1.本发明涉及废气回收领域,具体地,涉及一种分离轻重炼厂干气的方法及其装置与应用。
背景技术:
2.来自炼油化工装置的炼厂干气,如催化裂化干气、延迟焦化干气、psa解析气、加氢裂化干气、px歧化燃料气、px异构化燃料气、重整干气等,其中通常含有较多的碳二及更重组分,如果将干气中的碳二及更重组分进行回收,送入乙烯装置裂解炉或者后续分离单元做原料,经济效益显著。以催化干气、焦化干气和psa解吸气等为代表的炼厂干气中,氢气、甲烷、氮气等轻组分含量较多,碳二含量在10-20%vol左右,以下统称为轻炼厂干气。以加裂干气、芳烃干气(包括px歧化燃料气、px异构化燃料气等)等为代表的炼厂干气中,具有较高的碳二及以上组分含量,如px歧化燃料气中乙烷摩尔含量较高时可达到25-70%vol,加氢裂化干气中碳二碳三组分含量之和可超过50%vol,以下统称为重炼厂干气。
3.目前从炼厂干气中回收碳二及更重组分的方法主要有深冷分离法、变压吸附法、油吸收法等,各种方法各具特点。深冷分离法工艺成熟,乙烯回收率高、纯度高,但投资大,用于稀乙烯回收能耗较高;变压吸附法操作简单,能耗较低,但产品纯度低,乙烯回收率低,占地面积大。
4.油吸收法主要是利用吸收剂对气体中各组分的溶解度不同来分离气体混合物,一般先利用吸收剂吸收c2和c2以上的重组分,分离出甲烷、氢气等不凝气,再用精馏法分离吸收剂中的各组分。中冷油吸收法是其中一种常见的工艺方法。该方法具有投资费用低、碳二回收率高,对原料气的适应性强等特点。但是常规的中冷油吸收工艺一般不对原料干气进行区分,如果原料中既有轻炼厂干气又有重炼厂干气的话,轻、重炼厂干气会混合在一起,经压缩机升压、冷却后送入主吸收塔。重炼厂干气中的碳二及更重组分同样经历了吸收-解吸过程,最终从解吸塔顶气相或抽出吸收剂中送出界区。工艺中循环吸收剂量较多,解吸塔负荷较大,为冷却循环吸收剂所需低温位丙烯冷量较多,装置能耗较大。同时由于中冷吸收温度在0℃以下,为了避免出现结冰冻堵设备管路,需要对所有原料气进行脱co2及脱水处理,装置投资较大。
5.us5502971公开了一种回收c2及更重烃类的低压低温工艺,适用于炼厂干气的回收。该工艺取消了传统的高压方案,改而采用低压技术,这样回收温度就可以保持在硝酸树脂生成的温度之上,避免了危险的潜在可能性,同时还可以保持较高的烯烃收率。虽然该工艺采用了低压方案,但温度仍低达-100℃,仍属于深冷分离工艺的一种,因此投资较大,能耗较高。
6.cn101063048a公开了一种采用中冷油吸收法分离炼厂干气的方法,该工艺由压缩、脱除酸性气体、干燥及净化、吸收、解吸、冷量回收和粗分等步骤组成,具有吸收剂成本低廉,损失低等优点。但当原料干气中同时有轻炼厂干气和重炼厂干气时,两种干气(可能是多股原料气)需在压缩机入口或段间进行混合。重炼厂干气中的c2+组分会被稀释,之后
再送入吸收塔、解吸塔进行提浓。循环吸收剂量较多,解吸塔负荷较大,为冷却循环吸收剂所需丙烯冷量较多。
7.cn102382680a公开了一种催化裂化吸收稳定系统和碳三中冷油吸收的组合工艺。该工艺取消了吸收稳定系统的解吸塔,稳定塔和再吸收塔顶的干气经压缩、胺洗、碱洗、干燥处理后送入中冷碳三油吸收塔。经中冷油吸收后,富碳三吸收剂送往乙烯装置脱甲烷塔处理。该工艺中中冷油吸收部分处理的原料为来自吸收稳定系统的干气,干气中c2+组分含量较少。且富碳三吸收剂的解吸过程在界区外乙烯装置脱甲烷塔进行,如碳三吸收剂用量增多,乙烯装置脱甲烷塔、脱乙烷塔等分离单元的能耗会增大。
8.综上所述,在回收炼厂干气中的碳二及更重组分时,当原料干气中同时有轻炼厂干气(碳二及更重组分含量较少)和重炼厂干气(碳二及更重组分含量较多)时,常规的中冷油吸收工艺会将轻、重炼厂干气在气体压缩阶段进行混合,重炼厂干气中的c2+组分经稀释后其中大部分仍然经历后续的吸收-解吸过程。循环吸收剂量较多,解吸塔塔釜再沸器负荷较大,为冷却循环吸收剂所需丙烯冷量较多,系统能耗较大。且所有轻、重炼厂干气都需要进行脱碳脱水处理,装置投资较大。
技术实现要素:
