1.本实用新型涉及工件定位技术领域,尤其涉及一种工件定位装置。
背景技术:
2.现在市场上的电子产品/穿戴类产品越来越精密、轻巧,同样的,产品使用的配件尺寸也越来越细小。为了保障产品的品质,在对配件(工件)进行组装前,需要对工件进行定位,从而保障最终组装的品质。
3.然而,现有技术中的对工件的定位是通过手工定位组装,不仅耗费人力成本,同时影响产品的组装效率。
技术实现要素:
4.针对现有技术中的组装产品时是通过工人手工对工件进行定位,从而影响产品的组装效率的技术问题,本实用新型提供了一种能有效提高组装效率的工件定位装置。
5.一种工件定位装置,其包括:
6.容纳机构,内部具有用以容纳工件的容纳腔,且所述容纳机构上开设有连通所述容纳腔与外部的定位孔,所述定位孔与所述工件所需定位形态相适配;
7.驱动机构,包括驱动件及设置于所述驱动件的输出轴上的转动件,所述转动件收容于所述容纳腔内;
8.吸附件,设置于滑槽内,所述滑槽连接于所述容纳机构外且对应所述定位孔设置,所述吸附件位于远离所述容纳机构的一端。
9.优选的,所述定位孔包括竖孔及连接于所述竖孔底部的横孔,且所述横孔的宽度大于所述竖孔的宽度。
10.优选的,所述转动件为螺旋安装于所述驱动件的输出轴上的螺旋板。
11.优选的,所述容纳机构及所述容纳腔均为球状结构,所述螺旋板的直径从中部到两侧逐渐减小。
12.优选的,还包括导轨,所述导轨连接于所述容纳机构的外侧并对应所述定位孔设置,所述滑槽设于所述导轨上,所述导轨包括:
13.底座,与所述容纳机构连接;
14.顶板,安装于所述底座上,并与所述容纳机构连接,且所述顶板与所述底座共同围成所述滑槽;
15.所述吸附件安装于所述底座上。
16.优选的,所述底座包括:
17.底板,与所述容纳机构连接;
18.侧板,与所述底板连接,并与所述底板在远离所述容纳机构的一侧围成一顶部具有开口的出料空间,所述出料空间与所述滑槽连通。
19.优选的,所述工件为磁性工件,所述吸附件为磁铁。
20.优选的,所述磁铁靠近所述容纳机构一侧设置有隔板。
21.优选的,所述导轨的设置方向与所述输出轴的径向平行。
22.优选的,所述导轨设置有四组,四组所述导轨关于所述输出轴的中心呈环形阵列分布,且每组所述导轨中包含有两个所述导轨,两个所述导轨沿所述输出轴的轴向相互间隔设置,每个所述导轨均对应设置有一个所述定位孔及至少一个所述吸附件。
23.与现有技术相比,本实用新型提供的工件定位装置中所述容纳机构内部具有用以容纳工件的容纳腔,且所述容纳机构上开设有连通所述容纳腔与外部的定位孔,所述定位孔与所述工件所需定位形态相适配;所述驱动机构包括驱动件及设置于所述驱动件的输出轴上的转动件,所述转动件收容于所述容纳腔内;所述吸附件设置于滑槽内,所述滑槽连接于所述容纳机构外且对应所述定位孔设置,所述吸附件位于远离所述容纳机构的一端。从而使用时,仅需将若干工件放入所述容纳腔中,通过所述驱动件驱动所述转动件转动,来改变所述容纳腔中工件的位置和形态,当工件被带动到所述定位孔处,且工件当前形态与所需定位形态一致时,则会被所述吸附件吸附,使得工件从所述容纳机构中滑出实现定位。不需要人工手动逐一对工件进行定位,有效的提高了定位效率,从而也能有效的提高产品的组装效率,并且也能让定位更加的简单,同时也能尽可能的避免定位受到人为因素的影响,更好的保障了定位效果。
附图说明
24.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
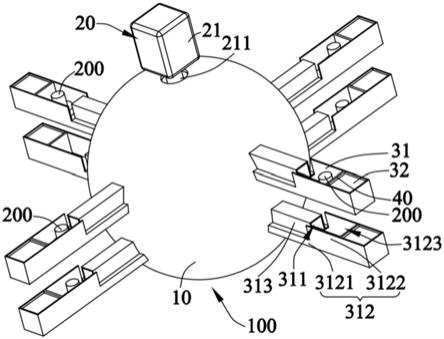
25.图1为一种实施例提供的工件定位装置的立体结构示意图;
26.图2为图1所示工件定位装置的剖面结构示意图;
27.图3为图1所示工件定位装置中容纳机构和吸附件以及导轨的剖面结构示意图;
