1.本发明涉及航空发动机零件装配技术领域,特别地,涉及一种航空发动机燃气发生器转子装配工具。此外,本发明还涉及一种采用上述航空发动机燃气发生器转子装配工具的航空发动机燃气发生器转子装配方法。
背景技术:
2.航空发动机燃气发生器转子通常由三级轴流、一级离心压气机及两级燃气涡轮转子组成,离心压气机和燃气涡轮转子通过中心拉杆连接,离心压气机和燃气涡轮转子分别采用压紧螺母安装于中心拉杆上,再安装锁圈保险;燃发转子采用1-0-1支承方式,其后支点位于燃气涡轮二级盘后轴颈处,轴颈上安装有后轴承,需要用压紧螺母压紧并安装锁圈保险,装配时,压气机转子和燃气涡轮转子分开安装,即涡轮转子压紧螺母和锁圈需要在总装进行。
3.现有的航空发动机燃气发生器转子的装配方法中通常先安装后轴承及其压紧螺母和锁圈,再安装涡轮转子,然后在总装时安装涡轮转子压紧螺母和锁圈,但这种安装方式存在以下缺陷(如图1所示):1、后轴承压紧螺母包围了涡轮转子压紧螺母,两螺母之间的径向间隙十分小,且涡轮转子压紧螺母距离机匣的安装口的距离较大,导致用于涡轮转子压紧螺母的装配工具加工难度大且强度无法保证,且装配过程中装配工具容易受力断裂,且其断裂的碎片也很难取出,整个航空发动机燃气发生器转子无法顺利装配;2、在总装状态下,航空发动机燃气发生器转子仅靠前轴承支承,然后利用铜棒和榔头敲击锁圈保险,使得转子轴承受到冲击力,同时转子易发生偏转而碰撞损失。
4.如若对装配方法进行改进,先安装涡轮转子压紧螺母和锁圈,再安装后轴承压紧螺母和锁圈,这样也会出现以下问题:1、转子止转问题:由于装配后轴承压紧螺母时,在总装之后,燃发转子重量过大,无法手动止转,燃发转子处于可旋转状态,而要按规定力矩拧紧后轴承压紧螺母,首先需要先止动转子,同时因转子处于发动机内部,转子上难以找出转子止转着力点;2、转子定心问题:由于燃发转子后轴承外环暂未安装,后承力机匣缺失,整个燃发转子处于悬臂结构,较大力拧紧转子上螺母时易发生转子偏摆,进而可能导致转静子碰磨,对安全有隐患;3、拧紧打滑问题:因外部机匣尺寸大的影响,导致装配工具需较长的套筒,拧紧过程中扳手定心和固定较困难,且装配工具易从螺母装配槽中打滑,从而影响装配流畅性,且有一定安全隐患,易造成零件损伤。
技术实现要素:
5.本发明提供了一种航空发动机燃气发生器转子装配工具以及装配方法,以解决现有的航空发动机燃气发生器转子装配过程中涡轮转子装配困难,后轴承压紧螺母和锁圈装配时存在的转子无法止转、转子定心困难以及拧紧时容易打滑的技术问题。
6.根据本发明的一个方面,提供一种航空发动机燃气发生器转子装配工具,包括用于安装后轴承压紧螺母的螺母安装组件和用于将后轴承锁圈安装于后轴承压紧螺母上的
锁圈安装组件;螺母安装组件包括用于与燃气涡轮二级盘连接且与燃气涡轮二级盘同轴布设的固定件、与固定件连接的用于与发动机机匣连接的安装板、与固定件连接且与固定件同轴布设的定位环以及穿过定位环且与定位环同轴布设的用于拧紧后轴承压紧螺母的转动件;锁圈安装组件包括用于与中心拉杆连接的定位杆、套设于定位杆上的用于抵压后轴承锁圈的压头以及套设于定位杆上用于施力抵压压头的液压装置。
7.进一步地,固定件设有用于与燃气涡轮二级盘连接的第一连接端以及同时与安装板和定位环连接的第二连接端,第一连接端设有用于与燃气涡轮二级盘的卡槽卡持配合的卡块,卡块与卡槽一一对应布设。
