1.本发明涉及工业用品技术领域,具体地,涉及一种工业创可贴的制备方法,尤其是一种修补用品,或者用于管道或线缆修补的胶带的制备方法,它是一种基于甲硅烷基改性聚合物的工业创可贴的制备方法。
背景技术:
2.在工业生产和日常生活中,由于使用过程中的磨损和老化,管道和线缆常常会发生破损,管道被用于输送物质,线缆用于输送电力等,其损坏势必导致生产、生活的中断,为了降低影响,期望能够减少停产维修的时间,甚至期望能够实现不停产抢修。
3.常规的维修操作是更换破损的管道或线缆,但是更换需要较长的时间,并且在一些应用场合中,更换变得异常困难,例如,管道接口锈蚀严重时,拆卸难于进行,强行拆卸可能会造成更大的破坏;再比如,在煤矿的采煤作业层中,维修应极力避免使用可能产生火花的操作,因此对管道进行切割或焊接这样的常规操作都无法应用。已知有使用粘固胶带进行管道和线缆修补的维修手段,粘固胶带进行维修的可应用性需要考虑应用环境的腐蚀性、温度、压力等条件,在粘固胶带的选用和设计上应当考虑其抗腐蚀性、耐高、低温性、抗冲击性、绝缘性和阻燃性等。
4.在现有的工业用粘固胶带中,应用相对较多的是紫外线固化型胶带,除此之外,也研究了需要电子束固化的胶带,无论是紫外线还是电子束,它们都需要外部辐射源实现固化,这增加了对施工条件的要求,例如,在煤矿应用中,不希望引入光和电,以避免可能的危险因素,因此,这一类固化胶带并不适合特定应用场景。而且,在同时对抗腐蚀性、耐高温性和抗压力性提出高要求的应用场合,在现有的便捷应用、快速固化的粘固胶带中很难做出选择,其中一个原因是,大多数粘固胶带在高温条件下要么粘固失效,要么因为长期高温使用导致材料变性,丧失了机械强度,因此,期望提供更多粘固或固化胶带的选择。
5.此外,固化胶带的应用需要严格按照操作规范实施才能保证较好的防漏、防腐和抗冲击效果,但现有的工业创可贴在施工操作方面的便捷性有待提高,并未提供辅助性的工具来执行严格的操作。
技术实现要素:
6.本发明的目的在于至少部分地克服现有技术的缺陷,提供一种新型的工业创可贴的制备方法。
7.本发明的目的还在于提供一种对施工条件要求简单的工业创可贴的制备方法。
8.本发明的目的还在于提供一种耐高温性和热稳定性好的工业创可贴的制备方法。
9.本发明的目的还在于提供一种便于执行施工操作规范的工业创可贴的制备方法。
10.为达到上述目的或目的之一,本发明的技术解决方案如下:
11.一种基于甲硅烷基改性聚合物的工业创可贴的制备方法,所述工业创可贴包括基带层和粘结层,所述制备方法包括:
12.制备甲硅烷基改性聚合物,作为粘合剂前体;
13.基于所述粘合剂前体制备粘合物材料;以及
14.将所述粘合物材料与基带层结合,形成工业创可贴。
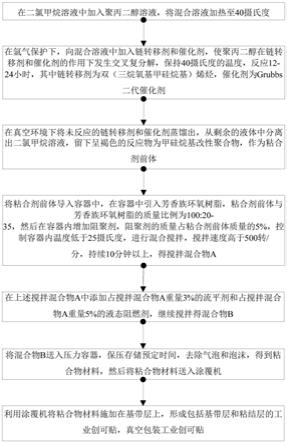
15.根据本发明的一个优选实施例,所述制备方法包括:
16.步骤a:在二氯甲烷溶液中加入聚丙二醇溶液,将混合溶液加热至40摄氏度;
17.步骤b:在氩气保护下,向混合溶液中加入链转移剂和催化剂,使聚丙二醇在链转移剂和催化剂的作用下发生交叉复分解,保持40摄氏度的温度,反应12-24小时,其中链转移剂为双(三烷氧基甲硅烷基)烯烃,催化剂为grubbs二代催化剂;
18.步骤c:在真空环境下将未反应的链转移剂和催化剂蒸馏出,从剩余的液体中分离出二氯甲烷溶液,留下呈褐色的反应物为甲硅烷基改性聚合物,作为粘合剂前体;
19.步骤d:将粘合剂前体导入容器中,在容器中引入芳香族环氧树脂,粘合剂前体与芳香族环氧树脂的质量比例为100:20-35,然后在容器内增加阻聚剂,阻聚剂的质量占粘合剂前体质量的5%,控制容器内温度低于25摄氏度,进行混合搅拌,搅拌速度高于500转/分,持续10分钟以上,得搅拌混合物a;