28.图4为图1所示工件定位装置中驱动机构和工件的结构示意图。
具体实施方式
29.为了使本领域的技术人员更好地理解本技术中的技术方案,下面将对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术的一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
30.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件上,它可以直接在另一个元件上或者间接设置在另一个元件上;当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至另一个元件上。
31.须知,本说明书附图所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本技术可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本技术所能产生的功效及所能达成的目的下,均应仍落在本技术所揭示的技术内容得能涵盖的范围
内。
32.本实用新型提供了一种工件定位装置,其包括容纳机构、驱动机构及吸附件,所述容纳机构内部具有用以容纳工件的容纳腔,且所述容纳机构上开设有连通所述容纳腔与外部的定位孔,所述定位孔与所述工件所需定位形态相适配;所述驱动机构包括驱动件及设置于所述驱动件的输出轴上的转动件,所述转动件收容于所述容纳腔内;所述吸附件设置于所述容纳机构外,并位于远离所述容纳机构的一端,且对应所述定位孔设置。所述工件定位装置可以提高定位效率,从而提高了产品的组装效率。
33.请结合参阅图1至图4。本实施例提供了一种工件定位装置100,用以对小型工件(工件尺寸较小)进行定位,其中所述小型工件具体为电子产品/穿戴类产品所使用的小型配件。所述工件定位装置100包括容纳机构10、驱动机构20及吸附件32,所述容纳机构10用以收容工件200,所述驱动机构20用以带动所述工件200在所述容纳机构10中移动,所述吸附件32用以将所述工件200从所述容纳机构10中吸出。
34.所述容纳机构10内部具有用以容纳所述工件200的容纳腔11,且所述容纳机构10上开设有连通所述容纳腔11与外部的定位孔12,所述定位孔12与所述工件200所需定位形态相适配。其中,此处所需定位形态指的是:所述工件200在加工或组装过程中,下一步工序所需的形态,在本实施例中,具体为所述工件200的底部朝下且顶部朝向上时的状态。此处相适配指的是:所述定位孔12的形状与所述工件200相同,且所述定位孔12的尺寸不小于所述工件200的尺寸,从而当所述工件200位于所述定位孔12处且处于所需定位形态时,能顺利的穿过所述定位孔12。
35.所述驱动机构20包括驱动件21及设置于所述驱动件21的输出轴211上的转动件22,所述转动件22收容于所述容纳腔11内。从而通过所述驱动件21带动所述转动件22转动,可以使所述容纳腔11中的所述工件200的位置及形态改变。即所述转动件22用以带动所述容纳腔11中的所述工件200移动,从而改变所述工件200的位置和形态,使得所述工件200能移动至所述定位孔12处,同时也能将所述工件200带动至形态与所述定位孔12的形态一致,从而让所述工件200能从所述定位孔12处移出所述容纳腔11。
