1.本实用新型涉及冲切模具领域,具体指有一种可调节位置的冲切模具。
背景技术:
2.冲切模具是一种带有冲头和切头的模组,通过上压头与冲头的配合可以将材料冲压成不同的形状,再通过切头将冲压后的材料的边缘裁切,形成具有一定形状的产品,用于制造塑料盒等产品。
3.现有的塑料盒等产品的制造过程中,一般是先通过成型设备将材料注塑成相应形状的半成品,需要放置一段时间定型后再进入冲切模具进行冲切。然而,材料的缩水率不尽相同,半成品在放置一端时间后会产生一定的缩水,使其相对原先预设的模版出现偏移。传统的冲切模具的位置是固定的,无法移动,在半成品出现偏移后无法重新对准,造成成品的外形偏差。
4.针对上述的现有技术存在的问题设计一种可调节位置的冲切模具是本实用新型研究的目的。
技术实现要素:
5.针对上述现有技术存在的问题,本实用新型在于提供一种可调节位置的冲切模具,能够有效解决上述现有技术存在的问题。
6.本实用新型的技术方案是:
7.一种可调节位置的冲切模具,包含支撑板,所述支撑板上设置有多个冲切头,所述冲切头可在所述支撑板的上表面平移或定位。
8.进一步地,所述冲切头包含支撑台、切刀、冲压模具,所述支撑台设置有若干定位孔,所述支撑板对应所述定位孔的位置设置有螺纹孔,通过相应的螺栓穿过所述定位孔并锁紧到所述螺纹孔从而定位所述支撑台;所述定位孔的孔径大于所述螺栓的直径,所述支撑台通过所述定位孔与所述螺栓之间的间隙平移。
9.进一步地,所述切刀与所述支撑台的周侧面相配合,所述切刀锁紧到所述支撑台的周侧面并跟随所述支撑台平移。
10.进一步地,所述螺栓设置有环形垫片。
11.进一步地,所述环形垫片的外环直径大于所述定位孔的孔径。
12.进一步地,所述支撑台设置有若干导向柱,所述冲压模具通过所述导向柱的配合设置于所述支撑台的上侧。
13.进一步地,所述支撑台和所述冲压模具之间设置有若干支撑弹簧。
14.进一步地,所述支撑台设置有若干弹簧安装孔,所述弹簧分别设置于所述弹簧安装孔和所述冲压模具之间。
15.本实用新型的优点:
16.本实用新型通过冲切头的可移动设置,可以将半成品铺设在冲切模具上,对应每
个半成品调节冲切头的位置并锁紧定位冲切头,从而快速适配不同缩水率的半成品。
17.本实用新型所述定位孔的孔径大于所述螺栓的直径,因此所述定位孔与所述螺栓之间存在间隙以供支撑台平移,并可通过螺栓锁紧到支撑板对应的螺纹孔,从而定位。
18.本实用新型通过环形垫片铺设在定位孔的上表面,并通过螺栓锁紧,可增加支撑台锁紧定位后的稳定性。
19.本实用新型通过所述导向柱的配合设置所述支撑台,支撑台设置有和半成品相适配的图案或条纹等,从而与冲头相适配冲压相应的产品,并且通过弹簧的设置,可以在冲头离开支撑台时将产品顶起,使产品快速脱离支撑台。
附图说明
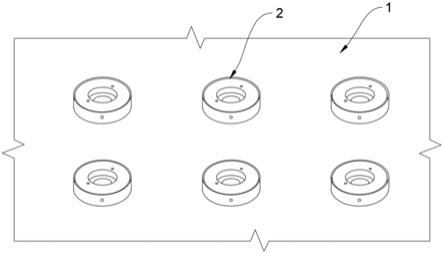
20.图1为本实用新型的结构示意图。
21.图2为冲切头的拆解示意图。
22.图3为支撑台的结构爆炸示意图。
具体实施方式
23.为了便于本领域技术人员理解,现将实施例结合附图对本实用新型的结构作进一步详细描述:
24.实施例一
25.参考图1-3,一种可调节位置的冲切模具,包含支撑板1,所述支撑板1上设置有多个冲切头2,所述冲切头2可在所述支撑板1的上表面平移或定位。通过冲切头2的可移动特点,可以将半成品铺设在冲切模具上,对应每个半成品调节冲切头2的位置并锁紧定位冲切头2,从而快速适配不同缩水率的半成品。
26.进一步地,所述冲切头2包含支撑台201、切刀202、冲压模具203,所述支撑台201设置有若干定位孔2011,所述支撑板1对应所述定位孔2011的位置设置有螺纹孔,通过相应的螺栓2012穿过所述定位孔2011并锁紧到所述螺纹孔从而定位所述支撑台201;所述定位孔2011的孔径大于所述螺栓2012的直径,所述支撑台201通过所述定位孔2011与所述螺栓2012之间的间隙平移。本实施例中,所述定位孔2011的孔径大于所述螺栓2012的直径,因此所述定位孔2011与所述螺栓2012之间存在间隙以供支撑台201平移,并可通过螺栓2012锁紧到支撑板1对应的螺纹孔,从而定位。