20.步骤e:在上述搅拌混合物a中添加占搅拌混合物a重量3%的流平剂和占搅拌混合物a重量5%的液态阻燃剂,继续搅拌得混合物b;
21.步骤f:将混合物b送入压力容器,保压存储预定时间,去除气泡和泡沫,得到粘合物材料,然后将粘合物材料送入涂覆机;以及
22.步骤g:利用涂覆机将粘合物材料施加在基带层上,形成包括基带层和粘结层的工业创可贴,真空包装工业创可贴。
23.根据本发明的一个优选实施例,所述聚丙二醇溶液为聚丙二醇-二丙烯酸二乙二醇酯溶液。
24.根据本发明的一个优选实施例,在步骤b中,氩气是流动的,以移除反应过程中形成的乙烯。
25.根据本发明的一个优选实施例,所述制备方法还包括:
26.在步骤e中,向搅拌混合物a中加入除水剂,所述除水剂为重量比为1:4的原甲酸甲酯和乙酸乙酯的混合液,除水剂与搅拌混合物a的重量比为1:40。
27.根据本发明的一个优选实施例,所述流平剂为聚二甲基硅氧烷;和/或
28.所述液体阻燃剂为甲基膦酸二甲酯;和/或
29.所述阻聚剂为对苯二酚。
30.根据本发明的一个优选实施例,在步骤f中,在混合物b被送入压力容器后,在保压开始之前,向混合物b中加入消泡剂。
31.根据本发明的一个优选实施例,在步骤e中,所述制备方法还包括向搅拌混合物a中加入填料,填料的添加量由搅拌混合物a的流平度决定,所述填料为硅微粉、滑石粉和/或碳酸钙。
32.根据本发明的一个优选实施例,所述制备方法还包括:
33.在步骤g中,在基带层的待施加粘结层的表面的背侧上形成角度指示线和搭接指示线,所述角度指示线用于表示该角度指示线与基带层的横向边缘之间形成的锐角的角度,并且所述搭接指示线用于指示工业创可贴螺旋缠绕时待粘贴的上层与已粘贴的下层之
间的搭接宽度占工业创可贴的宽度的比例,其中,搭接宽度为待粘贴的上层与已粘贴的下层之间重合的部分沿工业创可贴的宽度方向的尺寸。
34.根据本发明的一个优选实施例,在涂覆机中通过压印形成所述角度指示线和搭接指示线,所述角度指示线和搭接指示线的形成在将粘合物材料施加在基带层上之前完成。
35.根据本发明的一个优选实施例,所述基带层由无碱玻璃纤维布形成。
36.本发明提供了一种新颖的工业创可贴的制备方法,它是用于生产一种基于甲硅烷基改性聚合物的工业创可贴,通过使聚丙二醇(特别是聚丙二醇-二丙烯酸二乙二醇酯)在双(三烷氧基甲硅烷基)烯烃作为链转移剂的条件下发生交叉复分解反应,得到甲硅烷基改性聚合物,该物质可以通过1d nmr和ftir光谱和质谱分析表征,甲硅烷基改性聚合物遇水固化,固化速度适中,将它作为一种粘合剂前体获得的粘合物材料能够保持遇水固化性。基于甲硅烷基改性聚合物的工业创可贴不需要引入光或电子束或热来实现固化,在使用中可以通过主动接触水或者放置在空气中与水蒸气接触即可固化,因此,操作简便,使用时无需特殊设备,无需加热或用明火,并且可在水下使用,因此,对施工条件要求非常低,适用于船舶、矿山、电厂等工矿企业中各类管道、电缆、电缆接头的维修。
37.所获得的粘合剂前体经tga(热重分析)和dsc分析观察到了很好的热稳定性,固化成型后的材料能耐高温达400摄氏度,材料性能依链转移剂和催化剂的选取以及原料的比例会有改变,但总体呈现出耐高温的特性,并且在高温条件下不易变性,另一方面本发明的基带层采用无碱玻璃纤维布,其也具有好的耐高温性,因此,本发明的制备方法获得的工业创可贴可适用于高温环境中。此外,甲硅烷基改性聚合物的流变学分析表明它具有良好的流变性能,相应的甲硅烷交联共聚物表现出的断裂伸长率和铁粘合性均高于作为对比的bostik(波士胶)smp 7003。