9.本发明的目的是为了克服现有技术的存在分离炼厂干气时,由于轻、重炼厂干气混合导致分离系统能耗高且吸收剂消耗量大的问题,提供一种分离轻重炼厂干气的方法及其装置与应用。所述方法能够同时对以催化干气、焦化干气、psa解吸气等为代表的轻炼厂干气和以芳烃干气、加裂干气等为代表的重炼厂干气中的碳二及更重组分进行分离,并能够降低吸收剂的用量,节省分离系统所需能耗。
10.为了实现上述目的,本发明第一方面提供一种分离轻重炼厂干气的方法,其特征在于,所述方法包括以下步骤:
11.(1)轻炼厂干气一段压缩;
12.(2)轻炼厂干气精制:将步骤(1)得到的轻炼厂压缩干气进行脱碳、干燥处理,得到轻炼厂精制干气;
13.(3)重炼厂干气压缩;
14.(4)重炼厂干气冷却分相:将步骤(3)得到的重炼厂压缩干气进行冷却、气液分相,得到第一液相和第一气相;
15.(5)轻炼厂干气二段压缩:将步骤(2)得到的轻炼厂精制干气和步骤(4)得到的第一气相进行混合,得到混合干气,并对混合干气进行升压、冷却,得到冷却干气;
16.(6)中冷油吸收:将步骤(5)得到的冷却干气送入吸收塔的中部,与来自吸收塔的顶部的吸收剂逆流接触,塔顶得到第二气相,塔釜得到第二液相;
17.(7)解吸:将步骤(6)得到的第二液相送入解吸塔的中部,进行解吸,塔顶得到的第三气相与步骤(4)得到的第一液相合并,得到提浓气送出界区;塔釜得到贫吸收剂。
18.本发明第二方面提供一种分离轻重炼厂干气的装置,其特征在于,所述装置包括:第一压缩机、脱碳塔、干燥塔、第二压缩机、第三压缩机、第一分液罐、压缩机段间罐、第一冷却器、第二冷却器、第二分液罐、吸收塔和解吸塔;
19.所述第一压缩机用于将轻炼厂干气进行压缩,并与脱碳塔连通;
20.所述脱碳塔的底部与第一压缩机进行连通,用于将来自第一压缩机的轻炼厂压缩干气与脱碳剂接触,所述脱碳塔的塔顶和塔釜分别排出脱碳干气和富脱碳剂;
21.所述干燥塔与所述脱碳塔的顶部连通,用于将脱碳干气进行干燥,得到轻炼厂精制干气;
22.所述第三压缩机、第一冷却器和第一分液罐依次连通,用于将重炼厂干气进行压缩、冷却和气液分相;
23.所述压缩机段间罐分别与所述干燥塔和所述第一分液罐的顶部连通,用于将来自干燥塔的轻炼厂精制干气和来自第一分液罐的顶部的第一气相进行混合,得到混合干气;
24.所述第二压缩机分别与压缩机段间罐和第二冷却器连通,用于将混合干气压缩、冷却,得到冷却干气;
25.所述第二冷却器、吸收塔和解吸塔依次连通;
26.所述吸收塔的中部与第二冷却器连通,用于将冷却干气与吸收剂逆流接触,所述吸收塔的塔顶和塔釜分别排出第二气相和第二液相;
27.所述解吸塔的中部与所述吸收塔的底部连通且所述解吸塔的塔顶与第一分液罐的底部连通,用于将所述吸收塔的底部排出的第二液相进行解吸,所述解吸塔的塔顶得到第三气相,与来自第一分液罐的第一液相合并,作为提浓气送出界区;所述解析塔的塔釜得到贫吸收剂。
28.本发明第三方面提供一种上述方法或装置在炼厂干气分离中的应用
29.通过上述技术方案,本发明所提供的分离轻重炼厂干气的方法及其装置与应用获得以下有益的效果:
30.(1)本发明中,将轻、重炼厂干气分别进行压缩、冷却处理,重炼厂干气中大部分碳二及更重组分进入分液罐液相,直接合并入提浓气产品中,不需经历吸收-解吸过程,在保证碳二回收率的基础上,降低了循环碳三吸收剂量,节省了解吸塔再沸器和冷却循环吸收剂所需的丙烯冷量,降低了装置能耗。
31.(2)本发明中,重炼厂干气中的氢气、甲烷、氮气等轻组分大部分与轻炼厂干气一起,经压缩后送入吸收塔,经过吸收-解吸过程与碳二组分分离,保证了最终产品提浓气中的轻组分含量要求。
32.(3)本发明中,由于重炼厂干气中水、二氧化碳、硫化氢含量较少,经压缩冷却分相后,重炼厂干气中的氢气、甲烷、氮气等轻组分直接与精制后的轻炼厂干气汇合,减少了干气精制部分(脱碳塔、干燥器等)负荷。
33.(4)本发明优选实施方式中,以碳三馏分作为吸收剂,在吸收塔吸收干气中的碳二,吸收剂原料容易获得,成本低廉。
34.(5)本发明优选实施方式中,采用冷箱和膨胀机系统,利用尾气自身压力膨胀制冷,减少了碳三吸收剂的损失。
