1.本实用新型涉及制鞋机器技术领域,具体公开了一种成对式鞋垫冲切成型装置。
背景技术:
2.随着工业化的快速发展,我国的制鞋业的自动化水平也逐步提升,目前传统的手工制备鞋垫的方式已经被相关自动化设备所取代。在鞋垫的生产过程需要将面料送入模切冲压设备中进行冲切成型,冲切成型后的鞋垫坯料再进行后续加工。
3.申请号为cn2020212730487的实用新型公开了一种鞋垫生产加工用裁切设备,包括装置主体、支撑板和支撑杆,装置主体的正面右侧下方固定连接有第一电机,第一电机的转动输出端转动连接有收纳棒,装置主体的正面中部上方固定连接有支撑板,装置主体的内壁底面嵌入设置有支撑板,支撑板的顶端左右两侧均固定连接有支撑杆,装置主体的内壁上方左右两侧均固定连接有支撑架,两个支撑架之间固定连接有固定板;支撑板的顶端靠近装置主体的一侧开设有卡槽,支撑板的顶端远离装置主体的一侧开设有固定卡槽,固定卡槽的内部嵌套设置有接料盒,支撑杆的底端设置有伸缩杆,伸缩杆的底端活动连接有滚轮,固定板的正面开设有滑槽,滑槽的内部一侧滑动连接有滑块,滑块的正面上方嵌入设置有第二电机,滑块的底端通过螺母固定连接有气压泵,气压泵的输出端固定连接有模具,模具的内壁顶端设置有活动板。该实用新型公开的鞋垫生产加工用裁切设备加工效率高,但是需要作业人员在下料端将冲压后的鞋垫手动取下,并按照左右脚进行分类摆放,其不仅费时费力,而且手动取下裁剪好的鞋垫与冲压裁剪过程中同步运行,存在较大的操作风险;另外该类型的鞋垫生产加工用裁切设备体积大、采购成本较高。因此,针对现有鞋垫生产加工用裁切设备的上述不足,本技术提出了一种体积小、成本低、效率高、无风险的成对式鞋垫冲切成型装置。
技术实现要素:
4.本实用新型的目的是针对现有鞋垫生产加工用裁切设备的在背景技术中提出的不足,本技术提出了一种体积小、成本低、效率高、无风险的成对式鞋垫冲切成型装置。
5.本实用新型是通过以下技术方案实现的:
6.一种成对式鞋垫冲切成型装置,包括送料传送机和冲切机床,所述冲切机床包括机箱和设置在机箱上端的龙门架,所述龙门架上设置有液压装置,所述液压装置的下端连接有上冲切模,且上冲切模的下表面设置有两个以送料传送机中心线为对称轴的冲头,所述机箱的上表面安装有下冲切模,所述下冲切模上开设有与每个冲头对应的冲孔,且冲孔外沿设置有与冲头形成剪切部的冲切刃部,位于所述冲孔下方的机箱上表面开设有落料孔,位于每个所述冲孔的下方均设置有一个伸出机箱的冲切料传送机,位于两个所述冲切料传送机的上方设置有与冲切机床相衔接的边角料传送机。
7.作为上述方案的具体设置,所述送料传送机靠近冲切机床的端部设置有两个上下对称的送料夹辊,所述送料传送机上设置有用于驱动两个送料夹辊同步、反向转动的动力
装置。
8.作为上述方案的进一步设置,所述上冲切模的上表面连接有若干竖直的导向滑杆,每个所述导向滑杆的顶端均设置有限位块,所述龙门架的上端开设有与每个导向滑杆相对应的导向孔。
9.作为上述方案的进一步设置,所述边角料传送机靠近冲切机床的前后两侧面上均固定设置有伸缩装置,两个所述伸缩装置的上端共同连接有水平条,且水平条的下表面连接有橡胶压条。
10.作为上述方案的进一步设置,所述冲切机床的外表面还设置有控制面板。
11.本实用新型公开的成对式鞋垫冲切成型装置在进行鞋垫冲切成型时,每次能够冲切一双成对的鞋垫,并且冲切后的一对鞋垫通过落料孔分别落入两个独立的冲切料传送机中,再由冲切料传送机将鞋垫送入对应的接收箱中,从而保证每次冲切得到的鞋垫都是成对的。
12.另外,整个装置的冲切成型后无需作业人员手动取料,安全性更高;冲切后的边角废料与成型的鞋垫分离,无需作业人员对其进行清理。
13.有益效果:
14.1)本实用新型公开的成对式鞋垫冲切成型装置体积小、占地面积少、制造成本低,并且每次冲切成型时的鞋垫都是成对加工,无需对左右两脚的鞋垫数量进行计数防止发生数量偏差。
15.2)本鞋垫冲切成型装置在冲切成型加工过程中能够将不同的物料进行分类输送,其中两个左右脚上的鞋垫分别通过独立的冲切料传送机输入接料箱中,而冲切成型后剩余的边角料则会在边角料传送机的作用下排入废料箱中;整个过程中无需作用人员手动取料并定时处理边角废料,其安全性、自动化程度更高,使用效果优异。
附图说明
16.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
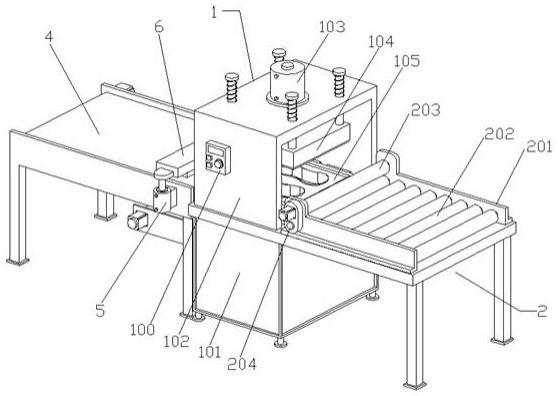
17.图1为本实用新型的第一角度的立体结构示意图;
18.图2为本实用新型的第二角度的立体结构示意图;
19.图3为本实用新型中冲切机床的立体结构示意图;
20.图4为本实用新型中冲切机床的内部平面结构示意图。
具体实施方式
21.为了使本技术领域的人员更好地理解本技术方案,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分的实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本技术保护的范围。
