1.本发明属于机械零部件装配技术领域,具体涉及一种循环式行星滚柱丝杠副装配夹具及其装配方法。
背景技术:
2.行星滚柱丝杠副是一种可将直线运动与旋转运动相互转化的高精度传动机构,因其摩擦小、效率高、寿命长和抗冲击能力强等特点,被广泛应用于航空航天、武器装备、医疗器械和精密机床等领域。prsm有多种形式,其中循环式行星滚柱丝杠副是一种可应用于直线机电作动器的传动机构,具有以下优点:精度高、导程小、可靠性高和重复性好。其装配问题,是阻碍循环式行星滚柱丝杠副广泛应用的第一步。
3.在专利cn111306271a中公开的装配方法是:一端装有保持架的螺母,直接放入滚柱并与螺母靠着,然后支撑夹具固定所用滚柱位置,装入另一端保持架,故螺母滚柱保持架相对位置固定,收缩夹具并取出,最后旋入丝杠即完成行星滚柱丝杠副的装配。在专利cn110103018a中公开的装配方法是,先夹持滚柱,在插入螺母中,将夹具撑开,安装一端保持架和弹性挡圈,将夹具收缩与滚柱分离,并取出夹具,安装另一端保持架和弹性挡圈,最后旋入丝杠完成装配。但上述装配方法,并不适合循环式行星滚柱丝杠副,由于循环式行星滚柱丝杠副保持架的特殊性(与另外常见的4种行星滚柱丝杠副不同),由保持架直槽轴向平行限制滚柱,且每个滚柱与保持架的轴向位置均不相同,即滚柱沿螺母螺旋线均布排列。从而需要设计一种针对循环式行星滚柱丝杠副的装配装置和装配方法。
技术实现要素:
4.本发明所要解决的技术问题在于针对上述现有技术的不足,提供一种循环式行星滚柱丝杠副装配夹具及其装配方法,该装置设计科学合理,方法步骤缜密合理,夹持稳定,操作简便,能高效准确地完成循环式行星滚柱丝杠副的装配。
5.为解决上述技术问题,本发明采用的技术方案是:一种循环式行星滚柱丝杠副装配夹具,其特征在于,包括支撑架、滚柱夹持装置和螺母夹持装置,所述支撑架包括平行设置的底座和盖板,所述盖板通过多根连接柱与底座固定连接,所述螺母夹持装置安装在所述盖板的顶面上,所述滚柱夹持装置安装在所述底座的顶面上;
6.所述螺母夹持装置包括直线电机、固定架、移动杆和螺母夹臂,所述直线电机固定安装在固定架上且直线电机的伸缩推杆穿过固定架与移动杆固定连接,所述移动杆上对称设置有两个滑动座,所述滑动座的上下两端面分别通过第一连杆和第二连杆连接固定架和一根螺母夹臂,两根螺母夹臂在直线电机的驱动下做镜像的杠杆运动;
7.所述滚柱夹持装置包括支撑圆盘和保持架,所述支撑圆盘通过多根支撑柱连接在所述底座的顶面上,所述保持架由多根压杆环形阵列组成,所述保持架内侧开设有与待装配循环式行星滚柱丝杠副的滚柱数量相同的直槽,装配时将一个直槽内对应放置一个滚柱,所述保持架的下部呈圆台状、上部呈圆柱状,所述保持架的底端与支撑圆盘铰接,保持
架的顶端设置有橡胶圈,所述支撑圆盘的中心位置开设有弹簧孔,所述弹簧孔内穿设有压紧螺栓,所述弹簧孔的底端固定安装有与所述压紧螺栓螺纹配合的压紧螺母,所述压紧螺栓的螺杆上套接有弹簧,所述弹簧上设置有扩散圆环。
8.优选地,所述固定架为半封闭的矩形架,所述固定架的一侧的中间位置开口,所述固定架上的开口处对称设置有两个限位头,所述移动杆设置在固定架的内侧且正对固定架的开口,所述螺母夹臂呈l型,两根螺母夹臂镜像设置在固定架的开口内两侧位置,所述第一连杆的一端铰接在滑动座的上端面上,第一连杆的另一端铰接在固定架上,所述第二连杆的一端铰接在滑动座的下端面上,第二连杆的另一端铰接在螺母夹臂的转角处下端位置。
9.优选地,所述限位头上开设有用于卡合螺母夹臂的限位槽,所述螺母夹臂上的夹持部位设置有v型橡胶垫。
10.优选地,所述压杆呈三段折线型,所述压杆的数量为10-15根,且所述压杆的数量与待装配循环式行星滚柱丝杠副的滚柱数量相等。
11.优选地,所述盖板上开设有穿过所述保持架的操作孔。
12.优选地,所述支撑柱的两端分别与底座和支撑圆盘螺纹连接,所述支撑柱上螺纹连接有调节螺母,所述调节螺母与底座的顶面贴合。
13.优选地,所述盖板上固定设置有多个垫块,所述固定架上设置有多个连接耳片,所述连接耳片通过连接螺栓与垫块连接。
14.一种利用循环式行星滚柱丝杠副装配夹具进行循环式行星滚柱丝杠副的装配方法,其特征在于,包括以下步骤:
15.s1、确认丝杠与螺母旋向,选择下凸轮环并合适摆放;
16.s2、将螺母与下凸轮环装配并用固定销固定,放入操作孔,打开直线电机,直线电机推杆移动杆向待装配丝杠副运动,滑动座相向运动靠拢,使螺母夹臂夹紧螺母;
17.s3、调整保持架位置,将保持架其中一个直槽的中线位置与下凸轮环凸台中线位置对齐,调整压紧螺母,释放弹簧的弹力,使保持架将橡胶圈撑开至最大;
18.s4、将一号滚柱装入保持架的直槽中,使一号滚柱的一端与下凸轮环凸台紧贴,同时与螺母啮合,此时确保保持架不动;