35.(6)本发明优选实施方式中,工艺流程中压缩冷却、吸收和精馏操作最低温度在-40℃以上,不需上乙烯丙烯二元制冷系统,相比于深冷分离工艺投资少、操作简单、能耗低;
36.(7)本发明中,所述方法能够显著提高炼厂干气的分离效率,提浓气中的碳二组分回收率大于92%,可作为乙烯装置原料。
附图说明
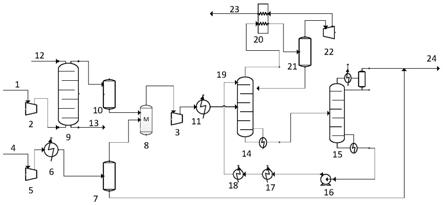
37.图1是本发明的分离轻重炼厂干气中碳二及更重组分方法的流程示意图。
38.附图标记说明
39.1轻炼厂干气;2第一压缩机;3第二压缩机;4重炼厂干气;5第三压缩机;6第一冷却器;7第一分液罐;8压缩机段间罐;9脱碳塔;10干燥塔;11第二冷却器;12脱碳剂;13富脱碳剂;14吸收塔;15解吸塔;16吸收剂循环泵;17吸收剂水冷器;18吸收剂丙烯冷却器;19循环碳三吸收剂;20冷箱;21第二分液罐;22膨胀机;23尾气;24提浓气。
具体实施方式
40.在本文中所披露的范围的端点和任何值都不限于该精确的范围或值,这些范围或值应当理解为包含接近这些范围或值的值。对于数值范围来说,各个范围的端点值之间、各个范围的端点值和单独的点值之间,以及单独的点值之间可以彼此组合而得到一个或多个新的数值范围,这些数值范围应被视为在本文中具体公开。
41.本发明第一方面提供一种分离轻重炼厂干气的方法,其特征在于,所述方法包括以下步骤:
42.(1)轻炼厂干气一段压缩;
43.(2)轻炼厂干气精制:将步骤(1)得到的轻炼厂压缩干气进行脱碳、干燥处理,得到轻炼厂精制干气;
44.(3)重炼厂干气压缩;
45.(4)重炼厂干气冷却分相:将步骤(3)得到的重炼厂压缩干气进行冷却、气液分相,得到第一液相和第一气相;
46.(5)轻炼厂干气二段压缩:将步骤(2)得到的轻炼厂精制干气和步骤(4)得到的第一气相进行混合,得到混合干气,并对混合干气进行升压、冷却,得到冷却干气;
47.(6)中冷油吸收:将步骤(5)得到的冷却干气送入吸收塔的中部,与来自吸收塔的顶部的吸收剂逆流接触,塔顶得到第二气相,塔釜得到第二液相;
48.(7)解吸:将步骤(6)得到的第二液相送入解吸塔的中部,进行解吸,塔顶得到的第三气相与步骤(4)得到的第一液相合并,得到提浓气送出界区;塔釜得到贫吸收剂。
49.本发明中,将轻、重炼厂干气分别进行压缩升压,重炼厂干气经压缩后,进行冷却和气液分相处理,分液罐气相送入轻炼厂干气压缩机段间罐,与轻炼厂干气合并后,进一步经压缩、冷却后送入下游吸收塔,进行吸收-解吸处理,轻炼厂干气的脱碳、干燥等干气精制环节在与重炼厂干气分液罐气相汇合前进行;重炼厂干气压缩机出口分液罐液相直接并入提浓气产品,送出界区。
50.本发明中,将轻、重炼厂干气分别进行处理,避免了重炼厂干气中的碳二及更重组分被稀释,在保证碳二回收率的同时,减少了循环吸收剂量、解吸塔再沸器负荷和冷却循环吸收剂所需的低温位丙烯冷量,降低了原料气脱碳、脱水等精制单元负荷,节省了装置能耗,无需乙烯丙烯二元制冷系统。
51.本发明中,除非另有说明,所述压力为表压。
52.根据本发明,所述轻炼厂干气包括氢气、甲烷、二氧化碳、硫化氢、氧气、氮气、碳二组分、碳三组分、碳四及更重组分。
53.优选地,基于轻炼厂干气的总体积,所述碳二组分的含量为10-20vol%,所述碳三组分的含量为0-20vol%,所述碳四及更重组分的含量为0-10vol%,所述氢气与甲烷含量之和为30-75vol%,所述二氧化碳的含量0-20vol%,所述硫化氢的含量0-20%。
54.根据本发明,所述重炼厂干气包括氢气、甲烷、碳二组分、碳三组分、碳四及更重组分。
55.优选地,基于重炼厂干气的总体积,所述氢气与甲烷的含量之和为5-40vol%,碳二组分的含量为20-80vol%、碳三、碳四及更重组分的含量之和为5-80vol%。
56.本发明中,所述碳二组分是碳原子数为2的组分,例如乙烷和/或乙烯;所述碳三组分是指碳原子数为3的组分,例如丙烷和/或丙烯;所述碳四组分是指碳原子数为4以上的组分,例如丁烷和/或丁烯。