38.进一步地,在湿气固化性胶基础上增加了环氧树脂胶黏剂,使得工业创可贴本身具有一定的粘性,该粘性有利于粘贴,特别是在待修补管道粗糙、肮脏或者没有主动触水、并且空气较干燥的情况下,在这样的工况下,湿气固化胶固化时间延长,那么粘贴的工业创可贴可以借助环氧树脂胶黏剂的粘性固着在管道上,这一方面起到了增强粘结性能的作用,一方面也是辅助施工的手段,便于工业创可贴的粘贴,待基于甲硅烷基改性聚合物的固化起作用后,工业创可贴即可达到预期的修补效果。
39.此外,根据本发明提供的制备方法制备的工业创可贴,包括基带层和粘结层,在基带层的背面设置了角度指示线和搭接指示线,它们能够指示工业创可贴螺旋缠绕时上层和下层重叠的比例,方便严格执行施工操作规范。在工业创可贴的产品使用说明中,规定了不同应用场景时工业创可贴的搭接比例,那么可以根据待修补的管道或线缆的直径和搭接比例推算出执行该搭接比例的工业创可贴的横向边与管道或线缆的母线之间的角度,有了角度指示线,操作人员能够轻易确定工业创可贴相对于管道或线缆的纵向轴线倾斜多少能够基本准确地获得所期望的搭接比例,并且在缠绕工业创可贴的过程中,在基带层上还能看到搭接指示线,以验证实际的搭接比例是否符合要求,因此,根据本发明提供的工业创可贴为施工操作提供了辅助性的工具,可以方便地执行施工操作规范。
附图说明
40.图1示出了根据本发明的一个实施例的基于甲硅烷基改性聚合物的工业创可贴的
制备方法的主要步骤;
41.图2为根据本发明的一个实施例的基于甲硅烷基改性聚合物的工业创可贴的制备方法的流程图;
42.图3示出了根据本发明的一个实施例的基于甲硅烷基改性聚合物的工业创可贴的制备方法中甲硅烷基改性聚合物的制备和固化过程;
43.图4为根据本发明的一个实施例的基于甲硅烷基改性聚合物的工业创可贴的制备方法制备的工业创可贴的示意图;
44.图5为根据本发明的一个实施例的基于甲硅烷基改性聚合物的工业创可贴的制备方法制备的工业创可贴的截面视图;
45.图6为根据本发明的一个实施例的基于甲硅烷基改性聚合物的工业创可贴的制备方法制备的工业创可贴的背面视图;
46.图7为根据本发明的又一个实施例的基于甲硅烷基改性聚合物的工业创可贴的制备方法制备的工业创可贴的背面视图;
47.图8为根据本发明的再一个实施例的基于甲硅烷基改性聚合物的工业创可贴的制备方法制备的工业创可贴的背面视图;以及
48.图9示意性地示出了搭接比例与管道的周长和工业创可贴的宽度之间的关系。
具体实施方式
49.下面结合附图详细描述本发明的示例性的实施例,其中相同或相似的标号表示相同或相似的元件。另外,在下面的详细描述中,为便于解释,阐述了许多具体的细节以提供对本披露实施例的全面理解。然而明显地,一个或多个实施例在没有这些具体细节的情况下也可以被实施。在其他情况下,公知的结构和装置以图示的方式体现以简化附图。
50.工业创可贴区别于医用创可贴,为一种用于破损或泄露点的修补的工业创可贴组件,它的典型应用是用于管道或线缆的修补。工业创可贴可用于船舶、矿山、电厂、机械、化工等各类工矿企业中的各类管道、电缆、电缆接头的维修和预防保护中,特别是在采矿应用中,用于管道、电缆接头、电缆的维护和紧急修复,在电力电缆中,用于接头部位的铠装保护、电力电缆护套的修补及电缆中间接头的外护,用于各类管道管线的快速防漏修补,并可用于管道的铠装保护层,可大大降低因各类管道渗漏和管线磨损所造成的各项损失和抢修费用。
