1.本实用新型涉及回转窑技术领域,具体而言,涉及一种热解回转窑及热解回转窑系统。
背景技术:
2.回转窑通常是指旋转煅烧窑,属于建材设备类。回转窑按处理物料不同可分为水泥窑、冶金化工窑和石灰窑。水泥窑主要用于煅烧水泥熟料,分干法生产水泥窑和湿法生产水泥窑两大类。冶金化工窑则主要用于冶金行业钢铁厂贫铁矿磁化焙烧;铬、镍铁矿氧化焙烧;耐火材料厂焙烧高铝钒土矿和铝厂焙烧熟料、氢氧化铝等;上述回转窑都不涉及窑内会有大量类似煤气一类物质的产生,不会发生密封不严而向外界释放大量有用或有害气体,也不会发生着火或爆炸危险的问题。
3.但是,煤的热解回转窑发生上述问题的几率相当高,尤其是在窑尾高温处,密封不好会造成严重后果。
技术实现要素:
4.本技术提供了一种热解回转窑及热解回转窑系统以解决上述技术问题。
5.本技术可以这样实现:
6.本技术提供了一种热解回转窑,其包括沿出料方向依次连通的回转窑体、锥体段壳体以及缩颈后出料口直线段壳体。
7.其中,锥体段壳体的内径由靠近回转窑体的一端向靠近缩颈后出料口直线段壳体的一端逐渐变小。
8.在可选的实施方式中,锥体段壳体的内侧设置有多头螺旋推料板,多头螺旋推料板用于在随回转窑体旋转多头螺旋推料板时,推动回转窑体内的物料通过缩颈后出料口直线段壳体,以使缩颈后出料口直线段壳体内的物料与回转窑体内的物料达到平衡。
9.在可选的实施方式中,缩颈后出料口直线段壳体的外径为回转窑体外径的0.4
‑
0.7倍。
10.在可选的实施方式中,回转窑体、锥体段壳体以及缩颈后出料口直线段壳体中的至少一个的内侧设置有第一隔热保温层。
11.在可选的实施方式中,缩颈后出料口直线段壳体的外侧靠近出料口的端面设置有第二隔热保温层。
12.在可选的实施方式中,沿出料方向,第二隔热保温层的长度为缩颈后出料口直线段壳体的长度的1/2
‑
2/3。
13.在可选的实施方式中,第二隔热保温层的外侧设置有外层保温壳体。
14.在可选的实施方式中,外层保温壳体的外侧设置有螺旋,螺旋用于在随回转窑体旋转时,螺旋使螺旋外侧的灰尘向出料口排出。
15.在可选的实施方式中,螺旋与外层保温壳体焊接固定。
16.在可选的实施方式中,螺旋为圆钢或方钢盘旋而成。
17.在可选的实施方式中,热解回转窑还包括隔热摩擦环,隔热摩擦环紧邻第二隔热保温层远离出料口的一端设置;
18.在可选的实施方式中,隔热摩擦环包括内环、外环、第一立环和第二立环;内环和外环由内至外间隔套设于缩颈后出料口直线段壳体外侧;第一立环和第二立环均设置于内环和外环之间且第一立环与第二立环竖向间隔设置;内环、外环、第一立环和第二立环之间形成用于与大气相通的散热腔室。
19.在可选的实施方式中,第二立环位于第一立环远离出料口的一侧;第二立环设有通孔以与散热腔室连通。
20.在可选的实施方式中,通孔的数量为多个,多个通孔分布于第二立环的中间位置。
21.在可选的实施方式中,第一立环与内环和外环均焊接密封。
22.在可选的实施方式中,第二立环与内环和外环均焊接密封。
23.在可选的实施方式中,隔热摩擦环的外表面的粗糙度≤0.8微米。
24.在可选的实施方式中,内环的内径大于缩颈后出料口直线段壳体的外径。
25.在可选的实施方式中,内环的内径与缩颈后出料口直线段壳体的外径的差值≥10mm。
26.在可选的实施方式中,第二隔热保温层与隔热摩擦环的侧面焊接密封。
27.在可选的实施方式中,热解回转窑还包括斜铁,斜铁位于内环与缩颈后出料口直线段壳体之间。
28.在可选的实施方式中,内环的靠近出料口以及远离出料口的端部均分别设置有斜铁。
29.在可选的实施方式中,斜铁沿垂直缩颈后出料口直线段壳体的轴线的方向具有斜铁内弧以及斜铁外弧。
30.在可选的实施方式中,斜铁内弧和斜铁外弧均为圆弧。
31.在可选的实施方式中,斜铁内弧与出料口的外径相等。
32.在可选的实施方式中,斜铁外弧的厚度薄的一端的外径小于内环的内径,斜铁外弧的厚度厚的一端的外径大于内环的内径。
33.在可选的实施方式中,斜铁与缩颈后出料口直线段壳体之间通过点焊固定,斜铁与内环通过点焊固定。
34.在可选的实施方式中,热解回转窑还包括窑尾罩以及弹性密封机构。窑尾罩设置于出料口,弹性密封机构设置于窑尾罩与外环隔热摩擦环的外侧之间。