8.进一步地,第二连接端设有径向向外延伸形成的第一安装边,定位环设有径向向外延伸形成的第二安装边,第一安装边的轴向方向上的两端面分别与安装板和第二安装边贴合,螺母安装组件还包括沿轴向贯穿第二安装边、第一安装边和安装板的连接孔以及与连接孔连接的第一连接螺栓,多个连接孔沿螺母安装组件周向间隔排布。
9.进一步地,安装板设有用于与发动机机匣上的螺栓孔对应布设的安装孔,安装孔与螺栓孔一一对应布设,螺母安装组件还包括用于连接螺栓孔和安装孔的第二连接螺栓。
10.进一步地,转动件设有穿过定位环并用于与后轴承压紧螺母连接的转动连接端以及用于转动施力以拧紧后轴承压紧螺母的手持施力端,转动连接端设有用于与后轴承压紧螺母的齿槽卡持配合的卡齿,卡齿与齿槽一一对应布设。
11.进一步地,手持施力端包括沿径向方向布设的转动手柄。
12.进一步地,定位环与转动件间隙配合,定位环与转动件之间的间距范围为0.01mm-0.08mm。
13.进一步地,压头为筒状结构,压头的开口端设有用于与后轴承压紧螺母的保险槽对应设置的压台,压台与保险槽一一对应布设。
14.进一步地,定位杆的外侧壁设有用于与中心拉杆的内侧壁的内螺纹结构螺纹连接的外螺纹结构。
15.根据本发明的另一方面,还提供了一种航空发动机燃气发生器转子装配方法,采用上述的航空发动机燃气发生器转子装配工具,其包括以下步骤:将压气机转子组件安装到发动机机匣内;将燃气涡轮一级转子组件安装到发动机机匣内;将后轴承内环安装到燃气涡轮二级转子后轴颈上;将燃气涡轮二级转子安装到发动机机匣内;将转子压紧螺母安装到燃气涡轮二级转子上,再将转子锁圈安装到转子压紧螺母上;通过螺母安装组件将后轴承压紧螺母安装到后轴承上,再通过锁圈安装组件将后轴承锁圈安装到后轴承压紧螺母上。
16.本发明具有以下有益效果:
17.本发明的航空发动机燃气发生器转子装配工具,螺母安装组件首先将固定件与燃气涡轮二级盘连接,再将与固定件连接的安装板与发动机机匣连接,以使燃气涡轮二级盘间接与发动机机匣内连接,实现燃气涡轮转子止转;同时涡轮二级盘固定后,也能解决燃气涡轮转子的定心问题,然后将定位环与固定件连接,转动件穿过定位环以拧紧后轴承压紧螺母,且由于转动件与定位环同轴布设,定位环与固定件同轴布设,定位环与燃气涡轮二级盘同轴布设,即转动件与燃气涡轮二级盘同轴布设,进一步解决转子定心问题,以防止转动件拧紧后轴承压紧螺母过程中转子偏转和转动件打滑;锁圈安装组件再通过安装定位杆、
压头和液压装置将后轴承锁圈安装于后轴承压紧螺母上,以保证后轴承压紧螺母安装于后轴承上的可靠性。本发明航空发动机燃气发生器转子装配工具通过螺母安装组件安装后轴承压紧螺母,以解决后轴承压紧螺母装配过程中的转子难止转、转子难定心以及拧紧时打滑等问题,进而提高装配时的稳定性和装配后的可靠性,再通过锁圈安装组件将后轴承锁圈安装于后轴承压紧螺母,提高安装后的可靠性。
18.除了上面所描述的目的、特征和优点之外,本发明还有其它的目的、特征和优点。下面将参照图,对本发明作进一步详细的说明。
附图说明
19.构成本技术的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
20.图1现有技术中后轴承压紧螺母及涡轮转子压紧螺母结构图;
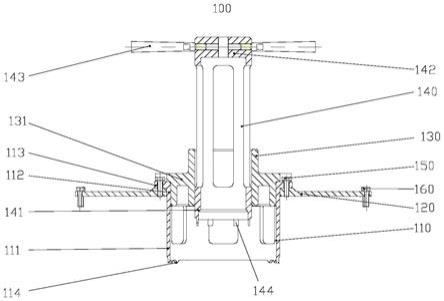
21.图2是本发明优选实施例的航空发动机燃气发生器转子装配工具中螺母安装组件的结构示意图;
22.图3是本发明优选实施例的航空发动机燃气发生器转子装配工具中螺母安装组件安装螺母时的结构示意图;
23.图4是本发明优选实施例的航空发动机燃气发生器转子装配工具中锁圈安装组件安装锁圈时的结构示意图;