36.所述吸附件32设置于滑槽311内,所述滑槽311连接于所述容纳机构10外且对应所述定位孔12设置,所述吸附件32位于远离所述容纳机构10的一端,即所述吸附件32与所述容纳机构10之间存在一定的距离,从而能顺利的将所述工件200从所述容纳机构10中吸出。其中,所述滑槽311对应所述定位孔12设置指的是:所述滑槽311的设置位置能够承接从所述定位孔12处吸出的所述工件200,且能够实现所述吸附件32对所述定位孔12处提供吸附力,从而能够将位于所述定位孔12处的所述工件200吸出。也就是说只要所述吸附件32能够在所述定位孔12处提供吸附力,将所述工件200吸出并通过所述滑槽311承接,所述滑槽311可设置于任意所需位置。在本实施例中,优选的,所述滑槽311与所述吸附件32正对所述定位孔12设置,从而更好的承接定位所述工件200以及更好的对所述定位孔12提供吸附力。
37.可以理解的是,现有技术中在组装电子产品/穿戴类产品时,是通过手工定位组装所述工件200,不仅耗费人力成本,并且定位困难,定位的良率受人为因素影响较大,同时定位效率低,导致无法有效的保障电子产品/穿戴类产品的组装品质以及组装效率。
38.而本实施例中,通过所述容纳机构10可以预先容纳若干所述工件200,并通过所述驱动机构20带动所述容纳机构10中的若干所述工件200移动。当所述工件200的位置和形态
与所述定位孔12不相合时,会由于所述容纳机构10壁体的阻挡,使得所述工件200无法从所述容纳腔11中脱出;而当所述工件200移动到所述定位孔12处且形态与所述定位孔12相合后,会由于受到所述吸附件32的吸附力,从所述容纳机构10中脱出,从而实现对所述工件200的定位。不仅有效的降低了人力成本,并且让定位更加的简单,也尽可能的减少了人为因素的影响,同时也能有效的提高定位效率,进而提高了电子产品/穿戴类产品的组装品质以及组装效率。
39.优选的,所述定位孔12包括竖孔121及连接于所述竖孔121底部的横孔122,且所述横孔122的宽度大于所述竖孔121的宽度。即在本实施例中,所述定位孔12整体呈倒t形,从而适配截面呈t形的所述工件200进行定位。相对应的,所述滑槽311也呈倒t形结构。
40.优选的,所述转动件22为螺旋安装于所述驱动件21的所述输出轴211上的螺旋板,从而通过所述输出轴211带动所述螺旋板转动,能实现将所述工件200带动在所述容纳腔11中高度方向上的移动,让所述工件200能更好的移动至所述定位孔12处。
41.优选的,所述容纳机构10及所述容纳腔11均为球状结构,所述螺旋板的直径从中部到两侧逐渐减小。即所述螺旋板的顶部及底部的直径小于所述螺旋板的中部的直径,使得所述螺旋板能更好的适配球状的所述容纳腔11。当然,在其他实施例中,所述容纳机构10、所述容纳腔11也可呈其他形状,如方体结构。而本实施例中,将所述容纳机构10及所述容纳腔11设置为球状结构,从而不会在边角处形成阻碍所述工件200运动的阻挡块。并且由于所述螺旋板的结构适配球状的所述容纳腔11,当所述螺旋板转动时,可以均匀的在球状的所述容纳腔11内各个位置运动,从而可以更好的带动所述工件200移动至所述定位孔12处。
42.优选的,所述工件定位装置100还包括导轨31,所述导轨31连接于所述容纳机构10的外侧并对应所述定位孔12设置,即所述导轨31安装于所述定位孔12处。所述滑槽311设于所述导轨上31上。
43.所述导轨31包括底座312及顶板313,所述底座312与所述容纳机构10连接,所述顶板313安装于所述底座312上并与所述容纳机构10连接,且所述顶板313与所述底座312共同围成所述滑槽311,所述吸附件32安装于所述底座312上的远离所述容纳机构10的一端。从而可以更好的收容固定所述吸附件32,并且也能让所述吸附件32能更稳定的提供吸附力。
44.优选的,所述底座312包括底板3121及侧板3122,所述底板3121与所述容纳机构10连接,所述侧板3122与所述底板3121连接并与所述底板3121在远离所述容纳机构10的一侧围成一顶部具有开口的出料空间3123,所述出料空间3123与所述滑槽311连通。通过所述出料空间3123可以方便后续工序中的机械手或其他取料设备对定位好的所述工件200进行拿取,进一步的提高了产品的组装效率。