35.在可选的实施方式中,热解回转窑还包括空气导流叶片,空气导流叶片设置于第二立环远离出料口的一侧,空气导流叶片与通孔对应间隔设置,空气导流叶片与回转窑体的转动轴心线成夹角设置,以在空气导流叶片随回转窑体旋转时,将大气中的气体通过通孔导流入散热腔室内。
36.在可选的实施方式中,空气导流叶片的数量为多个。
37.在可选的实施方式中,多个空气导流叶片均匀分布。
38.在可选的实施方式中,空气导流叶片的一端边沿同时焊接于内环、外环和第二立环上。
39.本技术还提供了一种热解回转窑系统,其包括上述的热解回转窑。
40.本技术的热解回转窑及热解回转窑系统的有益效果包括:
41.该热解回转窑采用不等径的方式,使得缩颈后出料口直线段壳体的内径小于回转窑体的内径,这样能够相对缩小出料口的外径,以便更容易实现对出料口的密封面进行更好的密封,同时,在出料口可以安装体积更小的窑尾罩进行下料,大大降低运行成本。并且,该锥体段壳体的内径逐渐变小,可以使得物料的输送相对平稳,保证运行稳定性。包括上述热解回转窑的热解回转窑系统,同样具有以上技术效果。
附图说明
42.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
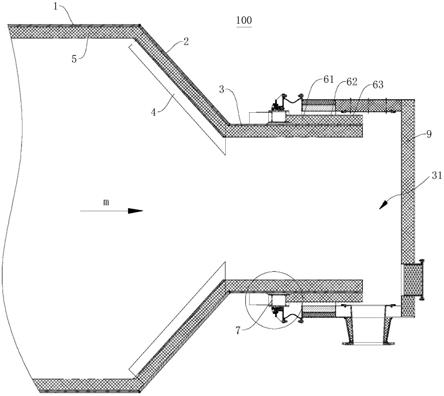
43.图1为本实施例提供的热解回转窑部分位置的结构示意图;
44.图2为图1中a处的局部放大图。
45.图标:100
‑
热解回转窑;1
‑
回转窑体;2
‑
锥体段壳体;3
‑
缩颈后出料口直线段壳体;31
‑
出料口;4
‑
多头螺旋推料板;5
‑
第一隔热保温层;61
‑
第二隔热保温层;62
‑
外层保温壳体;63
‑
螺旋;7
‑
隔热摩擦环;71
‑
内环;72
‑
外环;73
‑
第一立环;74
‑
第二立环;75
‑
通孔;76
‑
散热腔室;77
‑
空气导流叶片;8
‑
斜铁;81
‑
斜铁内弧;82
‑
斜铁外弧;9
‑
窑尾罩;10
‑
弹性密封机构。
具体实施方式
46.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本实用新型实施例的组件可以以各种不同的配置来布置和设计。
47.因此,以下对在附图中提供的本实用新型的实施例的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
48.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
49.在本实用新型的描述中,需要说明的是,若出现术语“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该实用新型产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
50.此外,若出现术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
51.需要说明的是,在不冲突的情况下,本实用新型的实施例中的特征可以相互结合。
52.传统的回转窑通常从头至尾,其直径基本都是一致的,这种设计,往往会使得窑尾高温处很难实现较好的密封,而密封不好会造成严重后果。
53.请一并参照图1与图2,本技术提供了一种热解回转窑100,可以有效解决该技术问题。该热解回转窑100包括沿出料方向(从左至右)依次连通的回转窑体1、锥体段壳体2以及缩颈后出料口直线段壳体3。
54.其中,缩颈后出料口直线段壳体3远离锥体段壳体2的一端对应出料口31。锥体段壳体2的内径由靠近回转窑体1的一端向靠近缩颈后出料口直线段壳体3的一端逐渐变小,也即缩颈后出料口直线段壳体3的内径小于回转窑体1的内径。
55.可参考地,回转窑体1的外轮廓呈圆柱状,锥体段壳体2的外轮廓呈圆台状,该缩颈后出料口直线段壳体3的外轮廓呈圆柱状。图1中m所指的箭头方向,可以理解为热解回转窑100的长度方向,也可以理解为回转窑体1的转动轴心线方向,或者上述提到的圆柱状、圆台状结构的轴线方向。
