1.本实用新型属于高速列车的辅助工具技术领域,具体涉及一种适用于crh380a(l)型动车组的卡紧式研磨子更换工装。
背景技术:
2.crh380a(l)型动车组相比crh380b型动车组,每个转向架均增加了踏面清扫装置,动车研磨子是车轮踏面清扫装置上的一个主要部件,具有增加粘着系数的功能,是保证动车组缩短制动距离、预防车辆滑行的重要零件。踏面清扫装置的主要作用是:1.在行驶中将附着在车轮踏面上的尘埃、锈迹、油脂等予以清除;2.在制动时将闸瓦(研磨子)压在踏面上进行清扫,防止空转和打滑。因此,踏面清扫装置对动车组行车安全有较大的影响。
3.目前,郑州动车段装有踏面清扫装置动车组共计40列63标准组。每标准组装配研磨子64块,共计4032块,更换方式仅为人工手动操作更换,研磨子在检修过程中更换的频次高、数量多;同时,由于动车组转向架结构限制,更换空间较窄,存在人身伤害作业风险的问题。
技术实现要素:
4.针对现有技术中存在的上述问题,本实用新型结合车辆结构设计构造一套crh380a(l)型动车组研磨子更换工装,达到保障安全、节约成本、提高更换效率的目的。
5.采用的技术方案如下:一种动车组卡紧式研磨子更换工装,包括方形底座,方形底座上设置滑轨和两滑块,滑块在滑轨上滑动,滑块之间的滑轨上设置弹性元件,两滑块下端分别连接操作手柄,滑块上端通过第一连接杆连接第一挡块,底座上端通过第二连接杆连接第二挡块,通过第三连接杆连接第三挡块,连接杆与相对应的挡块互相垂直,第一挡块、第二挡块和第三挡块分别位于研磨子的厚度方向、长度方向和宽度方向。
6.所述弹性元件为弹簧、压簧、弹片、橡胶中的任一种。
7.所述两滑块中一组固定在底座上。
8.第三连接杆与底座所在平面的夹角α为120
°‑
150
°
。
9.有益效果:1.使用本实用新型公开的一种动车组卡紧式研磨子更换工装进行研磨子更换时间比手动操作缩短75%,提高了作业效率,使作业更简便;技术实用性强,设计了符合现场实际需求,解决了由现场作业空间有限带来的不便,避免了橡胶波纹管内压缩空气的反弹和取出时研磨子脱落的风险,安全性更高,为现场作业人员带来切实的便捷,此工装应用范围广。
附图说明
10.图 1为踏面清扫装置的结构示意图一。
11.图 2为踏面清扫装置的结构示意图二。
12.图3为踏面清扫装置的剖视图。
13.图4为钩子松开研磨子后的状态图。
14.图5是钩子卡紧研磨子的状态图。
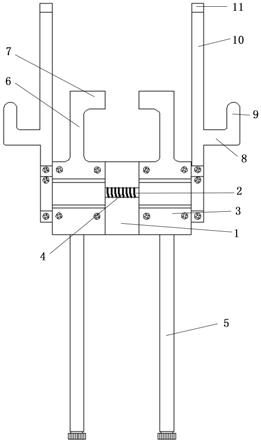
15.图6为本实用新型的主视图。
16.图7为本实用新型的侧视图。
17.图8为本实用新型中研磨子的主视图。
18.图9为本实用新型中研磨子的侧视图。
19.101-气缸筒,102-活塞杆,103-止动销,104-销子,105-闸瓦(研磨子),1051-连接块,106-弹簧,107-止动销座,108-复位弹簧,109-连接器,110-钩子;
20.1-底座,2-滑轨,3-滑块,4-弹簧,5-手柄,6-第一连接杆,7-第一挡块,8-第二连接杆,9-第二挡块,10-第三连接杆,11-第三挡块。
具体实施方式
21.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图,对本实用新型中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的其他所有实施方式,都属于本实用新型保护的范围。因此,以下对在附图中提供的本实用新型的实施方式的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施方式。
22.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
23.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
24.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
25.如图1、图2所示踏面清扫装置的基本构成要素:气缸筒101、活塞杆102、止动销103、销子104和闸瓦(研磨子)105,踏面清扫装置的主要参数如表1所示。踏面清扫装置的作用是在动车组运行过程中擦拭附着在车轮踏面上的尘埃、锈迹、油脂等,为防止空转和打滑,在制动时将研磨子压在踏面上进行清扫。踏面清扫装置动作条件:a.速度在30km/h以上,列车制动;b.发生空转或滑行现象,以上a、b条件符合一条就行。
26.表1
[0027][0028]
踏面清扫装置由四根螺栓固定在转向架构架上制动夹钳支持架上,如图3所示,通过连接器109加压后,活塞杆102被顶出,装置在活塞头端的闸瓦(研磨子) 105就触抵车轮的踏面。缓解时,在复位弹簧108作用下,活塞杆102及闸瓦105复位。研磨头托架的连接销由防振橡胶支撑,吸收车轮的倾斜,以防止研磨头的偏磨耗并减轻振动。闸瓦(研磨子)105和车轮的踏面受到磨耗后,止动销座107(安装在活塞杆的槽内)的顶部将弹簧106压住的止动销103推起并越过它,由此使闸瓦(研磨子)105与车轮踏面的间隙保持在大约15~22mm的范围内。缸内残留空气的情况下,须将止动销103拉出 2~3 次进行排气。