57.根据本发明,步骤(1)中,将轻炼厂干气的压力提高到1-2.2mpag,优选为1-1.6mpag。
58.根据本发明,所述一段压缩为一级压缩或者二级压缩。
59.本发明中,通过对轻炼厂压缩干气进行脱碳和干燥处理,脱除原料轻炼厂干气中的二氧化碳、硫化氢和水。
60.根据本发明,步骤(2)中,所述脱碳包括以下步骤:将轻炼厂压缩干气送入脱碳塔的底部与来自脱碳塔顶部的脱碳剂接触,塔顶得到脱碳干气,塔釜得到富脱碳剂。
61.本发明中,轻炼厂压缩干气与脱碳剂接触,脱除了轻炼厂压缩干其中的二氧化塔和硫化氢。
62.本发明中,对于脱碳剂的用量没有特别的要求,本领域技术人员可以根据现有技术的常识确定。脱碳塔为典型的吸收塔,对理论板数、操作压力没有特别的要求,本领域技术人员可以根据现有技术的常识确定。
63.本发明中,所述脱碳剂可以为本领域中常规的脱碳剂,例如mdea脱碳剂。
64.根据本发明,步骤(2)中,所述干燥处理包括:将所述脱碳干气送入干燥塔,与脱水剂接触。
65.优选地,所述脱水剂选自分子筛和/或活性炭。
66.进一步地,本发明中,根据干气原料规格和下游装置对产品的要求,还可在干燥处理后增设脱有机硫处理、脱砷处理、脱汞处理等,以脱除原料气中的有机硫、砷和汞。
67.本发明中,为了确保重炼厂干气中的碳二及以上组分更多的进入步骤(4)中的第一液相中,以减少装置总能耗;与此同时,重炼厂干气中的氢气、甲烷、氮气等轻组分更少的进入步骤(4)中的第一液相中,以避免最终回收产物提浓气中的轻组分含量降低,发明人对步骤(2)中,将重炼厂干气的提升压力进行了研究,研究表明,当将重炼厂干气的压力提高至1-2mpag时,能够同时满足上述要求。
68.更进一步地,将重炼厂干气的压力提高到1.3-1.7mpag时,综合效果更为优异。
69.根据本发明,步骤(3)中,所述压缩为一段压缩或者二段压缩。
70.本发明中,步骤(4)中,所述气液分相可以在本领域中常规的能够实现气液分离的设备中进行,例如所述气液分相在本发明所述的第一分液罐中进行。
71.本发明中,步骤(4)中,为了确保气液分相具有合适的气液比,并且甲烷在气液两相中具有合适的部分,发明人对步骤(4)中,重炼厂压缩干气的冷却后的温度进行了研究,
发现当重炼厂压缩干气冷却后的温度为-15℃至15℃时,能够同时满足上述需求。
72.更进一步地,当重炼厂干气冷却后的温度为-10℃至10℃时,综合效果更为优异。
73.根据本发明,气液分相的条件使得:所述第一液相中碳二及更重组分与所述重炼厂干气中碳二及更重组分的体积比大于3:10,优选为5:10-7:10。
74.根据本发明,步骤(5)中,将混合干气的压力提高到2.5-3.5mpag,优选为2.5-3mpag。
75.本发明中,步骤(5)中,对于升压过程的压缩段数没有特别的限定,优选采用一级压缩。
76.根据本发明,步骤(5)中,混合干气冷却后的温度为-20℃至-40℃,优选为-30至-35℃。
77.本发明中,冷却所用的制冷剂可以为本领域中常规的制冷剂,例如丙烯制冷。
78.根据本发明,述吸收剂为碳三馏分,优选为液化气和/或炼厂丙烷。
79.根据本发明,所述吸收塔的理论板数可以为25-50,优选为25-30。
80.根据本发明,所述吸收塔的操作压力可以为2.5-3.5mpag,优选为2.5-3mpag。
81.根据本发明,所述吸收塔的塔顶温度可以为-20℃至-40℃,优选为-25℃至-35℃。
82.根据本发明,所述吸收塔的塔釜温度可以为40℃至100℃,优选为50℃至70℃。
83.根据本发明,所述解吸塔的理论板数可以为20-50,优选为20-30。
84.根据本发明,所述解吸塔的操作压力可以为1-3mpag,优选为1.2-2.5mpag。
85.根据本发明,所述解吸塔的塔顶温度可以为-10℃至50℃,优选为-5℃至20℃。
86.根据本发明,所述解吸塔的塔釜温度可以为60℃至120℃,优选为60℃至100℃。
87.根据本发明,所述方法还包括:将步骤(7)得到的贫吸收剂经升压、冷却后返回至吸收塔。
88.根据本发明,所述冷却依次为水冷、丙烯冷却。
89.优选地,将贫吸收剂冷却到-20℃至-40℃,更优选冷却到-25℃至-35℃。