19.s5、安装二号滚柱,将二号滚柱装入保持架的直槽中与螺母啮合,一号滚柱和二号滚柱的位移方向为靠近下端凸轮环的方向;
20.s6、将所有的滚柱按顺序安装在保持架直槽内,确保每个滚柱均与螺母啮合;
21.s7、安装上凸轮环,用固定销将上凸轮环与螺母固定连接;
22.s8、从上端旋入丝杠,旋入距离为螺母的一半时,松开螺母夹持装置和滚柱夹紧装置,然后继续旋入丝杠,完成装配。
23.优选地,在进行s6操作后,只要保证上凸轮环能正常装配即可,如不能正常装配,应检查滚柱与保持架的轴向位置。
24.本发明与现有技术相比具有以下优点:
25.1、本发明的夹具装置结构设计科学合理,夹持稳定可靠,操作简单,制作成本低廉,为循环式行星滚柱丝杠副的装配提供坚实的基础。
26.2、本发明设计的装配方法思路清晰,便于操作,装配精准,推动了循环式行星滚柱
丝杠副的实用化进程。
27.下面结合附图和实施例对本发明作进一步详细说明。
附图说明
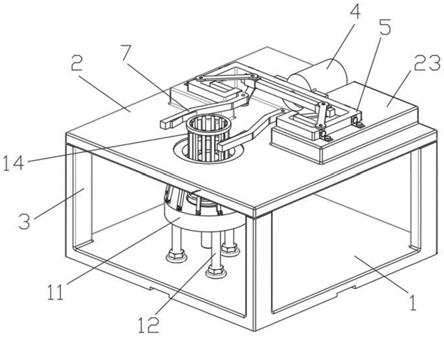
28.图1是本发明的整体结构示意图。
29.图2是本发明中螺母夹持装置的结构示意图。
30.图3是本发明中滚柱夹持装置的结构示意图。
31.图4是本发明中一号滚柱的装配示意图。
32.图5是本发明中循环式行星滚柱丝杠的剖视结构示意图。
33.图6是本发明中右旋时凸轮环与滚柱的装配示意图。
34.图7是本发明中左旋时凸轮环与滚柱的装配示意图。
35.图8是本发明中多个滚柱装配的俯视结构示意图。
36.附图标记说明:
37.1—底座;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2—盖板;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3—连接柱;
38.4—直线电机;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5—固定架;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6—移动杆;
39.7—螺母夹臂;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8—滑动座;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
9—第一连杆;
40.10—第二连杆;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11—支撑圆盘;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12—支撑柱;
41.13—压杆;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
14—橡胶圈;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15—压紧螺栓;
42.16—弹簧;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
17—限位头;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
18—v型橡胶垫;
43.19—操作孔;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20—调节螺母;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21—连接耳片;
44.22—连接螺栓;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
23—垫块;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
24—扩散圆环;
45.25—保持架;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
26—上凸轮环;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
27—下凸轮环;
46.28—一号滚柱;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
29—丝杠;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30—螺母;
47.31—二号滚柱。
具体实施方式
48.实施例1