51.根据本发明的总体发明构思,提供了一种基于甲硅烷基改性聚合物的工业创可贴的制备方法,所述工业创可贴包括基带层和粘结层,所述制备方法包括:制备甲硅烷基改性聚合物,作为粘合剂前体;基于所述粘合剂前体制备粘合物材料;以及将所述粘合物材料与基带层结合,形成工业创可贴。
52.本发明是根据制备的甲硅烷基改性聚合物具有遇水固化的特性,基于此将甲硅烷基改性聚合物构造为粘合剂前体,制备粘合物材料,从而在粘合物材料与基带层结合后形成工业创可贴,下面结合图2详细描述基于甲硅烷基改性聚合物的工业创可贴的制备方法。
53.基于甲硅烷基改性聚合物的工业创可贴的制备方法包括:
54.步骤a:提供反应发生器,在反应发生器中加入二氯甲烷溶液,然后在二氯甲烷溶液中加入聚丙二醇溶液,将混合溶液加热至40摄氏度,二氯甲烷的沸点在39.8摄氏度,因此
在混合溶液被加热至40摄氏度时,混合溶液剧烈扰动,能够加速后续反应的进行。在一个具体实施例中,二氯甲烷溶液和聚丙二醇溶液的质量比为100:40。步骤b:向反应发生器中供应氩气,在氩气保护下,向混合溶液中加入链转移剂和催化剂,使聚丙二醇在链转移剂和催化剂的作用下发生交叉复分解,保持40摄氏度的温度,反应12-24小时,其中链转移剂(cta)为双(三烷氧基甲硅烷基)烯烃,催化剂为grubbs二代催化剂,参见图3。grubbs二代催化剂是钌催化剂,通过ru催化的串联开环插入置换(roimp)和交叉复分解(cm)反应生成甲硅烷基改性聚合物。在一个实施例中,聚丙二醇、链转移剂和催化剂的质量比例为200:400:20。在步骤b中,氩气是流动的,以移除反应过程中形成的乙烯,氩气的供应流量可调。
55.步骤c:在真空环境下将未反应的链转移剂和催化剂蒸馏出,从剩余的液体中分离出二氯甲烷溶液,留下呈褐色的反应物为甲硅烷基改性聚合物,作为粘合剂前体。在室温下,褐色的反应物与二氯甲烷溶液分层,因此,可以通过静止混合溶液,待分层后分离二者。
56.本发明提供的工业创可贴的制备方法,通过使聚丙二醇(特别是聚丙二醇-二丙烯酸二乙二醇酯)在双(三烷氧基甲硅烷基)烯烃作为链转移剂的条件下发生交叉复分解反应,得到甲硅烷基改性聚合物,该物质可以通过1d nmr和ftir光谱和质谱分析表征,甲硅烷基改性聚合物遇水固化,固化速度适中,将它作为一种粘合剂前体获得的粘合物材料能够保持遇水固化性。这样,基于甲硅烷基改性聚合物的工业创可贴可以不需要引入光或电子束或热来实现固化,在使用中可以通过主动接触水或者放置在空气中与水蒸气接触即可固化,因此,操作简便,使用时无需特殊设备,无需加热或用明火,并且可在水下使用,因此,对施工条件要求非常低,适用于船舶、矿山、电厂等工矿企业中各类管道、电缆、电缆接头的维修。
57.丙烯酸酯转化率反应了交叉复分解反应的程度,交叉复分解反应的进行与聚丙二醇、链转移剂和催化剂的使用用量有关,下表比较了不同用量比例对丙烯酸酯转化率的影响,其中a:聚丙二醇;b:链转移剂;c:催化剂。反应条件是:在二氯甲烷溶液中,在氩气流保护下,40摄氏度,反应24小时,通过1h nmr光谱确定丙烯酸酯转化率。
58.表1
[0059][0060][0061]
在制备过程中,可以通过测量丙烯酸酯转化率调整聚丙二醇、链转移剂和催化剂的用量配比,以期获得更深入的交叉复分解反应。除了grubbs二代催化剂(g2),其它可用的催化剂还包括grubbs三代催化剂(g3)、hoveyda-grubbs二代催化剂、德国优美科公司的m73-sipr催化剂。对于不同的催化剂,也能观测到丙烯酸酯转化率的差别,采用grubbs二代催化剂是经济、便宜的,并且丙烯酸酯转化率具有优势。对于链转移剂,双(三烷氧基甲硅烷基)烯烃能够从市面上直接采购,并且它具有可以在低压下蒸馏的优势,因此,有利于后续