[0029]
研磨子105包括与车轮踏面接触处具有相同弧形的摩擦块,以及与踏面清扫器闸瓦托连接的背板,背板包括与踏面清扫器闸瓦托装卸结构匹配的上背板和与摩擦块连接的下背板,上背板上有连接块1051,具体结构可参见中国实用新型专利201020546612.8。
[0030]
现有原研磨子更换方式及存在的问题
[0031]
研磨子的使用限度(有效磨耗量)达到30mm,即研磨子剩余厚度达到10mm 前需进行更换。目前,更换研磨子的方式为人工徒手更换,由于动车组转向架结构限制,更换空间较窄,导致更换作业时间长、工作效率低、且存在人身伤害作业风险的突出问题。
[0032]
研磨子的拆卸前需要先拉出止动销(弹簧载荷约2kgf),排尽踏面清扫装置气缸筒内残留压缩空气,待闸瓦(研磨子)完全复位后则放开止动销,若研磨子未完全复位,则气缸筒内残留压缩空气未排干净,须将止动销拉出2~3次进行排气。
[0033]
进行研磨子拆卸时,将钩子的两爪向外撑开,使钩子松开研磨子,松开研磨子厚的钩子状态如图4所示,此时在两侧钩子110的闭合状态下(弹簧反弹力约 2kgf),钩子松开后用手将研磨子移向转向架的外侧拆卸(反向车轮轮缘侧);研磨子安装时,将新的研磨子从转向架外侧(反向车轮轮缘侧)与安装板相合后嵌入,嵌入研磨子后钩子如图5所示,最后,用手转动研磨子来确认其不会脱落。
[0034]
如图6、图7所示,一种crh380a(l)型动车组卡紧式研磨子更换工装,包括方形的底座1,方形的底座1上设置滑轨2和两滑块3,滑块3在滑轨2上滑动,滑块3之间的滑轨2上设置弹性元件,所述弹性元件为弹簧4、压簧、弹片、橡胶中的任一种,两滑块3可以都滑动,也可以一个滑块固定在底座1上,另一个可以沿着滑轨2滑动,两滑块3下端分别连接操作手柄5,滑块3上端通过第一连接杆6连接第一挡块7,底座1上端通过第二连接杆8连接第二挡块9,通过第三连接杆10连接第三挡块11,连接杆与相对应的挡块互相垂直,第一挡块7、第二挡块9和第三挡块11分别位于研磨子的厚度方向、长度方向和宽度方向。研磨子结构如图8、图9所示。第一连接杆6及第一挡块7组成第一卡爪,实现研磨子厚度方向的定位,第二连接杆8与第二挡块9组成第二卡爪,实现研磨子长度方向的定位,第三连接杆10与第三挡块11组成第三卡爪,实现研磨子宽度方向的定位,第一卡爪、第二卡爪、第三卡爪三者互相配合、共同作用,实现研磨子的定位,使用该工装更换研磨子时,将研磨子固定牢固,避免更换过程中研磨子掉落,使更换过程更顺畅。
[0035]
手持手柄夹紧过程中弹簧压缩,这种结构设计保证在研磨子拆卸时不易出现打滑
或松脱现象。
[0036]
第三连接杆与底座所在平面的夹角α为120
°‑
150
°
,最佳角度为150
°
,第三连接杆与第三挡块组成的第三卡爪,为勾型卡槽拉杆,贴紧研磨子的正面摩擦块,钩紧研磨子的壁厚,即使出现失误的情况下研磨子也不会轻易掉落,且结构是有一定的弯折角度,便于在狭小空间内进行更换作业。
[0037]
工作过程:通过操作手柄5用力夹紧使工装内部弹簧4压缩,带动第一连接杆6及第一挡块7互相靠近,置于钩子110内侧,第二卡爪及第三卡爪卡紧研磨子,松开操作手柄,第一连接杆6及第一挡块7将钩子110撑开进行解锁,使得钩子110松开研磨子,实现研磨子的拆卸。
[0038]
有益效果:
[0039]
1.提高作业效率
[0040]
未使用该研磨子更换工装进行研磨子更换时,手动更换一块研磨子需要2min,而使用该工装更换一块研磨子仅需要30秒,更换时间比手动操作更换时间缩短了75%,简化了动车组研磨子更换的作业流程,提高了作业效率。
[0041]
2.确保了职工安全作业
[0042]
在未使用动车组研磨子更换工装之前,手指、手臂存在压缩空气反弹伤害和研磨子砸伤的风险。而使用动车组研磨子更换工装后将拆装研磨子时的危险性从根本上杜绝,且避免了橡胶波纹管内压缩空气的反弹和取出研磨子时脱落的风险。使用动车组研磨子更换工装使作业更简便、安全,技术实用性强,设计符合现场实际需求,解决了由现场作业空间有限带来的不便,为现场作业人员带来切实的便捷。
[0043]
3.经济效益
[0044]
从人工成本、材料消耗成本和自制工装三方面节约成本进行计算,年度共计可产生经济效益约3.4841万元。其中,在自制工装节约资金方面节约资金大约共2.4万元;在节约人工方面每年节约大约1.5841万元。
[0045]
以目前郑州东动车所平均每天更换研磨子按12件计算,每件研磨子更换需1人作业的话,每天可节约84分钟作业时间,以目前铁路职工收入31元每小时计算,每天约节约人工成本费用43.4元,则一年可节约人工成本为:43.4*365=15841(元)。具体经济效益计算情况见表2。
[0046]
表2
[0047]
。