56.该热解回转窑100采用不等径的方式,使得缩颈后出料口直线段壳体3的内径小于回转窑体1的内径,这样能够相对缩小出料口31的外径,以便更容易实现对出料口31的密封面进行更好的密封。并且,缩颈形式的设置可在出料口31可以安装体积更小的窑尾罩9进行下料,大大降低运行成本。此外,锥体段壳体2的内径逐渐变小,可使物料输送相对平稳,保证运行稳定。
57.本实施例中,锥体段壳体2的内侧设置有多头螺旋推料板4,多头螺旋推料板4可随回转窑体1旋转而旋转。多头螺旋推料板4用于在旋转时,推动回转窑体1内的物料快速通过缩颈后出料口直线段壳体3,以使缩颈后出料口直线段壳体3内的物料与回转窑体1内的物料达到平衡。
58.作为可选地,缩颈后出料口直线段壳体3的外径可以回转窑体1外径的0.4
‑
0.7倍,如0.4倍、0.5倍、0.6倍或0.7倍等。上述比例根据进出料量的多少设计,可使得出料口31的外径大小匹配实际的需求,对后续设计使窑尾罩9及其配合的旋转密封从加工难度、运行费用、可靠性等方面都具有积极作用。
59.可参考地,回转窑体1的外径可以为4.2米,缩颈后出料口直线段壳体3的外径为2.8米,此情况下,缩颈后出料口直线段壳体3的外径为回转窑体1的外径的0.67倍。
60.此外,回转窑体1的外径也可以为6.2米,缩颈后出料口直线段壳体3的外径为2.85米,此情况下,缩颈后出料口直线段壳体3的外径为回转窑体1的外径的0.46倍。
61.进一步地,回转窑体1的外径还可以为7.2米,缩颈后出料口直线段壳体3的外径为4.5米,此情况下,缩颈后出料口直线段壳体3的外径是回转窑体1的外径的0.635倍。
62.本实施例中,回转窑体1、锥体段壳体2以及缩颈后出料口直线段壳体3中的至少一个的内侧设有第一隔热保温层5。
63.较佳地,回转窑体1、锥体段壳体2以及缩颈后出料口直线段壳体3的内侧均设有第一隔热保温层5,从而可提高对应结构内部的保温效果,避免其外部区域的温度过高影响窑尾罩9处的密封。
64.本实施例中,缩颈后出料口直线段壳体3的外侧靠近出料口31的端面设置有第二隔热保温层61。该设置可进一步提高相应位置的保温效果,避免其外部区域的温度过高避
免影响窑尾罩9处的密封。
65.作为可选地,沿出料方向,第二隔热保温层61的长度可以为缩颈后出料口直线段壳体3的长度的1/2
‑
2/3,如1/2或2/3等。
66.进一步地,第二隔热保温层61的外侧设有外层保温壳体62。
67.进一步地,外层保温壳体62的外侧设有螺旋63,螺旋63用于在随回转窑体1旋转时,使螺旋63外侧的灰尘向出料口31排出。
68.作为可选地,螺旋63与外层保温壳体62焊接固定。
69.作为可选地,螺旋63为圆钢或方钢盘旋而成。
70.本实施例中,热解回转窑100还包括隔热摩擦环7,隔热摩擦环7紧邻第二隔热保温层61远离出料口31的一端设置,且隔热摩擦环7随回转窑体1旋转。
71.作为可选地,隔热摩擦环7包括内环71、外环72、第一立环73和第二立环74。内环71和外环72由内至外间隔套设于缩颈后出料口直线段壳体3的外侧。第一立环73和第二立环74均设置在内环71和外环72之间且内环71和外环72竖向间隔设置。内环71、外环72、第一立环73和第二立环74之间形成用于与大气相通的散热腔室76。
72.可参照地,第二立环74位于第一立环73远离出料口31的一侧。第二立环74设有通孔75以与散热腔室76连通。
73.上述通孔75的数量优选为多个。多个通孔优选分布于第二立环74的中间位置。
74.可参照地,第一立环73与内环71和外环72均焊接密封。同理的,第二立环74与内环71和外环72也均焊接密封。
75.较佳地,内环71的内径大于缩颈后出料口直线段壳体3的外径。可参照地,内环71的内径与缩颈后出料口直线段壳体3的外径的差值≥10mm,如,10mm、16mm、20mm、25mm、30mm或40mm等。
76.本技术中,第二隔热保温层61与隔热摩擦环7的侧面可以选择焊接密封,以使得隔热摩擦环7到缩颈后出料口直线段壳体3之间能得到严格密封。
77.本实施例中,隔热摩擦环7的外表面优选经过精密加工,以使其粗糙度≤0.8微米,如0.8微米、0.7微米或0.6微米等。该设计可以极大降低密封件的加工难度。