将未反应的链转移剂蒸馏掉。
[0062]
所获得的粘合剂前体经tga(热重分析)和dsc分析观察到了很好的热稳定性,固化成型后的材料能耐高温达400摄氏度,材料性能依链转移剂和催化剂的选取以及原料的比例会有改变,但总体呈现出耐高温的特性,并且在高温条件下不易变性。下表为采用上述步骤a-c制备的粘合剂前体的热特性,其中交叉复分解反应的时间保持24小时。
[0063]
表2
[0064][0065]
其中,t
10%d
和t
20%d
表示降解温度,通过tga分析可以确定,它们分别表示在该温度下质量损失的比率是10%和20%,tg表示玻璃转换温度,δh表示结晶热焓。
[0066]
另一方面本发明的基带层采用无碱玻璃纤维布,其也具有好的耐高温性,因此,本发明的制备方法获得的工业创可贴可适用于高温环境中。此外,甲硅烷基改性聚合物的流变学分析表明它具有良好的流变性能,相应的甲硅烷交联共聚物表现出的断裂伸长率和铁粘合性均高于作为对比的bostik(波士胶)smp 7003。
[0067]
步骤d:将粘合剂前体导入搅拌容器中,在容器中引入芳香族环氧树脂,粘合剂前体与芳香族环氧树脂的质量比例为100:20-35,然后在容器内增加阻聚剂,阻聚剂的质量占粘合剂前体质量的5%,控制容器内温度低于25摄氏度,进行混合搅拌,搅拌速度高于500转/分,持续10分钟以上,得搅拌混合物a;在25摄氏度温度下,使芳香族环氧树脂保持液态进行搅拌,这里,阻聚剂采用对苯二酚,利用阻聚剂阻止粘合剂前体的成分与芳香族环氧树脂发生聚合反应。
[0068]
步骤e:在上述搅拌混合物a中添加占搅拌混合物a重量3%的流平剂和占搅拌混合物a重量5%的液态阻燃剂,其中,流平剂采用聚二甲基硅氧烷,液体阻燃剂采用甲基膦酸二甲酯,然后向搅拌混合物a中加入除水剂,所述除水剂为重量比为1:4的原甲酸甲酯和乙酸乙酯的混合液,除水剂与搅拌混合物a的重量比为1:40,继续搅拌得混合物b。流平剂增加混合物的流变性质,除水剂的使用可以降低在后续的加工过程中与空气接触或引入材料带来的水含量,避免粘合剂前体遇水固化,除水剂的作用可以在工业创可贴的整个包装有效期内起作用。
[0069]
步骤f:将混合物b送入压力容器,保压存储预定时间,去除气泡和泡沫,得到粘合物材料,然后将粘合物材料送入涂覆机。优选地,在步骤f中,在混合物b被送入压力容器后,在保压开始之前,向混合物b中加入消泡剂,消泡剂采用byk-a 500。
[0070]
步骤g:利用涂覆机将粘合物材料施加在基带层上,形成包括基带层和粘结层的工业创可贴,真空包装工业创可贴。
[0071]
图4和图5示出了根据本发明的实施例的基于甲硅烷基改性聚合物的工业创可贴的制备方法制备的工业创可贴11,工业创可贴11由两层材料构成,包括基带层111和设置在基带层111上的粘结层112。
[0072]
在本发明中,在湿气固化性胶基础上增加了环氧树脂胶黏剂,使得工业创可贴本身具有一定的粘性,该粘性有利于粘贴,特别是在待修补管道粗糙、肮脏或者没有主动触
水、并且空气较干燥的情况下,在这样的工况下,湿气固化胶固化时间延长,那么粘贴的工业创可贴可以借助环氧树脂胶黏剂的粘性固着在管道上,这一方面起到了增强粘结性能的作用,一方面也是辅助施工的手段,便于工业创可贴的粘贴,待基于甲硅烷基改性聚合物的固化起作用后,工业创可贴即可达到预期的修补效果。
[0073]
对于聚丙二醇溶液,可以采用聚丙二醇-二丙烯酸二乙二醇酯溶液。因此,对于另一个具体实施例,将聚丙二醇-二丙烯酸二乙二醇酯溶液替换前面实施例中的聚丙二醇,这一方案具有相当的热稳定性。
[0074]