27.进一步地,所述切刀202与所述支撑台201的周侧面相配合,所述切刀202锁紧到所述支撑台201的周侧面并跟随所述支撑台201平移。本实施例中,支撑台201是圆环形的,切刀202也是和支撑台201相配合的圆环形,切刀202贴设在支撑台201的侧面,并且通过相应的螺栓锁紧设置,切刀202可跟随支撑台201同步移动或定位。
28.进一步地,所述螺栓2012设置有环形垫片2013。所述环形垫片2013的外环直径大于所述定位孔2011的孔径。因此环形垫片2013可以铺设在定位孔2011的上表面,并通过螺栓2012锁紧,可增加支撑台201锁紧定位后的稳定性。
29.进一步地,所述支撑台201设置有若干导向柱2014,所述冲压模具203通过所述导向柱2014的配合设置于所述支撑台201的上侧。进一步地,所述支撑台201和所述冲压模具203之间设置有若干支撑弹簧2015。本实施例通过所述导向柱2014的配合设置所述支撑台
201,支撑台201设置有和半成品相适配的图案或条纹等,从而与冲头相适配冲压相应的产品,并且通过弹簧2015的设置,可以在冲头离开支撑台201时将产品顶起,使产品快速脱离支撑台。
30.进一步地,所述支撑台201设置有若干弹簧安装孔2016,所述弹簧2015分别设置于所述弹簧安装孔2016和所述冲压模具203之间。
31.以上所述仅为本实用新型的较佳实施例,凡依本实用新型申请专利范围所做的均等变化与修饰,皆应属于本实用新型的涵盖范围。
技术特征:
1.一种可调节位置的冲切模具,包含支撑板,所述支撑板上设置有多个冲切头,其特征在于:所述冲切头可在所述支撑板的上表面平移或定位;所述冲切头包含支撑台、切刀、冲压模具,所述支撑台设置有若干定位孔,所述支撑板对应所述定位孔的位置设置有螺纹孔,通过相应的螺栓穿过所述定位孔并锁紧到所述螺纹孔从而定位所述支撑台;所述定位孔的孔径大于所述螺栓的直径,所述支撑台通过所述定位孔与所述螺栓之间的间隙平移。2.根据权利要求1所述的一种可调节位置的冲切模具,其特征在于:所述切刀与所述支撑台的周侧面相配合,所述切刀锁紧到所述支撑台的周侧面并跟随所述支撑台平移。3.根据权利要求1所述的一种可调节位置的冲切模具,其特征在于:所述螺栓设置有环形垫片。4.根据权利要求3所述的一种可调节位置的冲切模具,其特征在于:所述环形垫片的外环直径大于所述定位孔的孔径。5.根据权利要求1所述的一种可调节位置的冲切模具,其特征在于:所述支撑台设置有若干导向柱,所述冲压模具通过所述导向柱的配合设置于所述支撑台的上侧。6.根据权利要求5所述的一种可调节位置的冲切模具,其特征在于:所述支撑台和所述冲压模具之间设置有若干支撑弹簧。7.根据权利要求6所述的一种可调节位置的冲切模具,其特征在于:所述支撑台设置有若干弹簧安装孔,所述弹簧分别设置于所述弹簧安装孔和所述冲压模具之间。
技术总结
本实用新型涉及一种可调节位置的冲切模具,包含支撑板,所述支撑板上设置有多个冲切头,所述冲切头可在所述支撑板的上表面平移或定位。进一步地,所述冲切头包含支撑台、切刀、冲压模具,所述支撑台设置有若干定位孔,所述支撑板对应所述定位孔的位置设置有螺纹孔,通过相应的螺栓穿过所述定位孔并锁紧到所述螺纹孔从而定位所述支撑台;所述定位孔的孔径大于所述螺栓的直径,所述支撑台通过所述定位孔与所述螺栓之间的间隙平移。与所述螺栓之间的间隙平移。与所述螺栓之间的间隙平移。
技术研发人员:许建泰
受保护的技术使用者:新东泰(厦门)激光刀模有限公司
技术研发日:2021.04.30
技术公布日:2022/2/11