24.图5是本发明优选实施例的航空发动机燃气发生器转子装配工具中压头的立体示意图。
25.图例说明:
26.100、螺母安装组件;110、固定件;111、第一连接端;112、第二连接端;113、第一安装边;114、卡块;120、安装板;130、定位环;131、第二安装边;140、转动件;141、转动连接端;142、手持施力端;143、转动手柄;144、卡齿;150、第一连接螺栓;160、第二连接螺栓;200、锁圈安装组件;210、定位杆;220、压头;221、压台;230、液压装置。
具体实施方式
27.以下结合附图对本发明的实施例进行详细说明,但是本发明可以由下述所限定和覆盖的多种不同方式实施。
28.图1现有技术中后轴承压紧螺母及涡轮转子压紧螺母结构图;图2是本发明优选实施例的航空发动机燃气发生器转子装配工具中螺母安装组件的结构示意图;图3是本发明优选实施例的航空发动机燃气发生器转子装配工具中螺母安装组件安装螺母时的结构示意图;图4是本发明优选实施例的航空发动机燃气发生器转子装配工具中锁圈安装组件安装锁圈时的结构示意图;图5是本发明优选实施例的航空发动机燃气发生器转子装配工具中压头的立体示意图。
29.如图2-图5所示,本实施例的航空发动机燃气发生器转子装配工具,包括用于安装后轴承压紧螺母的螺母安装组件100和用于将后轴承锁圈安装于后轴承压紧螺母上的锁圈安装组件200;螺母安装组件100包括用于与燃气涡轮二级盘连接且与燃气涡轮二级盘同轴布设的固定件110、与固定件110连接的用于与发动机机匣连接的安装板120、与固定件110
连接且与固定件110同轴布设的定位环130以及穿过定位环130且与定位环130同轴布设的用于拧紧后轴承压紧螺母的转动件140;锁圈安装组件200包括用于与中心拉杆连接的定位杆210、套设于定位杆210上的用于抵压后轴承锁圈的压头220以及套设于定位杆210上用于施力抵压压头220的液压装置230。具体地,航空发动机燃气发生器至少包括发动机机匣、中心拉杆、压气机转子、燃气涡轮转子、燃气涡轮一级盘、燃气涡轮二级盘以及安装于燃气涡轮二级盘后轴颈处的后轴承,中心拉杆、压气机转子、燃气涡轮转子、燃气涡轮一级盘和燃气涡轮二级盘都设置于发动机机匣内,压气机转子、燃气涡轮转子、燃气涡轮一级盘和燃气涡轮二级盘都安装于中心拉杆上。具体地,本发明的航空发动机燃气发生器转子装配工具,螺母安装组件100首先将固定件110与燃气涡轮二级盘连接,再将与固定件110连接的安装板120与发动机机匣连接,以使燃气涡轮二级盘间接与发动机机匣内连接,实现燃气涡轮转子止转;同时涡轮二级盘固定后,也能解决燃气涡轮转子的定心问题,然后将定位环130与固定件110连接,转动件140穿过定位环130以拧紧后轴承压紧螺母,且由于转动件140与定位环130同轴布设,定位环130与固定件110同轴布设,定位环130与燃气涡轮二级盘同轴布设,即转动件140与燃气涡轮二级盘同轴布设,进一步解决转子定心问题,以防止转动件140拧紧后轴承压紧螺母过程中转子偏转和转动件140打滑;锁圈安装组件200再通过安装定位杆210、压头220和液压装置230将后轴承锁圈安装于后轴承压紧螺母上,以保证后轴承压紧螺母安装于后轴承上的可靠性。本发明航空发动机燃气发生器转子装配工具通过螺母安装组件100安装后轴承压紧螺母,以解决后轴承压紧螺母装配过程中的转子难止转、转子难定心以及拧紧时打滑等问题,进而提高装配时的稳定性和装配后的可靠性,再通过锁圈安装组件200将后轴承锁圈安装于后轴承压紧螺母,提高安装后的可靠性。
