1.本发明涉及农业技术领域,尤其涉及一种收割机作业状态识别方法及收割机。
背景技术:
2.在随着我国农业从业人口数量的减少以及劳动力成本的不断提升,农业生产对具备高作业效率和高作业质量农机装备的需求持续旺盛,智能化农机装备成为当前主要发展趋势。联合收割机实现无人化作业需要各类传感器提供收割机作业工况、作业质量等信息,进而根据各类信息进行智能控制,其中联合收割机的作业状态自动识别是实现无人收割机智能控制的基础前提。
3.当前,无人收割机作业状态识别主要根据收割机割台高度以及行驶速度进行识别,即当割台落下至一定高度,且无人收割机开始行走,则认为无人收割机开始收割作物,处于正在作业状态。
4.但是在实际操作中,由于不同品种的作物高度不一样,不同地区要求的留茬高度也不相同,因此无人收割机实际作业中割台高度的调整难以实现统一,且当作物出现倒伏时,割台必须针对倒伏作物调整割台高度。因此,根据割台高度和作业速度识别收割机是否处于作业状态并不准确,经常出现误判。
技术实现要素:
5.针对现有技术存在的问题,本发明实施例提供一种收割机作业状态识别方法及收割机。
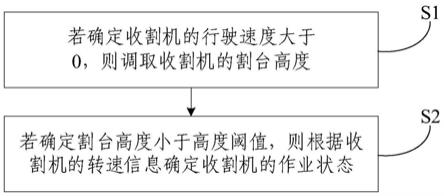
6.本发明提供一种收割机作业状态识别方法,包括:若确定收割机的行驶速度大于0,则调取所述收割机的割台高度;若确定所述割台高度小于高度阈值,则根据所述收割机的转速信息确定所述收割机的作业状态。
7.根据本发明提供的一种收割机作业状态识别方法,所述转速信息包括以下三种类型的转速信息:搅龙转速信息、过桥转速信息和脱粒滚筒转速信息;所述根据所述收割机的转速信息确定所述收割机的作业状态,包括:确定每一种类型的转速信息所对应的转速偏差和角加速度;若所有类型的转速偏差均大于偏差阈值,且所有角加速度均大于0,则确定所述作业状态为作业中;若任一类型的转速偏差不大于所述偏差阈值,或任一角加速度不大于0,则确定所述作业状态为未作业。
8.根据本发明提供的一种收割机作业状态识别方法,确定每一种类型的转速信息所对应的转速偏差和角加速度,包括:针对所述每一种类型的转速信息,根据多个采样周期内采集的转速信息,确定滑动平均转速;根据空载转速和滑动平均转速,获取所述转速偏差;根据所述转速信息和所述采样周期,确定所述角加速度。
9.根据本发明提供的一种收割机作业状态识别方法,在所述调取所述收割机的割台高度之后,还包括:若所述割台高度不小于所述高度阈值,则确定所述作业状态为未作业。
10.根据本发明提供的一种收割机作业状态识别方法,在所述调取所述收割机的割台
高度之前,还包括:若所述行驶速度不大于0,则确定所述作业状态为未作业。
11.本发明还提供一种收割机,包括收割机本体,所述收割机本体中设置有智能识别装置;还包括存储器及存储在所述存储器上并可在所述智能识别装置上运行的程序或指令,所述程序或指令被所述智能识别装置执行时执行上述收割机作业状态识别方法的步骤。
12.根据本发明提供的一种收割机,所述智能识别装置,用于对工况信息参数进行融合处理,以获取所述收割机的作业状态;所述收割机还包括:工况信息检测装置,用于获取收割机的工况信息参数;所述工况信息参数包括割台高度、转速信息、行驶速度和位置信息。
13.根据本发明提供的一种收割机,所述工况信息检测装置包括:传感检测模块和数据采集器;所述传感检测模块用于检测工况信息参数;所述数据采集器用于采集所述工况信息参数;所述传感检测模块包括卫星定位接收机、搅龙转速传感器和脱粒滚筒转速传感器;所述转速信息包括:搅龙转速信息、过桥转速信息和脱粒滚筒转速信息;卫星定位接收机,用于检测所述位置信息和所述行驶速度;搅龙转速传感器,用于检测所述搅龙转速信息;过桥转速传感器,用于检测所述过桥转速信息;脱粒滚筒转速传感器,用于检测所述脱粒滚筒转速信息。
14.根据本发明提供的一种收割机,所述智能识别装置包括远程传输模块;所述收割机还用于通过所述远程传输模块将所述工况信息参数和所述作业状态发送至远程监测装置。
15.根据本发明提供的一种收割机,所述远程监测装置包括:服务器、管控系统、显示模块;所述服务器,用于根据接收到的所述工况信息参数和所述作业状态,通过所述管控系统调整所述收割机的工作状态;所述显示模块用于显示所述工况信息参数和所述作业状态;所述显示模块还用于人机交互。
