1.本实用新型属于农业机械领域,涉及青饲机的茎秆切断机构的装配技术,具体涉及一种切碎滚筒刀组快速定位的装配工装。
背景技术:
2.青饲机是一种玉米茎秆收获机械,收获的玉米茎秆用于喂养牛、羊等牲畜。青饲机主要由车体部分及收获作业部分构成,其中,茎秆切断机构为收获作业部分中的关键结构,用于将整根玉米秸秆切断。现有的茎秆切断机构主要由切碎滚筒刀组和动刀构成。切碎滚筒刀组为错层多角度装配复杂类零件,具体为,在滚筒轴101上安装切碎滚筒102,在滚筒表面焊接左右两圈动刀安装座103,将多个动刀片104以设定的倾斜角度(相对于滚筒轴中心线)支撑固定在各动刀安装座上。装配完成后需保证位于左圈上的多个动刀的刀刃部位在每个径向位置均位于同一圆周上,右圈上的多个动刀的刀刃部位也是同样的情况。现有装配工艺为先通过螺栓将动刀片与切碎滚筒上的动刀安装座初步固定连接,然后配合测量的方式,逐一调整各动刀片位置,每次至少测量两点方能保证,调整时间较长,效率低下。
技术实现要素:
3.本实用新型的目的在于克服现有技术的不足之处,提供一种可实现动刀片快速准确定位,从而可保证动刀片安装位置准确性和提高装配效率的切碎滚筒刀组快速定位的装配工装。
4.本实用新型的上述目的通过如下技术方案来实现:
5.一种切碎滚筒刀组快速定位的装配工装,其特征在于:包括装配台,在装配台上端台面中部位置制有开孔,在台面上位于开孔的左侧和右侧各安装有一组支撑座,两侧的支撑座分别用于支撑滚筒轴的两端,在一侧支撑座的外侧设置有一竖向限位块;在台面上端位于开孔的前侧固定安装有左右两滑台座,在两滑台座的上端各设置有一组滑动定位组件,两组滑动定位组件分别与切碎滚筒上的左右两圈动刀安装座对应;每组滑动定位组件包括定位执行件和定位驱动件,所述定位执行件通过直线导向配合结构与对应的滑台座沿前后方向滑动配合,在定位执行件的上端靠近切碎滚筒的一侧设置有直角定位面,直角定位面的相交线为与动刀片的刀刃接触的定位线,定位线与支撑于两侧支撑座上的滚筒轴的轴线夹角与动刀安装后刀刃与滚筒轴的设计夹角一致;所述定位驱动件采用快速夹钳,快速夹钳与定位执行件远离安装切碎滚筒的一端驱动连接。
6.进一步的:所述支撑座由轴承安装座及两轴承构成,轴承安装座的下端与台面固定连接,轴承安装座的上端安装有前后两个等高平行设置的支撑轴,所述两个轴承分别安装在两个支撑轴上。
7.进一步的:在滑台座的上端设置有前后两导向块,两导向块上设置有导向孔;在定位执行件的下部安装有前后两导向杆,两导向杆分别穿过对应滑台座上的两导向孔,形成沿前后方向的滑动配合。
8.更进一步的:所述定位执行件由上下设置的定位部和导向配合部构成;所述导向配合部由支撑平板和固定在支撑平板下端的前挡板和后挡板构成;所述两导向杆连接在前后挡板上;所述定位部由固定在支撑平板上端左右两侧不等高的两支撑垫块、固定在两支撑垫块上端的第一定位块和固定在第一定位块的内端下部的第二定位块构成,第一定位块和第二定位块之间构成所述直角定位面。
9.本实用新型具有的优点和积极效果为:
10.1、本实用新型在滑动定位组件前端的定位线采用仿形设计,即定位线根据动刀片最终装配角度确定形状位置,相比于现有使用尺子和样板测量的方式,具有定位精度高和定位一致性好的优点。
11.2、本实用新型的滑台座及滑动定位组件构成推进式定位机构,可实现快速精准前进到定位操作点,提高了工作效率。
附图说明
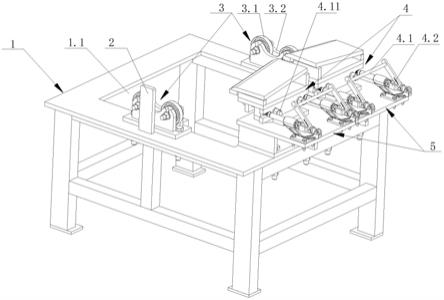
12.图1是本实用新型工装的整体结构示意图;
13.图2是图1中滑动定位组件的定位执行件的结构示意图;
14.图3是图1中滑台座的结构示意图;
15.图4是本实用新型工装的使用状态参考图。
具体实施方式
16.以下结合附图并通过实施例对本实用新型的结构作进一步说明。需要说明的是本实施例是叙述性的,而不是限定性的。