30.如图2和图3所示,本实施例中,固定件110设有用于与燃气涡轮二级盘连接的第一连接端111以及同时与安装板120和定位环130连接的第二连接端112,第一连接端111设有用于与燃气涡轮二级盘的卡槽卡持配合的卡块114,卡块114与卡槽一一对应布设。具体地,燃气涡轮二级盘上具有偶数个卡槽,偶数个卡槽分成两组呈180
°
对称布设,第一连接端111上设有与卡槽数量相同的卡块114,且卡块114与卡槽一一对应布设,卡块114卡持于卡槽内,确保固定件110和燃气涡轮二级盘连接稳固。
31.如图2和图3所示,本实施例中,第二连接端112设有径向向外延伸形成的第一安装边113,定位环130设有径向向外延伸形成的第二安装边131,第一安装边113的轴向方向上的两端面分别与安装板120和第二安装边131贴合,螺母安装组件100还包括沿轴向贯穿第二安装边131、第一安装边113和安装板120的连接孔以及与连接孔连接的第一连接螺栓150,多个连接孔沿螺母安装组件100周向间隔排布。具体地,第二连接端112径向向外延伸形成第一安装边113,定位环130径向向外延伸形成第二安装边131,第一安装边113的轴向方向上的两端面分别与安装板120和第二安装边131贴合,还有贯穿第二安装边131、第一安装边113和安装板120的连接孔,连接孔和第一连接螺栓150连接,以将第二安装边131、第一安装边113和安装板120连接在一起。同时多个连接孔沿螺母安装组件100周向间隔排布,确保第二安装边131、第一安装边113和安装板120连接稳固。
32.如图2和图3所示,本实施例中,安装板120设有用于与发动机机匣上的螺栓孔对应布设的安装孔,安装孔与螺栓孔一一对应布设,螺母安装组件100还包括用于连接螺栓孔和安装孔的第二连接螺栓160。具体地,安装板120通过其两端的安装孔以及第二连接螺栓160
与发动机机匣上的螺栓孔连接。应对理解的是,固定件110和燃气涡轮二级盘通过卡块114和卡槽连接,固定件110和安装板120通过连接孔和第一连接螺栓150连接,安装板120和发动机机匣通过安装孔和螺栓孔连接,进而使发动机机匣与燃气涡轮二级盘连接,实现燃气涡轮转子的止转,保证燃气涡轮转子无法转动,以便于装配后轴承压紧螺母。
33.如图2和图3所示,本实施例中,转动件140设有穿过定位环130并用于与后轴承压紧螺母连接的转动连接端141以及用于转动施力以拧紧后轴承压紧螺母的手持施力端142,转动连接端141设有用于与后轴承压紧螺母的齿槽卡持配合的卡齿144,卡齿144与齿槽一一对应布设。具体地,后轴承压紧螺母具有多个齿槽,转动连接端141设有与齿槽一一对应布设的卡齿144,转动件140与后轴承压紧螺母通过卡齿144与齿槽连接,以便于转动件140施力拧紧后轴承压紧螺母。应当理解的是,固定件110与燃气涡轮二级盘同轴布设,定位环130与固定件110同轴布设,转动件140与定位环130同轴布设,因此转动件140与燃气涡轮二级盘同轴布设,以有效防止后轴承压紧螺母拧紧过程中转动件140偏滑和转子偏转。
34.如图2和图3所示,本实施例中,手持施力端142包括沿径向方向布设的转动手柄143。具体地,通过转动手柄143拧紧后轴承压紧螺母,便于施力,以确保能到达要求力矩拧紧后轴承压紧螺母。