在一个不同的实施例中,在步骤e中,所述制备方法还包括向搅拌混合物a中加入填料,填料的添加量由搅拌混合物a的流平度决定,所述填料为硅微粉、滑石粉和/或碳酸钙。
[0075]
本发明的工业创可贴的制备方法的发明点还在于另一方面,即为使用过程中操作施工规范而提供角度指示线和搭接指示线。
[0076]
工业创可贴产品的使用说明规定了工业创可贴粘贴的操作规范,推荐严格遵守操作规范,按照操作规范来操作能够大幅度提高产品的抗压性能和机械性能,但是在实际应用中操作规范的执行依赖于施工人员的熟练程度,我们期望提供辅助性的技术手段辅助操作人员执行施工操作规范。下面举例说明工业创可贴的操作规范,以供水管道为例,在施工操作中推荐如下操作:a、关闭阀门消除压力,对渗漏、破损处周围进行清理;b、把工业创可贴专用敷料挤压到破损口内并打磨表面;c、用工业创可贴专用胶带按搭接比例1/2的缠绕方法(稍加用力)缠绕三至五层;d、戴上橡胶手套,打开工业创可贴袋体,向袋体内倒入适量水;e、从袋体内取出工业创可贴,沥掉水分,并用手攥紧工业创可贴挤出去多余水分;f、离修补部位适当距离处开始缠绕工业创可贴,缠绕过程稍加用力并确保搭接1/3,根据渗漏、破损情况缠绕4-10层;g、缠绕后,按缠绕方向用手拧挤工业创可贴几次,这样强度会增大。
[0077]
在上述操作说明中,工业创可贴准确地按照要求搭接是重要的,而通过操作人员目测和经验去获得期望的搭接比例是不可靠的,在实际操作中,很难获得期望的搭接比例。
[0078]
针对上述问题,在工业创可贴的制备方法中增加了提供角度指示线和搭接指示线的步骤,具体地,所述制备方法还包括:在步骤g中,在基带层的待施加粘结层的表面的背侧上形成角度指示线和搭接指示线,所述角度指示线用于表示该角度指示线与基带层的横向边缘之间形成的锐角的角度,并且所述搭接指示线用于指示工业创可贴螺旋缠绕时待粘贴的上层与已粘贴的下层之间的搭接宽度占工业创可贴的宽度的比例,其中,搭接宽度为待粘贴的上层与已粘贴的下层之间重合的部分沿工业创可贴的宽度方向的尺寸。角度指示线和搭接指示线的形成时在涂覆机中通过压印形成的,所述角度指示线和搭接指示线的形成在将粘合物材料施加在基带层上之前完成。
[0079]
图6为根据本发明的一个实施例的工业创可贴,在工业创可贴11的背面压印有指示线。在具体介绍之前,参照图9,对搭接比例与工业创可贴的倾斜角度进行说明,图9示意性地示出了搭接比例与管道的周长和工业创可贴的宽度之间的关系,其中,t为工业创可贴11的宽度,θ为卷绕开始时贴在管道上的、与管道的轴线平行的直线相对于工业创可贴的宽度方向的角度,代表了工业创可贴的倾斜程度,y为卷绕开始时贴在管道上的、与管道的轴线平行的直线的长度,x为在长度y上未被上层工业创可贴粘贴的长度,z为管道的周长,那么搭接比例s为:
[0080]
s=(y-x)/y=1-x/y
[0081]
其中,长度y和长度x分别为:
[0082]
y=t/cosθ
[0083]
x=z*tanθ
[0084]
由此,s=1-z*sinθ/t
[0085]
因此,在待修复的管道的周长z、工业创可贴的宽度t和预期的搭接比例s确定的情况下,可以推得角度θ。
[0086]
而在修复现场,待修复的管道的周长z、工业创可贴的宽度t和预期的搭接比例s这三者是能够确定的,因此能够计算出角度θ,即卷绕开始时贴在管道上的、与管道的轴线平行的直线相对于工业创可贴的宽度方向的角度,这一角度的确定能够通过后面将要描述的角度指示线指导工业创可贴的缠绕。工业创可贴的宽度方向可以定义为第一方向,它是在基带层的表面上垂直于工业创可贴的纵向延伸方向的方向。
[0087]