16.本发明提供的收割机作业状态识别方法及收割机,通过对收割机的行驶速度、割台高度以及转速信息进行融合处理和分析,综合判定收割机的作业状态,识别更加精准,为实现收割机智能控制提供基础。
附图说明
17.为了更清楚地说明本发明或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
18.图1是本发明提供的收割机作业状态识别方法的流程示意图之一;
19.图2是本发明提供的收割机作业状态识别方法的流程示意图之二;
20.图3是本发明提供的收割机的结构示意图;
21.图4是本发明提供的电子设备的结构示意图。
具体实施方式
22.为使本发明的目的、技术方案和优点更加清楚,下面将结合本发明中的附图,对本
发明中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
23.需要说明的是,在本发明实施例的描述中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。术语“上”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
24.联合收割机作为最复杂的农机装备,对机器自身的性能、作业条件和驾驶员的操作技术都有较高的要求,因此符合条件的从业人员较少,且从业人员的劳动强度也较高。无人收割机能够自动根据作物行线、作物边界进行收个作业,不受人力、作业窗口期等限制,具有较高的作业效率和作业质量,是破解生产要素之间矛盾的主要技术手段,成为主要发展趋势。
25.收割机作业状态可以根据收割机在作业中和非作业时,主要工作参数的差异进行判断。
26.一方面,可以根据收割机喂入搅龙、脱粒滚筒或清选风机等主要作业部件的转速进行识别。收割机作业时,当主离合关闭后,喂入搅龙、过桥、脱粒滚筒、清选风机等主要工作部件即开始旋转。但在实际操作中,驾驶员在联合收割机转弯、掉头过程中,一般不松开主离合,此时虽然联合收割机有作业速度,各主要工作部件也在旋转,但是联合收割机并非处于收割作物状态,因此也会出现误判。
27.另一方面,可以根据收割机喂入搅龙、过桥或脱粒滚筒传动轴的转矩进行识别。联合收割机开始作业后,其主要作业部件如喂入搅龙、过桥或脱粒滚筒负载开始增加,这些部件的动力传动轴的转矩随之增加。因此通过监测喂入搅龙、过桥或脱粒滚筒等部件动力传动轴的转矩可以识别联合收割机是否开始作业。但是,由于转矩传感器一般基于应变电桥原理,在实际应用中存在温漂等环境因素的影响,需要经常标定。且传感器价格偏高,在农业机械中不适合批量应用。
28.本发明提供一种准确、稳定且低成本的收割机作业状态识别方法,为无人收割机智能化控制提供关键检测技术支撑。
29.下面结合图1至图4描述本发明实施例所提供的收割机作业状态识别方法及收割机。
30.图1是本发明提供的收割机作业状态识别方法的流程示意图之一,如图1所示,包括但不限于以下步骤:
31.首先,在步骤s1中,若确定收割机的行驶速度大于0,则调取所述收割机的割台高度。
32.其中,收割机可以是无人收割机。收割机的割台在作业中和非作业状态处于不同高度。
33.具体地,可以根据收割机的行驶速度判定收割机的作业状态,若收割机的行驶速度大于0,则确定收割机处于非静止状态,符合收割机的作业条件,为了识别结果的准确性,需要调取所述收割机的割台高度对收割机的作业状态进一步判定。
34.进一步地,在步骤s2中,若确定所述割台高度小于高度阈值,则根据所述收割机的转速信息确定所述收割机的作业状态。
35.具体地,设定收割机割台的高度阈值,若确定割台高度小于高度阈值,则符合收割机的作业条件,为减少误判,需要根据收割机主要部件的转速信息来确定收割机的作业状态。
36.转速信息可以包括以下三种类型的转速信息:搅龙转速信息、过桥转速信息和脱粒滚筒转速信息。
37.若转速信息符合收割机的作业条件,则判定收割机的作业状态为作业中;若转速信息不符合收割机的作业条件,则判定收割机的作业状态为未作业。
38.本发明提供的本发明提供的收割机作业状态识别方法,通过对收割机的行驶速度、割台高度以及转速信息进行融合处理和分析,综合判定收割机的作业状态,识别更加精准,为实现收割机智能控制提供基础。
39.可选地,所述转速信息包括以下三种类型的转速信息:搅龙转速信息、过桥转速信息和脱粒滚筒转速信息;
