之后两组侧压组件一506的驱动电机5063同步启动,带动转轴5064和齿轮5066转动,沿条齿5067方向运动,侧压板5061推动对接套直至挡住对射传感器5074,触发多组垂直预压组件一507,预压气缸5071推动压料轮组5073 下压,将变形门套和对接套压直,两组侧压组件一506继续侧压,将门套和对接套中的梳齿槽相压合,压合延时结束后,两组侧压组件一506退回,多组垂直预压组件一507退回,同时升降挡板505退回,升降动力滚杠
一503运行升起,将门套和对接套顶起输送至保压台106,光电传感器五600感应门套和对接套,触发升降动力滚杠二603下降,此时组合好的门套和对接套水平置于条形平台二602上,多组垂直预压组件二605下压,再两组侧压组件二604侧压,对门套和对接套再次保压,保证门套和对接套的结合强度,之后到达出料输送台107,由出料输送台107送出结合完成的门套和对接套。
59.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。