如前所述,工业创可贴11包括基带层111和设置在基带层111上的粘结层112,在图6中,在基带层111的背离粘结层112的一侧压印有角度指示线113和搭接指示线114,所述角度指示线113用于表示该角度指示线113与第一方向之间的角度,其中第一方向为在基带层111的表面上垂直于工业创可贴11的纵向延伸方向的方向,并且所述搭接指示线114用于指示工业创可贴11螺旋缠绕时待粘贴的上层与已粘贴的下层之间的搭接宽度占工业创可贴11的宽度的比例,其中,搭接宽度为待粘贴的上层与已粘贴的下层之间重合的部分沿工业创可贴的宽度方向的尺寸。因此,搭接宽度可以理解为重合宽度。
[0088]
其中,所述角度指示线113包括多条直线,该多条直线相交于工业创可贴11的纵向边上的一点,并向工业创可贴11的横向边和与该纵向边平行的另一纵向边延伸。
[0089]
在图6的实施例中,所述角度指示线113包括至少两个角度指示线组,所述至少两个角度指示线组中的第一个和最后一个角度指示线组分别位于工业创可贴11的纵向延伸方向的两端,图中仅示出了首和尾的角度指示线组,每个角度指示线组包括多条直线,该多条直线相交于工业创可贴11的第一纵向边(左侧的纵向边)上的一点,并向工业创可贴11的横向边和与该第一纵向边不同的第二纵向边(右侧的纵向边)延伸。这里,角度指示线113对应于图9中长度为y的直线,相邻角度指示线113之间的夹角为10度,当根据上述公式计算出保证确定搭接比例时所需的角度θ为30度,那么就在图6中选择从工业创可贴的横断线开始的第3个角度指示线,使进行工业创可贴缠绕时该角度指示线与管道的轴线平行,那么工业创可贴缠绕后搭接比例就是预期的搭接比例。图6中两端的角度指示线组的直线的指向不同,这是因为它们分别对应于不同的缠绕方向,当需要从右向左缠绕时,使用工业创可贴的右端开始缠绕;当需要从左向右缠绕时,使用工业创可贴的左端开始缠绕。
[0090]
在图6的实施例中,工业创可贴的基带层的背面还设置有搭接指示线114,搭接指示线114包括多条直线,该多条直线平行于工业创可贴11的纵向边。具体地,搭接指示线114包括1/4指示线、1/3指示线、1/2指示线、2/3指示线和3/4指示线,1/4指示线、1/3指示线、1/2指示线、2/3指示线和3/4指示线分别表示工业创可贴11螺旋缠绕时待粘贴的上层与已粘贴的下层之间的搭接宽度占工业创可贴11的宽度的比例为1/4、1/3、1/2、2/3和3/4。其中,同一条线可能即是1/3指示线又是2/3指示线,这是因为工业创可贴存在两个缠绕方向,右侧缠绕时的1/3指示线对应于左侧缠绕的2/3指示线。
[0091]
图7为根据本发明的又一个实施例的工业创可贴的背面视图,其中,角度指示线113包括第一角度指示线组115、第二角度指示线组116、第三角度指示线组117和第四角度指示线组118。所述第一角度指示线组115包括多条直线,该多条直线相交于工业创可贴11的第一纵向边(左侧的纵向边)上的一点,并向工业创可贴11的第一横向边(上侧的横向边)和与该第一纵向边不同的第二纵向边(右侧的纵向边)延伸;所述第二角度指示线组116包括多条直线,该多条直线相交于工业创可贴11的第二纵向边上的一点,并向工业创可贴11的第一横向边和与该第二纵向边不同的第一纵向边延伸;并且所述第一角度指示线组115和第二角度指示线组116在工业创可贴11的纵向延伸方向上相互错开。所述第三角度指示线组117包括多条直线,该多条直线相交于工业创可贴11的第一纵向边上的一点,并向工业创可贴11的第二横向边和与该第一纵向边不同的第二纵向边延伸,其中,第二横向边(下侧的横向边)不同于第一横向边;所述第四角度指示线组118包括多条直线,该多条直线相交于工业创可贴11的第二纵向边上的一点,并向工业创可贴11的第二横向边和与该第二纵向边不同的第一纵向边延伸;并且所述第三角度指示线组117和第四角度指示线组118在工业创可贴11的纵向延伸方向上相互错开。