40.所述根据所述收割机的转速信息确定所述收割机的作业状态,包括:
41.确定每一种类型的转速信息所对应的转速偏差和角加速度;
42.若所有类型的转速偏差均大于偏差阈值,且所有角加速度均大于0,则确定所述作业状态为作业中;
43.若任一类型的转速偏差不大于所述偏差阈值,或任一角加速度不大于0,则确定所述作业状态为未作业。
44.其中,搅龙转速信息可以为收割机的喂入搅龙的角速度。
45.具体地,引入决策因子r1和r2,其计算方法分别为:
46.r1=f(e1,v1)
·
f(e2,v2)
·
f(e3,v3);
47.r2=f(α1,0)
·
f(α2,0)
·
f(α3,0);
48.其中,e1为搅龙转速偏差;v1为搅龙转速阈值;e2为过桥转速偏差;v2为过桥转速阈值;e3为脱粒滚筒转速偏差;v3为脱粒滚筒转速阈值;α1为搅龙角加速度;α2为过桥角加速度;α3为脱粒滚筒角加速度;决策函数f(x,y)的表达式为:
[0049][0050]
根据决策因子r1和r2的结果进行作业状态判定,即当r1r2=1时,收割机的作业状态为作业中;否则,收割机的作业状态为未作业。
[0051]
根据本发明提供的收割机作业状态识别方法,根据转速偏差和角加速度对收割机
的作业状态进行判定,有效地确保了判定结果的准确性。
[0052]
可选地,确定每一种类型的转速信息所对应的转速偏差和角加速度,包括:
[0053]
针对所述每一种类型的转速信息,根据多个采样周期内采集的转速信息,确定滑动平均转速;
[0054]
根据空载转速和滑动平均转速,获取所述转速偏差;
[0055]
根据所述转速信息和所述采样周期,确定所述角加速度。
[0056]
设定搅龙转速信息、过桥转速信息和脱粒滚筒转速信息的采样周期为t,每个采样周期进行一次信息采集,其转速信息用角速度分别表示为ω1,ω2和ω3。
[0057]
计算转述偏差,转述偏差包括搅龙转速偏差e1、过桥转速偏差e2和脱粒滚筒转速偏差e3,具体如下:
[0058][0059][0060][0061]
其中,ω
10
,ω
20
,ω
30
分别为搅龙、过桥和脱粒滚筒的空载转速,可以在收割机在空载且油门最大时,通过标定测试获得空载转速;载且油门最大时,通过标定测试获得空载转速;和分别为搅龙、过桥和脱粒滚筒的滑动平均转速,可以通过对连续多个采集周期t所采集的角速度进行滑动平均处理,获得滑动平均转速。其中,采集周期的个数可以根据实际情况进行调整,例如,选取连续20个采集周期。
[0062]
计算转速阈值,转速阈值包括搅龙转速阈值v1、过桥转速阈值v2和脱粒滚筒转速阈值v3,具体如下:
[0063]v1
=k1ω
10
;
[0064]v2
=k2ω
20
;
[0065]v3
=k3ω
30
;
[0066]
其中,k1,k2和k3均为经验系数,该系数是根据不同收割机的试验数据分布特点进行确定的。
[0067]
出现转速偏差大于转速阈值的情况,则认为对应的转速明显减小,否则认为转速没有减小。
[0068]
搅龙、过桥和脱粒滚筒转动的角加速度分别为α1,α2和α3,其计算公式为:
[0069][0070]
式中,δω为对搅龙、过桥和脱粒滚筒的转速进行连续两个采样结果的差值。
[0071]
根据本发明提供的收割机作业状态识别方法,根据转速信息确定每一种类型的转速偏差和角加速度,从而为判定收割机的作业状态提供基础。
[0072]
可选地,在调取所述收割机的割台高度之后,还包括:
[0073]
若所述割台高度不小于所述高度阈值,则确定所述作业状态为未作业。
[0074]
具体地,在收割机的割台高度不小于所述高度阈值,则不符合收割机的作业条件,可以直接判定收割机处于未作业的状态。高度阈值的确定方法为该收割机割台最大高度的
k倍,k可取为0.6。
[0075]
根据本发明提供的收割机作业状态识别方法,通过割台高度,能够准确可靠地判断收割机的作业状态。
[0076]
可选地,在所述调取所述收割机的割台高度之前,还包括:
[0077]
若所述行驶速度不大于0,则确定所述作业状态为未作业。
[0078]
具体地,在收割机的行驶速度不大于0,即收割机的行驶速度为0,则不符合收割机的作业条件,可以直接判定收割机处于未作业的状态。
[0079]
根据本发明提供的收割机作业状态识别方法,通过行驶速度,能够稳定且低成本地判断收割机的作业状态。