49.如图1至图3所示,本发明包括支撑架、滚柱夹持装置和螺母夹持装置,所述支撑架包括平行设置的底座1和盖板2,所述盖板2通过四根连接柱3与底座1固定连接,所述螺母夹持装置安装在所述盖板2的顶面上,所述滚柱夹持装置安装在所述底座1的顶面上;
50.所述螺母夹持装置包括直线电机4、固定架5、移动杆6和螺母夹臂7,所述直线电机4固定安装在固定架5上且直线电机4的伸缩推杆穿过固定架5与移动杆6固定连接,所述移动杆6上对称设置有两个滑动座8,所述滑动座8的上下两端面分别通过第一连杆9和第二连杆10连接固定架5和一根螺母夹臂7,两根螺母夹臂7在直线电机4的驱动下做镜像的杠杆运动;
51.所述滚柱夹持装置包括支撑圆盘11和保持架25,所述支撑圆盘11通过三根支撑柱12连接在所述底座1的顶面上,所述保持架25由多根压杆13环形阵列组成,所述保持架25内侧开设有与待装配循环式行星滚柱丝杠副的滚柱数量相同的直槽,所述保持架25的下部呈圆台状、上部呈圆柱状,所述保持架25的底端与支撑圆盘11铰接,保持架25的顶端设置有橡
胶圈14,所述支撑圆盘11的中心位置开设有弹簧孔,所述弹簧孔内穿设有压紧螺栓15,所述弹簧孔的底端固定安装有与所述压紧螺栓15螺纹配合的压紧螺母,所述压紧螺栓15的螺杆上套接有弹簧16,所述弹簧16的顶部侧面连接有扩散圆环24,当弹簧16释放弹力时扩散圆环24顶住压杆13使压杆13保持外扩状态由橡胶圈14收束限位。
52.本实施例中,所述固定架5为半封闭的矩形架,所述固定架5的一侧的中间位置开口,所述固定架5上的开口处对称一体成型设置有两个限位头17,固定架5最终呈现为内凹处开口的“凹”字型结构,所述移动杆6设置在固定架5的内侧且正对固定架5的开口,所述螺母夹臂7呈l型,两根螺母夹臂7镜像设置在固定架5的开口内两侧位置,所述第一连杆9的一端铰接在滑动座8的上端面上,第一连杆9的另一端铰接在固定架5上,所述第二连杆10的一端铰接在滑动座8的下端面上,第二连杆10的另一端铰接在螺母夹臂7的转角处下端位置,当移动杆6在直线电机4的推动下向靠近待装配丝杠副的方向运动时,两根螺母夹臂7贴近将螺母夹持。
53.本实施例中,所述限位头17上开设有用于卡合螺母夹臂7的限位槽,所述螺母夹臂7上的夹持部位设置有v型橡胶垫18。
54.本实施例中,所述压杆13呈三段折线型,压杆13的两个折线角为直角和钝角,所述压杆13的数量为10-15根,且所述压杆13的数量与待装配循环式行星滚柱丝杠副的滚柱数量相等。
55.本实施例中,所述盖板2上开设有穿过所述保持架25的操作孔19。
56.本实施例中,所述支撑柱12的两端分别与底座1和支撑圆盘11螺纹连接,所述支撑柱12上螺纹连接有调节螺母20,所述调节螺母20与底座1的顶面贴合。
57.本实施例中,所述盖板2上固定设置有多个垫块23,所述固定架5上设置有多个连接耳片21,所述连接耳片21通过连接螺栓22与垫块23连接。
58.实施例2
59.一种利用循环式行星滚柱丝杠副装配夹具进行循环式行星滚柱丝杠副的装配方法,其特征在于,包括以下步骤:
60.s1、如图6和图7所示,确认丝杠29与螺母30旋向,选择下凸轮环27并摆放在合适位置;
61.s2、将螺母30与下凸轮环27装配并用固定销固定,放入操作孔19,打开直线电机4,直线电机4推杆移动杆6向待装配丝杠副运动,滑动座8相向运动靠拢,使螺母夹臂7夹紧螺母30;
62.s3、调整保持架25位置,将保持架25其中一个直槽的中线位置与下凸轮环27凸台中线位置对齐,调整压紧螺母30,释放弹簧16的弹力,使保持架25将橡胶圈14撑开至最大;
63.s4、将一号滚柱28装入保持架25的直槽中,使一号滚柱28的一端与下凸轮环27凸台紧贴,同时与螺母30啮合,此时确保保持架25不动;
64.s5、安装二号滚柱31,将二号滚柱31装入保持架25的直槽中与螺母30啮合,一号滚柱28和二号滚柱31的位移方向为靠近下端凸轮环27的方向;
65.s6、如图8所示,将所有十二个滚柱按顺序安装在保持架25直槽内,确保每个滚柱均与螺母30啮合;
66.s7、安装上凸轮环26,用固定销将上凸轮环26与螺母30固定连接;
67.s8、从上端旋入丝杠29,旋入距离为螺母30的一半时,松开螺母夹持装置和滚柱夹紧装置,然后继续旋入丝杠,完成装配。
68.如图4和图5所示,本实施例中,在进行s6操作后,只要保证上凸轮环能正常装配即可,如不能正常装配,应检查滚柱与保持架25的轴向位置,轴向位置为图5中的l,(i=0,1,
…
(z-1)),m为凸轮环的厚度。
69.以上所述,仅是本发明的较佳实施例,并非对本发明作任何限制。凡是根据发明技术实质对以上实施例所作的任何简单修改、变更以及等效变化,均仍属于本发明技术方案的保护范围内。