90.根据本发明,所述方法还包括:对步骤(6)得到的第二气相进行后处理,以回收第二气相中的吸收剂的步骤。
91.根据本发明,所述后处理的步骤包括:将第二气相送入一级冷箱-膨胀机系统处理;
92.或者,将第二气相送入二级冷箱-膨胀机系统处理;
93.或者,将第二气相送入膨胀机-冷箱系统处理。
94.根据本发明,所述冷箱-膨胀机系统中,工艺物流的温度可以为-70℃至-110℃,优选为-90℃至-110℃。
95.本发明中,所述工艺物流是指来往于冷箱和膨胀机之间的物流。特别地,是指流出膨胀机22的物流。
96.根据本发明,所述后处理的步骤包括:将第二气相送入冷箱进行冷却,冷却后的第二气相送入第二分液罐,得到第四气相和第四液相。
97.进一步地,所述第四气相送入膨胀系统制冷,得到的制冷气送入冷箱用于对第二气相进行冷却;所述第四液相返回至吸收塔的顶部。
98.本发明中,所述方法还包括,采用加热器将所述提浓气加热至常温(25-30℃)以上
后再送出界区。
99.根据本发明,所述提浓气包含氢气、甲烷、碳二组分、碳三组分和碳四以上组分。
100.优选地,基于提浓气的总体积,所述氢气的含量为0-5vol%,优选为0-1vol%;所述甲烷的含量为0-5vol%,优选为0-3vol%;所述碳二组分的含量为60-90vol%,优选为70-85vol%;所述碳三组分的含量为5-20vol%,优选为10-20vol%;所述碳四以上组分的含量为0-20vol%,优选为0-5vol%。
101.本发明二方面提供一种分离轻重炼厂干气的装置,其特征在于,所述装置包括:第一压缩机、脱碳塔、干燥塔、第二压缩机、第三压缩机、第一分液罐、压缩机段间罐、第一冷却器、第二冷却器、第二分液罐、吸收塔和解吸塔;
102.所述第一压缩机用于将轻炼厂干气进行压缩,并与脱碳塔连通;
103.所述脱碳塔的底部与第一压缩机进行连通,用于将来自第一压缩机的轻炼厂压缩干气与脱碳剂接触,所述脱碳塔的塔顶和塔釜分别排出脱碳干气和富脱碳剂;
104.所述干燥塔与所述脱碳塔的顶部连通,用于将脱碳干气进行干燥,得到轻炼厂精制干气;
105.所述第三压缩机、第一冷却器和第一分液罐依次连通,用于将重炼厂干气进行压缩、冷却和气液分相;
106.所述压缩机段间罐分别与所述干燥塔和所述第一分液罐的顶部连通,用于将来自干燥塔的轻炼厂精制干气和来自第一分液罐的顶部的第一气相进行混合,得到混合干气;
107.所述第二压缩机分别与压缩机段间罐和第二冷却器连通,用于将混合干气压缩、冷却,得到冷却干气;
108.所述第二冷却器、吸收塔和解吸塔依次连通;
109.所述吸收塔的中部与第二冷却器连通,用于将冷却干气与吸收剂逆流接触,所述吸收塔的塔顶和塔釜分别排出第二气相和第二液相;
110.所述解吸塔的中部与所述吸收塔的底部连通且所述解吸塔的塔顶与第一分液罐的底部连通,用于将所述吸收塔的底部排出的第二液相进行解吸,所述解吸塔的塔顶得到第三气相,与来自第一分液罐的第一液相合并,作为提浓气送出界区;所述解析塔的塔釜得到贫吸收剂。
111.根据本发明,所述装置还包括吸收剂循环泵、吸收剂水冷器和吸收剂丙烯冷却器。
112.本发明中,所述吸收剂循环泵、吸收剂水冷器和吸收剂丙烯冷却器与解吸塔和吸收塔相连通,用于将来自解吸塔的塔釜的贫吸收剂升压、冷却后,送入吸收塔的顶部;
113.根据本发明,所述装置还包括冷箱、第二分液罐和膨胀机。
114.本发明中,所述冷箱用于将来自吸收塔的塔顶的第二气相进行冷却。
115.本发明中,所述第二分液罐分别与冷箱和膨胀机相连通,用于将来自冷箱的经冷却的第二气相进行分液,得到的第四气相送入冷箱用于冷却第二气相,得到的第四液相返回至吸收塔的顶部。
116.本发明第三方面提供上述方法或装置在炼厂干气分离中的应用。
117.结合图1,对本发明所述的方法以及装置作进一步地说明。
118.将轻炼厂干气1的压力经过第一压缩机2升压到1-2.2mpag,压缩后的干气送入脱碳塔9;