17.一种切碎滚筒刀组快速定位的装配工装,请参见图1-4,其发明点为:包括装配台1,在装配台的上端台面上设置有开孔1.1,开孔的作用是:供切碎滚筒下部伸入到台面下方。在台面上位于开孔的左侧和右侧各安装有一组支撑座3,两侧的支撑座分别用于支撑滚筒轴的两端。所述支撑座优选但不限于由轴承安装座3.2及两轴承3.1构成,轴承安装座的下端与台面固定连接,轴承安装座的上端安装有前后两个等高平行设置的支撑轴,所述两个轴承分别安装在两个支撑轴上。一端的两个轴承用于支撑滚筒轴的一端,另一端的两个轴承用于支撑滚筒轴的另一端。采用该支撑方式,可实现手动转动切碎滚筒。在一侧支撑座的外侧设有一竖向限位块2,实现对滚筒轴的轴向限位。在台面上端位于开孔的前侧固定安装有左右两滑台座5,在两滑台座的上端各设置有一组滑动定位组件4,两组滑动定位组件分别与滚筒轴上的左右两圈动刀安装座对应。通过两组滑动定位组件可分别实现对待固定在两圈动刀安装座上的动刀进行定位。
18.上述每组滑动定位组件包括定位执行件和定位驱动件。所述定位执行件通过直线导向配合结构与对应的滑台座沿前后方向滑动配合,在定位执行件的上端靠近支撑切碎滚筒的一侧设置有直角定位面4.9,直角定位面的相交线为与动刀片的刀刃接触的定位线4.10,定位线与支撑于两侧支撑座上的滚筒轴的轴线夹角与动刀安装后刀刃与滚筒轴的设计夹角一致,通过定位线与动刀的刀刃接触,可实现对动刀的定位。所述定位驱动件采用水平式快速夹钳4.2,快速夹钳与定位执行件远离切碎滚筒安装的一端驱动连接。具体的,每组滑动定位组件中的快速夹钳为两组,两组快速夹钳平行设置,分别与定位执行组件靠近
两边的位置连接,在两组快速夹钳的夹紧操作摆杆之间设置连杆4.1,通过握住连杆向靠近切碎滚筒一侧内推两操作摆杆,可实现两快速夹钳的同步定位夹紧。
19.上述结构中,定位执行件与对应的滑台座的直线导向配合结构优选如下:在滑台座的上端设置有前后两导向块5.1,两导向块上设置有导向孔5.1.1;在定位执行件的下部安装有前后两导向杆,两导向杆分别穿过对应滑台座上的两导向孔,形成沿前后方向的滑动配合。
20.上述结构中,所述定位执行组件优选结构为:所述定位执行件由上下设置的定位部和导向配合部构成,定位部用于实现对动刀进行定位,导向配合部用于与滑台座形成直线导向配合,以保证定位部的重复定位精度。
21.所述导向配合部由支撑平板4.6和固定在支撑平板下端的前挡板4.7和后挡板4.8构成,在前挡板和后挡板上设置有两组对正的轴孔,所述两导向杆4.11连接在前后挡板上两组轴孔内。所述定位部由固定焊接在支撑平板上端左右两侧不等高的两支撑垫块4.5、固定焊接在两支撑垫块上端的第一定位块4.4和固定焊接在第一定位块的内端下部的第二定位块4.3构成,第一定位块和第二定位块之间构成所述直角定位面。
22.本装配工装适用的切碎滚筒刀组中的两圈动刀呈错位设置,采用本工装进行动刀的定位安装,可先完成一圈的动刀安装后,再安装另一圈的动刀,也可两圈动刀交错安装,但最佳的设计思路为:两组滑动定位组件的定位线呈不等高的设计,且设计高度要分别与两圈动刀的安装高度匹配,这样,在一圈上的一个动刀安装位与一组滑动定位组件的定位线对正时,另一圈上的一个动刀安装位同时也与另一组滑动定位组件上的定位线对正,这样,转动一次切碎滚筒,可实现两圈动刀安装座上的两把动刀的同时定位,从而可提高动刀的安装效率。
23.本切碎滚筒刀组快速定位的装配工装的使用说明:
24.将已经焊接完两圈动刀安装座的切碎滚筒通过滚筒轴支撑在两侧的支撑座上,转动切碎滚筒,通过螺栓将多把动刀片一一连接在两圈动刀安装座上,螺栓暂不紧固,保证动刀片的位置可调;转动切碎滚筒,使一个工位的动刀片接近与对应滑动定位组件上的定位直角面等高的位置,然后推动快速夹钳到达所需位置,通过定位线贴靠动刀片刀刃,实现动刀片位置的调整,然后紧固螺栓,实现动刀片的固定。通过旋转切碎滚筒依次完成其他工位的动刀片的调整及紧固。
25.尽管为说明目的公开了本实用新型的实施例和附图,但是本领域的技术人员可以理解:在不脱离本实用新型及所附权利要求的精神范围内,各种替换、变化和修改都是可以的,因此,本实用新型的范围不局限于实施例和附图所公开的内容。