[0092]
在图7中,第一角度指示线组115和第二角度指示线组116位于工业创可贴11的一侧,并且第三角度指示线组117和第四角度指示线组118位于工业创可贴11的另一侧。
[0093]
有利地,所述角度指示线113包括多个角度指示线组,每个角度指示线组包括多条直线,该多条直线相交于工业创可贴11的纵向边上的一点,并向工业创可贴11的横向边和与该纵向边平行的另一纵向边延伸;所述搭接指示线114包括多个搭接指示线组,每个搭接指示线组包括多条直线,该多条直线平行于工业创可贴11的纵向边;进一步地,所述多个角度指示线组中的每个角度指示线组或每两个角度指示线组相互间隔开;和/或所述多个搭接指示线组中的每个搭接指示线组相互间隔开。
[0094]
图8为根据本发明的再一个实施例的工业创可贴的背面视图,图8的实施例与图7的实施例的不同在于,角度指示线组和搭接指示线组相互交错。
[0095]
根据本发明提供的制备方法制备的工业创可贴,包括基带层和粘结层,在基带层的背面设置了角度指示线和搭接指示线,它们能够指示工业创可贴螺旋缠绕时上层和下层重叠的比例,方便严格执行施工操作规范。在工业创可贴的产品使用说明中,规定了不同应用场景时工业创可贴的搭接比例,那么可以根据待修补的管道或线缆的直径和搭接比例推算出执行该搭接比例的工业创可贴的横向边与管道或线缆的母线之间的角度,有了角度指示线,操作人员能够轻易确定工业创可贴相对于管道或线缆的纵向轴线倾斜多少能够基本准确地获得所期望的搭接比例,并且在缠绕工业创可贴的过程中,在基带层上还能看到搭接指示线,以验证实际的搭接比例是否符合要求,因此,根据本发明提供的工业创可贴为施工操作提供了辅助性的工具,可以方便地执行施工操作规范。
[0096]
本发明还提供了多种优选的实施例,例如,在工业创可贴的两端都设置角度指示线,并且两端的角度指示线的指向不同,这使得工业创可贴可以执行正向缠绕和反向缠绕时都有角度指示线可资利用,即当需要正向缠绕时使用工业创可贴的一个特定端开始缠绕,当需要反向缠绕时使用工业创可贴的另一个相反的端开始缠绕,这在工业创可贴尺寸不长时是有用的。当工业创可贴的尺寸很长,有一端已经被缠绕在工业创可贴内部,这时可以采用工业创可贴的一端具有两组指向不同的角度指示线组的方案,这样采用该端启动缠
绕时即可以正向缠绕,也可以反向缠绕,都有角度指示线能够给出指示。工业创可贴还可以被设置为使得角度指示线组和搭接指示线组相互交错,这样的设计适用于需要使用一卷工业创可贴执行多次往复缠绕的情形,因为角度指示线组和搭接指示线相互交错,那么即便工业创可贴端部的角度指示线组已经被用掉,后面还有角度指示线组可以指示后面层的缠绕。
[0097]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行变化。本发明的适用范围由所附权利要求及其等同物限定。
[0098]
附图标记列表:
[0099]
11
ꢀꢀ
工业创可贴
[0100]
111 基带层
[0101]
112 粘结层
[0102]
113 角度指示线
[0103]
114 搭接指示线
[0104]
115 第一角度指示线组
[0105]
116 第二角度指示线组
[0106]
117 第三角度指示线组
[0107]
118 第四角度指示线组
[0108]
θ
ꢀꢀ
角度。