35.如图2和图3所示,本实施例中,定位环130与转动件140间隙配合,定位环130与转动件140之间的间距范围为0.01mm-0.08mm。具体地,当定位环130与转动件140之间的间距范围为0.01mm-0.08mm时,装配精度合适,制造工艺难度低,且保证转动件140与燃气涡轮转子相对同心,有限防止转动件140打滑;而当定位环130与转动件140之间的间距小于0.01mm时,装配精度高,制造工艺困难,装配困难;当定位环130与转动件140之间的间距大于0.08mm时,无法保证转动件140与燃气涡轮转子同心,导致转动件140拧紧后轴承压紧螺母时打滑,燃气涡轮转子偏摆。可选地,定位环130与转动件140之间的间距范围为0.01mm-0.03mm,进一步提高的转动件140拧紧后轴承压紧螺母时的可靠性。
36.如图5所示,本实施例中,压头220为筒状结构,压头220的开口端设有用于与后轴承压紧螺母的保险槽对应设置的压台221,压台221与保险槽一一对应布设。具体地,后轴承压紧螺母具有周向间隔布设的多个保险槽,压头220设有与保险槽一一对应布设的压台221,压头220通过压台221挤压后轴承锁圈,以将后轴承锁圈的外圆压入后轴承压紧螺母的保险槽内,进而确保后轴承压紧螺母与后轴承锁圈装配可靠。
37.如图4所示,本实施例中,定位杆210的外侧壁设有用于与中心拉杆的内侧壁的内螺纹结构螺纹连接的外螺纹结构。具体地,定位杆210与中心杆通过外螺纹结构和内螺纹结构连接,连接可靠,拆装方便。
38.如图4所示,液压装置230还包括用于产生压力的液压缸以及与液压缸连接用于向压头220施加压力的液压千斤顶。具体地,通过液压缸将压力传递至液压千斤顶内,液压千斤顶将压力传递至压头220上,压头220挤压后轴承锁圈,以使后轴承锁圈与后轴承压紧螺母连接。
39.本实施例的航空发动机燃气发生器转子装配方法,采用上述的航空发动机燃气发生器转子装配工具,其包括以下步骤:将压气机转子组件安装到发动机机匣内;将燃气涡轮一级转子组件安装到发动机机匣内;将后轴承内环安装到燃气涡轮二级转子后轴颈上;将燃气涡轮二级转子安装到发动机机匣内;将转子压紧螺母安装到燃气涡轮二级转子上,再
将转子锁圈安装到转子压紧螺母上;通过螺母安装组件100将后轴承压紧螺母安装到后轴承上,再通过锁圈安装组件200将后轴承锁圈安装到后轴承压紧螺母上。
40.通过螺母安装组件100将后轴承压紧螺母安装到后轴承上,具体包括以下步骤:
41.将固定件110的第一连接端111的卡块114与燃气涡轮二级盘上的卡槽卡持配合,然后使安装板120的安装孔与发动机机匣的螺栓孔对应,再通过第一连接螺栓150将固定件110和安装板120连接,通过第二连接螺栓160将安装板120与发动机机匣连接;
42.将定位环130通过第一连接螺栓150与固定件110连接,转动件140穿过定位环130与后轴承压紧螺母连接,然后通过转动件140拧紧后轴承压紧螺母,在拧紧力矩达到要求力矩后,卸下螺母安装组件100。
43.再通过锁圈安装组件200将后轴承锁圈安装到后轴承压紧螺母上。具体包括以下步骤:
44.将定位杆210与中心拉杆连接;
45.将压头220安装到后轴承锁圈上;
46.将千斤顶安装到压头220上,在连接液压缸;
47.通过液压缸产生压力,液压千斤顶将压力传递至压头220上,压头220上凸台将其对应位置后轴承锁圈外圆压向后轴承压紧螺母的保险槽上,实现锁圈保险,然后卸下锁圈安装组件200。
48.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。