119.来自第一压缩机2的轻炼厂压缩干气进入脱碳塔9的底部,脱碳剂12从脱碳塔的顶部注入,脱除轻炼厂压缩干气中的二氧化碳和硫化氢,脱碳塔的塔顶的脱碳干气送入干燥塔10;干燥塔10内置分子筛脱水剂,将脱碳干气中的饱和水脱除,得到精制干气,送入压缩机段间罐8;
120.将重炼厂干气4的压力经过第二压缩机5升压到1-2mpag,在第一冷却器6中冷却到-15℃至15℃,送入第一分液罐7中进行气液分相,第一分液罐顶部的第一气相送如压缩机段间罐8,第一分液罐底部的第一液相合并入提浓气24中;
121.压缩机段间罐8的顶部排出的混合干气的压力经过第三压缩机3升压到2.5-3.5mpag,经过第二冷却器11冷却到-20℃至-40℃,得到冷却干气并送入吸收塔14的中部;
122.在吸收塔14中,采用碳三馏分作为吸收剂19,从吸收塔顶部喷入,吸收干气中碳二馏分及更重组分,吸收塔的塔顶未被吸收的第二气相送入冷箱20,吸收塔的塔釜的第二液相送入解吸塔15处理;
123.来自吸收塔14塔顶的第二气相在冷箱20中被来自膨胀机22的制冷气冷却,冷却后的气体送入第二分液罐21中进行气液分相。在第二分液罐内,气相中夹带的碳三吸收剂被冷凝下来,随第二分液罐底部的第四液相返回至吸收塔14的顶部,循环使用。第二分液罐顶部的第四气相在膨胀机22中膨胀做功制冷,得到制冷气送入冷箱20中冷却来自吸收塔14的塔顶的第二气相,经热交换后得到的包含甲烷和氢的尾气23排入燃料气管网,或他用。
124.来自吸收塔14塔釜的第二液相进入解吸塔15的中部,解吸塔塔顶的第三气相和第一分液罐7底部的第一液相合并后,作为提浓气24产品,送往乙烯装置作原料。解吸塔塔釜的第三液相经吸收剂循环泵16升压,吸收剂水冷器17冷却后,经吸收剂丙烯冷却器18冷却到-20℃至-40℃,返回吸收塔14循环使用。
125.以下将通过实施例对本发明进行详细描述。以下实施例中,
126.碳二回收率的计算公式为:提浓气中的(乙烷+乙烯)/(轻炼厂干气中的(乙烷+乙烯)+重炼厂干气中的(乙烷+乙烯))
×
100%;碳三回收率的计算公式为:提浓气中的(丙烷+丙烯)/(轻炼厂干气中的(丙烷+丙烯)+重炼厂干气中的(丙烷+丙烯))
×
100%。
127.实施例以及对比例中,轻炼厂干气和重炼厂干气的组成如表1所示。气体组成采用标准astm d1945测得。
128.表1炼厂干气流量组成
[0129] 轻炼厂干气重炼厂干气温度,℃40.040.0压力,mpag0.600.30质量流量,t/h50.020.0组成,mol%
ꢀꢀ
h240.806.99h2s0.060.00co0.750.00co20.570.00o20.830.00n211.120.00
ch420.153.94c2h616.4360.12c2h40.250.00c3h85.1119.01c3h60.050.00c4h
10
2.506.21c4h80.020.00c5+1.273.72h2o0.070.00
[0130]
实施例1
[0131]
采用本发明的采用中冷油吸收法分离轻重炼厂干气中碳二及更重组分的方法对上述炼厂干气进行分离。
[0132]
具体的工艺过程为:
[0133]
轻炼厂干气,组成如表1所示,压力0.6mpag,进入第一压缩机,将压力提高至1.5mpag,送至脱碳塔底部。
[0134]
脱碳塔中,以本领域常规mdea脱碳剂(脱碳剂流量约100t/h),从脱碳塔顶部注入,吸收轻炼厂压缩干气中的二氧化碳和硫化氢。脱碳塔的塔顶的脱碳干气送入干燥塔。干燥塔中设置3a型分子筛脱水剂,脱除脱碳干气中的饱和水,得到精制干气送入压缩机段间罐中。
[0135]
重炼厂干气,组成如表1所示,压力0.3mpag,进入第二压缩机,将压力提高至1.5mpag。增压后的压缩干气在第一冷却器冷却至0℃后,送入第一分液罐进行气液分相,第一分液罐顶部的第一气相送入压缩机段间罐中,第一分液罐底部的第一液相合并入提浓气产品中,送出界区。其中,第一液相中碳二及更重组分与重炼厂干气中碳二及更重组分的体积比为5.2:10。
[0136]
压缩机段间罐的顶部排出的混合干气经第三压缩机,将压力提高至3mpag,冷却至-35℃,送至吸收塔中部。
[0137]