22.在本技术中,术语“上”、“下”、“左”、“右”、“前”、“后”、“顶”、“底”、“内”、“外”、“中”、“竖直”、“水平”、“横向”、“纵向”等指示的方位或位置关系为基于附图所示的方位或位置关系。这些术语主要是为了更好地描述本实用新型及其实施例,并非用于限定所指示的装置、元件或组成部分必须具有特定方位,或以特定方位进行构造和操作。
23.此外,术语“安装”、“设置”、“设有”、“连接”、“相连”、“套接”应做广义理解。例如,可以是固定连接,可拆卸连接,或整体式构造;可以是机械连接,或电连接;可以是直接相连,或者是通过中间媒介间接相连,又或者是两个装置、元件或组成部分之间内部的连通。对于本领域普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
24.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图1~4,并结合实施例来详细说明本技术。
25.实施例1
26.实施例1公开了一种成对式鞋垫冲切成型装置,参考附图1和附图2,该装置包括冲切机床1和送料传送机2,并将送料传送机2与冲切机床1相衔接。
27.其中,送料传送机2包括传送机架201和设置在传送机架201上的一排送料辊202,在传送机架201最靠近冲切机床1的端部设置有上下两个对称设置的送料夹辊203,同时在传送机架201上设置有用于驱动两个送料夹辊203同步反向转动的动力装置204。具体设置时该动力装置204包括一个齿轮传动箱,在齿轮传动箱上设置有一个电机,两个送料夹辊203的辊轴与齿轮传动箱上的两个输出端相连接,通过电机的驱动作用能够使得两个送料夹辊203同步反向转动。
28.参考附图3和附图4,冲切机床1包括机箱101和设置在机箱上表面的龙门架板102,在龙门架102的前侧面设置有控制面板100,在龙门架板102的上表面设置有液压装置103,液压装置103的下端连接有设置在龙门架板102中的上冲切模104,上冲切模104的下表面设置有两个冲头1041。两个冲头1041的形状、大小与待成型的鞋垫相同,并且两个冲头1041以传送机架201的中心线为对称轴呈镜像对称设置。在机箱101的上表面通过螺栓安装有下冲切模105,下冲切模105上开设有与两个冲头1041相对应的冲孔1051,并且冲孔1051的外围设置有冲切刃部1052。
29.位于每个冲孔1051下方的机箱101上表面开设有与机箱内腔相连通的通孔1011,位于通孔下方的机箱中设置有两个冲切料传送机3,两个冲切料传送机3的内端设置在每个冲孔1051的正下方,外端伸出机箱101设置,并在每个冲切料传送机3的外端下方各放置一个接料箱。位于两个冲切料传送机3的上方设置有边角料传送机4,并且边角料传送机4与冲切机床1相衔接,从而用于接收冲切后剩余的边角料。
30.本实施例1公开的成对式鞋垫冲切成型装置通过送料传送机2将鞋垫冲切原料(如人造革面料、发泡面料)定长送入下冲切模105的上表面,然后通过液压装置103将上冲切模104快速压下,使得两个冲头1041冲入冲孔1051中,并通过冲切刃部1052与冲头1041之间错位形成的剪切作用将其冲切成型,并通过冲孔和通孔落在冲切料传送机3,并且每次冲切的两个鞋垫分别在两个独立的冲切料传送机3输送下进入不同的接料箱中,而冲切后剩余的边角料在后续送料过程中进入边角料传送机4上,然后被边角料传送机4送入废料接收箱中。本实施例公开的鞋垫冲切成型装置在冲切鞋垫过程中不仅无需作业人员手动将冲切后
的鞋垫取下,而且还能够自动实现成品料以及废料的自动分类,其自动化程度更高。
31.实施例2
32.实施例2公开了一种基于实施例1基础上改进的成对式鞋垫冲切成型装置,其与实施例1相同之处不做再次说明,不同之处在于参考附图3、附图4和附图1。
33.本实施例2还在上冲切模104的上表面四个边角处均连接有一根竖向设置的导向滑杆106,同时在龙门架102的上端开设有能够穿过每根导向滑杆106的导向滑孔,同时在每个导向滑杆106的端部均设置有一个限位块107,并在限位块107与龙门架102之间的导向滑杆106上套设有一个弹簧108。通过上述导向滑杆106的设置能够有效防止上冲切模104下移冲切时发生偏移,从而将冲切刃部1052损坏,其有效保证了冲切过程中的精准度。
34.另外,还在边角料传送机4靠近送料传送机2的一侧设置有压条组件,该压条组件包括固定设置在送料传送机2前后两侧面的伸缩装置5,具体的该伸缩装置5可选用气缸或液压缸其中的一种,两个伸缩装置5的顶端与一根垂直于送料传送机2输送方向的水平条6相连接,并在水平条6的下表面设置有橡胶压条。通过压条组件的设置能够在每次冲切前将原料压紧,然后在冲切后再将其松开进行输送,通过将原料压紧能够防止冲裁过程中原料起翘或者发生偏移,有效保证冲切效果。
35.以上仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。