[0080]
图2是本发明提供的收割机作业状态识别方法的流程示意图之二,如图2所示,首先,调取收割机的行驶速度,若收割机的行驶速度不大于0,则判定收割机未作业,识别结束;若收割机的行驶速度大于0,则调取收割机的割台高度,若割台高度不小于高度阈值,则判定收割机未作业,识别结束;若割台高度小于高度阈值,则读取当前搅龙转速信息,若搅龙转速偏差不大于搅龙转速阈值,则判定收割机未作业,识别结束;若搅龙转速偏差大于搅龙转速阈值,则读取当前过桥转速信息,若过桥转速偏差不大于过桥转速阈值,则判定收割机未作业,识别结束;若过桥转速偏差大于过桥转速阈值,则读取当前脱粒滚筒转速信息,若脱粒滚筒转速偏差不大于脱粒滚筒转速阈值,则判定收割机未作业,识别结束;若脱粒滚筒转速偏差大于脱粒滚筒转速阈值,则判定收割机处于作业中。
[0081]
根据本发明提供的收割机作业状态识别方法,通过作业速度、割台高度、喂入搅龙转速、过桥转速和脱粒滚筒转速等多传感器信息融合决策的收割机作业状态,各个识别条件环环相扣,对收割机的于作业状态进行精准识别。
[0082]
图3是本发明提供的收割机的结构示意图,收割机包括收割机本体,所述收割机本体中设置有智能识别装置2;还包括存储器及存储在所述存储器上并可在所述智能识别装置上运行的程序或指令,所述程序或指令被所述智能识别装置执行时执行上述收割机作业状态识别方法的步骤。
[0083]
可选地,所述智能识别装置2,用于对工况信息参数进行融合处理,以获取所述收割机的作业状态;所述收割机还包括:工况信息检测装置1,用于获取收割机的工况信息参数;所述工况信息参数包括割台高度、转速信息、行驶速度和位置信息。
[0084]
本发明提供的收割机,通过对收割机的行驶速度、割台高度以及转速信息进行融合处理和分析,综合判定收割机的作业状态,识别更加精准,为实现收割机智能控制提供基础。
[0085]
可选地,所述工况信息检测装置1包括:传感检测模块和数据采集器;所述传感检测模块用于检测工况信息参数;所述数据采集器用于采集所述工况信息参数;所述传感检测模块包括卫星定位接收机、搅龙转速传感器和脱粒滚筒转速传感器;所述转速信息包括:搅龙转速信息、过桥转速信息和脱粒滚筒转速信息;卫星定位接收机,用于检测所述位置信息和所述行驶速度;搅龙转速传感器,用于检测所述搅龙转速信息;过桥转速传感器,用于检测所述过桥转速信息;脱粒滚筒转速传感器,用于检测所述脱粒滚筒转速信息。
[0086]
数据采集器可以包括通讯模块,还可以包括微控制单元(micro controller unit,mcu)、存储器、模拟信号输入接口、频率信号输入接口和电源管理等。可以从传感检测
模块的各个传感器中采集相应工况信息参数,并进行初步处理,数据采集器通过通讯模块将初步处理的工况信息参数传送给智能识别装置2,以供智能识别装置2进行进一步分析处理。
[0087]
根据本发明提供的收割机,通过采集多个传感器的信息,能够为收割机作业状态进行全面准确地判断提供基础。
[0088]
可选地,所述智能识别装置2包括远程传输模块;所述收割机还用于通过所述远程传输模块将所述工况信息参数和所述作业状态发送至远程监测装置3。
[0089]
远程传输模块可以是第四代移动通信技术(the 4th generation mobile communication technology,4g)/第五代移动通信技术(5th generation mobile communication technology,5g)远程传输模块。
[0090]
智能识别装置2可以包括智能识别模块和远程传输模块,还可以包括处理器、存储器、电源管理和通讯接口。
[0091]
智能识别装置2的输入端连接工况信息检测装置1,输出端连接远程监测装置3。智能识别装置2将接收到的工况信息参数进行融合处理,分析收割机是否开始或停止作业,然后将识别出来的作业状态和工况信息参数通过远程传输模块传送给远程监测装置3。
[0092]
根据本发明提供的收割机,将多个传感器的信息进行融合处理和分析,能更加准确地识别出收割机的作业状态,识别准确率更高。
[0093]
可选地,所述远程监测装置3包括:服务器、管控系统、显示模块;所述服务器,用于根据接收到的所述工况信息参数和所述作业状态,通过所述管控系统调整所述收割机的工作状态;所述显示模块用于显示所述工况信息参数和所述作业状态;所述显示模块还用于人机交互。