78.进一步地,热解回转窑100还包括斜铁8,斜铁8位于内环71与缩颈后出料口直线段壳体3之间。
79.可参照地,内环71靠近出料口31以及远离出料口31的端部均分别设有斜铁8。
80.上述斜铁8沿垂直缩颈后出料口直线段壳体3的轴线的方向具有斜铁内弧81以及斜铁外弧82。上述斜铁内弧81以及斜铁外弧82均可为圆弧。斜铁内弧81与出料口31的外径相等.斜铁内弧81与缩颈后出料口直线段壳体3的外壁贴合设置。
81.较佳地,斜铁外弧82的薄端(也即斜铁外弧82的厚度更薄的一端)的外径小于内环71的内径,斜铁外弧82的厚端(也即斜铁外弧82的厚度更厚的一端)的外径大于内环71的内径,斜铁外弧82由薄端向厚端或由厚端向薄端倾斜。斜铁外弧82的不同位置用于与内环71固定,以使隔热摩擦环7的外表面随回转窑体1旋转时平直且跳动小。
82.斜铁8与缩颈后出料口直线段壳体3之间可通过点焊固定,斜铁8与内环71也可通过点焊固定。通过斜铁8的位置调整可使隔热摩擦环7的外表面在旋转过程中尽可能达到平直且跳动小,通过点焊斜铁8从而可有效固定斜铁8和隔热摩擦环7。在回转窑体1旋转跳动
大时,上述设计有利于使该隔热摩擦环7的外表面跳动更小,直线度更好。
83.进一步地,本实施例的热解回转窑100还包括窑尾罩9以及弹性密封机构10。窑尾罩9安装于出料口31,弹性密封机构10设置于窑尾罩9与外环72的外侧之间。
84.上述弹性密封机构10的弹性橡胶件密封贴合在隔热摩擦环7的外侧,即外环72的外表面上,可以实现较佳的密封效果。
85.本实施例中,热解回转窑100还包括空气导流叶片77,空气导流叶片77设置于第二立环74远离出料口31的一侧,空气导流叶片77与通孔75对应间隔设置,空气导流叶片77与回转窑体1的转动轴心线成夹角设置,以在空气导流叶片77随回转窑体1旋转时,将大气中的气体通过通孔75导流入散热腔室76内。这样,通过冷风降低该隔热摩擦环7的外表面温度,可为弹性橡胶件提供相对较低的良好环境,使密封长久有效。
86.可参照地,空气导流叶片77的数量可以为多个,多个空气导流叶片77均匀分布。具体的,上述间隔之间的通孔75数量可以为1
‑
3个,例如,1个、2个或3个。
87.空气导流叶片77的一端边沿同时焊接于内环71、外环72和第二立环74上。
88.此外,本技术的实施例还提供了一种热解回转窑系统,其包括上述的热解回转窑100。该热解回转窑系统还可包括控制装置,例如,可包括驱动电机、控制器等,驱动电机驱动回转窑体1旋转,控制器控制驱动电机的输出转速。
89.本实施例提供的热解回转窑100的工作原理包括如下:
90.回转窑体1旋转时,带动其内部的物料向出料口31输送,在回转窑体1内的多头螺旋推料板4的作用下,物料可快速通过缩颈后出料口直线段壳体3,以使得缩颈后出料口直线段壳体3内的物料与回转窑体1内的物料达到平衡,最终,物料从安装在出料口31处的窑尾罩9后排出。
91.回转窑体1旋转时,同时带动隔热摩擦环7旋转,大气的空气在空气导流叶片77的作用下,通过第二立环74上的通孔75进入隔热摩擦环7内的散热腔室76中,以降低该处的温度。
92.回转窑体1旋转时,该弹性密封机构10与窑尾罩9相对固定,且均相对不旋转,弹性密封机构10的弹性密封件与安装在缩颈后出料口直线段壳体3外的隔热摩擦环7始终密封接触,以实现密封作用,由于该处的温度较低,且整个热解回转窑100采用了缩颈的处理,使得出料口31的外径尺寸相对较小,这样该密封更有效,可以长时间保持较佳的密封效果。
93.综上所述,本技术提供的热解回转窑采用不等径的方式,使得缩颈后出料口直线段壳体的内径小于回转窑体的内径,这样能够相对缩小出料口的外径,以便更容易实现对出料口的密封面进行更好的密封,同时,在出料口可以安装体积更小的窑尾罩进行下料,大大降低运行成本。并且,该锥体段壳体的内径逐渐变小,可以使得物料的输送相对平稳,保证运行稳定性。包括上述热解回转窑的热解回转窑系统,同样具有以上技术效果。
94.以上,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以权利要求的保护范围为准。