在吸收塔中,采用液化气(具体组成为:丙烷45vol%,丁烷33vol%,戊烷22vol%)作为吸收剂(吸收剂循环量70t/h),从塔顶喷入,吸收干气中的碳二馏分及更重组分。吸收塔理论板数优选为30,操作压力3mpag,塔顶温度为-30℃,塔釜温度为64℃。吸收塔塔釜采用低压蒸汽加热,塔顶未被吸收的第二气相送入冷箱,塔釜的第三液相送入解吸塔处理。
[0138]
来自吸收塔塔顶的第二气相进入冷箱,被来自膨胀机的制冷气冷却至-50℃,送入第二分液罐进行气液分相。第二分液罐底部的第四液相返回吸收塔的顶部。第二分液罐顶部的第四气相进入膨胀机膨胀做功制冷,膨胀机出口得到制冷气(温度-105℃)进入冷箱冷却吸收塔塔顶的第二气相,经热交换后得到的尾气排入燃料气管网。
[0139]
来自吸收塔塔釜的第二液相进入解吸塔的中部。解吸塔的理论板数为30,操作压力2.5mpag,塔顶温度为20℃,塔釜温度为95℃。解吸塔采用低压蒸汽加热,塔顶的第三气相与第一分液罐底部的第一液相合并后,加热至45℃,作为提浓气产品送出界区,送至乙烯装置作原料。解吸塔塔釜的第三液相经吸收剂循环泵升压,在吸收剂水冷器中被循环水冷却至40℃后,在吸收剂丙烯冷却器中被-40℃丙烯冷剂冷却至-35℃后,返回吸收塔循环使用。
[0140]
在本实施例中,提浓气的组成如表2所示,其中,碳二回收率为95.2%。
[0141]
表2
[0142] 提浓气温度,℃45.4压力,mpag2.46质量流量,t/h33.85组成,mol% h20.05ch42.23c2h677.48c2h40.60c3h814.73c3h60.08c4h
10
3.02c5+1.81
[0143]
实施例2
[0144]
与实施例1相比,不对吸收塔塔顶得到的第二气相进行后处理。
[0145]
轻炼厂干气,组成如表1所示,压力0.6mpag,进入第一压缩机,将压力提高至1.5mpag,送至脱碳塔底部。
[0146]
脱碳塔中,以本领域常规mdea脱碳剂(脱碳剂流量约100t/h),从脱碳塔顶部注入,吸收轻炼厂压缩干气中的二氧化碳和硫化氢。脱碳塔的塔顶的脱碳干气送入干燥塔。干燥塔中设置3a型分子筛脱水剂,脱除脱碳干气中的饱和水,得到精制干气送入压缩机段间罐中。
[0147]
重炼厂干气,组成如表2所示,压力0.3mpag,进入第二压缩机,将压力提高至1.5mpag。增压后的压缩干气在第一冷却器冷却至0℃后,送入第一分液罐进行气液分相,第一分液罐顶部的第一气相送入压缩机段间罐中,第一分液罐底部的第一液相合并入提浓气产品中,送出界区。其中,第一液相中碳二及更重组分与重炼厂干气中碳二及更重组分的体积比为6.2:10。
[0148]
压缩机段间罐的顶部排出的混合干气经第三压缩机,将压力提高至3mpag,冷却至-35℃,送至吸收塔中部。
[0149]
在吸收塔中,采用液化气(具体组成为:丙烷36vol%,丁烷36vol%,戊烷28vol%)作为吸收剂(吸收剂循环量70t/h),从塔顶喷入,吸收干气中的碳二馏分及更重组分。吸收塔理论板数优选为30,操作压力3mpag,塔顶温度为-26℃,塔釜温度为65℃。吸收塔塔釜采用低压蒸汽加热,塔顶未被吸收的第二气相送出界区,塔釜的第三液相送入解吸塔处理。
[0150]
来自吸收塔塔釜的第二液相进入解吸塔的中部。解吸塔的理论板数为30,操作压力2.5mpag,塔顶温度为18℃,塔釜温度为101℃。解吸塔采用低压蒸汽加热,塔顶的第三气相与第一分液罐底部的第一液相合并后,加热至45℃,作为提浓气产品送出界区,送至乙烯装置作原料。解吸塔塔釜的第三液相经吸收剂循环泵升压,在吸收剂水冷器中被循环水冷却至40℃后,在吸收剂丙烯冷却器中被-40℃丙烯冷剂冷却至-35℃后,返回吸收塔循环使
用。由于第二气相未经过冷箱-膨胀机后处理,使得回收尾气中的丙烷含量降低,最终导致循环吸收剂中的丙烷含量相对于实施例1减少。
[0151]
在本实施例中,提浓气的组成如表3所示,其中,碳二回收率为93%。
[0152]
表3
[0153][0154][0155]
实施例3
[0156]