[0094]
管控系统可以为全球广域网(world wide web,web)端收割机管控系统。
[0095]
服务器用于接收、分析和处理智能识别装置2传送的作业状态和工况信息参数,并根据接收到的所述工况信息参数和所述作业状态,通过管控系统调整所述收割机的工作状态,还将作业状态和工况信息参数实时显示在管控系统的网页界面上,管控系统的网页界面最终在显示模块上显示。
[0096]
其中,显示模块可以是电脑显示器、大型拼接屏等显示设备,用于展示和人机交互。
[0097]
在图3中,远程监测装置3可以包括服务器和显示模块,显示模块可以包括拼接处理器和显示屏。
[0098]
根据本发明提供的收割机,通过远程监测装置可以动态监测收割机的作业状态、作业速度以及位置等信息。
[0099]
需要说明的是,本发明实施例提供的收割机,在具体执行时,可以基于上述任一实施例所述的收割机作业状态识别方法来实现,对此本实施例不作赘述。
[0100]
图4是本发明提供的电子设备的结构示意图,如图4所示,该电子设备可以包括:处理器(processor)410、通信接口(communications interface)420、存储器(memory)430和通信总线440,其中,处理器410,通信接口420,存储器430通过通信总线440完成相互间的通信。处理器410可以调用存储器430中的逻辑指令,以执行收割机作业状态识别方法,该方法包括:若确定收割机的行驶速度大于0,则调取收割机的割台高度;若确定割台高度小于高
度阈值,则根据收割机的转速信息确定收割机的作业状态。
[0101]
此外,上述的存储器430中的逻辑指令可以通过软件功能单元的形式实现并作为独立的产品销售或使用时,可以存储在一个计算机可读取存储介质中。基于这样的理解,本发明的技术方案本质上或者说对现有技术做出贡献的部分或者该技术方案的部分可以以软件产品的形式体现出来,该计算机软件产品存储在一个存储介质中,包括若干指令用以使得一台计算机设备(可以是个人计算机,服务器,或者网络设备等)执行本发明各个实施例所述方法的全部或部分步骤。而前述的存储介质包括:u盘、移动硬盘、只读存储器(read-only memory,rom)、随机存取存储器(random access memory,ram)、磁碟或者光盘等各种可以存储程序代码的介质。
[0102]
另一方面,本发明还提供一种计算机程序产品,所述计算机程序产品包括存储在非暂态计算机可读存储介质上的计算机程序,所述计算机程序包括程序指令,当所述程序指令被计算机执行时,计算机能够执行上述各方法所提供的收割机作业状态识别方法,该方法包括:若确定收割机的行驶速度大于0,则调取收割机的割台高度;若确定割台高度小于高度阈值,则根据收割机的转速信息确定收割机的作业状态。
[0103]
又一方面,本发明还提供一种非暂态计算机可读存储介质,其上存储有计算机程序,该计算机程序被处理器执行时实现以执行上述各实施例提供的收割机作业状态识别方法,该方法包括:若确定收割机的行驶速度大于0,则调取收割机的割台高度;若确定割台高度小于高度阈值,则根据收割机的转速信息确定收割机的作业状态。
[0104]
以上所描述的装置实施例仅仅是示意性的,其中所述作为分离部件说明的单元可以是或者也可以不是物理上分开的,作为单元显示的部件可以是或者也可以不是物理单元,即可以位于一个地方,或者也可以分布到多个网络单元上。可以根据实际的需要选择其中的部分或者全部模块来实现本实施例方案的目的。本领域普通技术人员在不付出创造性的劳动的情况下,即可以理解并实施。
[0105]
通过以上的实施方式的描述,本领域的技术人员可以清楚地了解到各实施方式可借助软件加必需的通用硬件平台的方式来实现,当然也可以通过硬件。基于这样的理解,上述技术方案本质上或者说对现有技术做出贡献的部分可以以软件产品的形式体现出来,该计算机软件产品可以存储在计算机可读存储介质中,如rom/ram、磁碟、光盘等,包括若干指令用以使得一台计算机设备(可以是个人计算机,服务器,或者网络设备等)执行各个实施例或者实施例的某些部分所述的方法。
[0106]
最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。