45.优选的,所述工件200为磁性工件,即所述工件200为磁性材料制成,所述吸附件32为磁铁。具体的,在本实施例中,所述工件200为磁性金属材料制成。即本实施例中,通过磁力对所述工件200进行吸附定位。
46.优选的,所述磁铁靠近所述容纳机构10的一侧设置有隔板40,通过所述隔板40可以使得所述工件200不会与所述磁铁直接进行接触,并能通过所述隔板40的阻挡,使得所述工件200能准确的定位在所述出料空间3123的出料位置处。具体的,所述隔板40为塑料隔板。
47.优选的,所述导轨31的设置方向与所述输出轴211的径向平行,从而可以在吸附定位所述工件200后,让所述工件200更平稳的放置。
48.优选的,所述导轨31设置有四组,四组所述导轨31关于所述输出轴211的中心呈环形阵列分布,且每组所述导轨31中包含有两个所述导轨31,两个所述导轨31沿所述输出轴211的轴向相互间隔设置,每个所述导轨31均对应设置有一个所述定位孔12及至少一个所述吸附件31。即在本实施例中,所述导轨31与所述吸附件32设置有八个,从而可以通过八个所述导轨31与所述吸附件32同时对所述工件200进行定位,进一步的提高了定位效率。
49.具体的,在本实施例中,所述驱动件21为马达,当然在其他实施例中,所述驱动件21也可为任意旋转驱动机构,即只需能驱动所述转动件22转动即可。
50.所述工件定位装置100的工作流程:将需要组装的若干所述工件200倒入所述容纳腔11内,倒入的所述工件200的位置及形态各式各样;启动所述驱动件21,让所述转动件22转动,带动所述容纳腔11内的所述工件200互相碰撞,不停改变所述工件200的位置及形态,且让所述工件200不停的与所述容纳机构10内壁接触;当所述工件200的位置及形态与所述定位孔12不一致时,则所述工件200无法从所述定位孔12处进入所述导轨31;当某一颗所述工件200接触孔壁,同时位置及形态与所述定位孔12一致时,所述工件200会进入所述定位孔12内;所述定位孔12与所述导轨31连接,通过所述定位孔12与所述导轨31卡位将所述工件200定位至所需要的位置及形态;通过所述导轨31末端的所述吸附件32将金属的所述工件200沿着所述导轨31吸出至所要求的位置,所述工件200的位置已定位好;最后得到我们所需要的所述工件200的位置、形态,再通过机械手臂或其他自动化设备将所述工件200取走。
51.与现有技术相比,本实用新型提供的工件定位装置中所述容纳机构内部具有用以容纳工件的容纳腔,且所述容纳机构上开设有连通所述容纳腔与外部的定位孔,所述定位孔与所述工件所需定位形态相适配;所述驱动机构包括驱动件及设置于所述驱动件的输出轴上的转动件,所述转动件收容于所述容纳腔内;所述吸附件设置于滑槽内,所述滑槽连接于所述容纳机构外且对应所述定位孔设置,所述吸附件位于远离所述容纳机构的一端。从而使用时,仅需将若干工件放入所述容纳腔中,通过所述驱动件驱动所述转动件转动,来改变所述容纳腔中工件的位置和形态,当工件被带动到所述定位孔处,且工件当前形态与所需定位形态一致时,则会被所述吸附件吸附,使得工件从所述容纳机构中滑出实现定位。不需要人工手动逐一对工件进行定位,有效的提高了定位效率,从而也能有效的提高产品的组装效率,并且也能让定位更加的简单,同时也能尽可能的避免定位受到人为因素的影响,更好的保障了定位效果。
52.以上所述的仅是本实用新型的实施方式,在此应当指出,对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出改进,但这些均属于本实用新型的保护范围。