采用本发明的采用中冷油吸收法分离轻重炼厂干气中碳二及更重组分的方法对上述炼厂干气进行分离。
[0157]
具体的工艺过程为:
[0158]
轻炼厂干气,气体组成如表1所示,压力0.6mpag,进入第一压缩机,将压力提高至1.0mpag,送至脱碳塔底部。
[0159]
脱碳塔中,以本领域常规mdea脱碳剂(脱碳剂流量约110t/h),从脱碳塔顶部注入,吸收轻炼厂压缩干气中的二氧化碳和硫化氢。脱碳塔的塔顶的脱碳干气送入干燥塔。干燥塔中设置3a型分子筛脱水剂,脱除脱碳干气中的饱和水,得到精制干气送入压缩机段间罐中。
[0160]
重炼厂干气,气体组成如表1所示,压力0.3mpag,进入第二压缩机,将压力提高至1mpag。增压后的压缩干气在第一冷却器冷却至-10℃后,送入第一分液罐进行气液分相,第一分液罐顶部的第一气相送入压缩机段间罐中,第一分液罐底部的第一液相合并入提浓气产品中,送出界区。其中,第一液相中碳二及更重组分与重炼厂干气中碳二及更重组分的体积比为4.4:10。
[0161]
压缩机段间罐的顶部排出的混合干气经第三压缩机,将压力提高至2.5mpag,冷却至-30℃,送至吸收塔中部。
[0162]
在吸收塔中,采用液化气(具体组成为:丙烷46vol%,丁烷32vol%,戊烷22vol%)作为吸收剂(吸收剂循环量75t/h),从塔顶喷入,吸收干气中的碳二馏分及更重组分。吸收塔理论板数优选为25,操作压力2.5mpag,塔顶温度为-21℃,塔釜温度为54℃。吸收塔塔釜采用低压蒸汽加热,塔顶未被吸收的第二气相送入冷箱,塔釜的第三液相送入解吸塔处理。
[0163]
来自吸收塔塔顶的第二气相进入冷箱,被来自膨胀机的制冷气冷却至-50℃,送入第二分液罐进行气液分相。第二分液罐底部的第四液相返回吸收塔的顶部。第二分液罐顶部的第四气相进入膨胀机膨胀做功制冷,膨胀机出口得到制冷气(温度-98℃)进入冷箱冷却吸收塔塔顶的第二气相,经热交换后得到的尾气排入燃料气管网。
[0164]
来自吸收塔塔釜的第二液相进入解吸塔的中部。解吸塔的理论板数为20,操作压力1.2mpag,塔顶温度为-1℃,塔釜温度为57℃。解吸塔采用低压蒸汽加热,塔顶的第三气相与第一分液罐底部的第一液相合并后,加热至45℃,作为提浓气产品送出界区,送至乙烯装置作原料。解吸塔塔釜的第三液相经吸收剂循环泵升压,在吸收剂水冷器中被循环水冷却至40℃后,在吸收剂丙烯冷却器中被-40℃丙烯冷剂冷却至-25℃后,返回吸收塔循环使用。
[0165]
在本实施例中,提浓气的组成如表4所示,其中,碳二回收率为92.4%。
[0166]
表4
[0167][0168][0169]
对比例1
[0170]
按照cn101063048a典型中冷油吸收工艺流程对表1所示的干气进行回收,其中,进料条件和碳二回收率与实施例1相同,其得到的提浓气产品的组成如表5所示,工艺条件以及能耗如表6所示。
[0171]
对比例2
[0172]
与实施例1相比,不含有轻炼厂干气精制的步骤。由于吸收塔温度在0℃以下,物流中带有水或者二氧化碳,会在低温位置结冰,造成设备或管线冻堵,无法实现对炼厂干气进行分离。
[0173]
表5
[0174] 提浓气组成,mol% ch42.71c2h686.11c2h40.72
c3h810.38c3h60.08
[0175]
表6
[0176][0177]
从表2-表6可知,相较于常规的中冷油吸收工艺,本工艺通过将轻、重炼厂干气分别进行压缩、冷却处理,重炼厂干气中的碳二及以上重组分大部分随压缩凝液直接并入提浓气产品中,减少了循环碳三吸收剂量、解吸塔再沸器负荷和吸收剂丙烯冷却器负荷,降低了装置低压蒸汽消耗和-40℃丙烯冷量消耗,装置能耗低。基本不含水的重炼厂干气不进入脱碳、脱水单元,降低了装置投资。
[0178]
以上详细描述了本发明的优选实施方式,但是,本发明并不限于此。在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,包括各个技术特征以任何其它的合适方式进行组合,这些简单变型和组合同样应当视为本发明所公开的内容,均属于本发明的保护范围。