一种基于mems硅基加热片的雾化芯结构及其制造方法
技术领域
1.本发明属于液体加热雾化芯领域,尤其涉及一种基于mems硅基加热片的雾化芯结构及其制造方法。
背景技术:
2.发热雾化芯作为液体雾化产品的核心部件,用于对液体进行加热,使其变为雾状气溶胶形态散发出来。液体加热雾化芯主要包括包棉雾化芯和多孔陶瓷雾化芯类型。包棉雾化芯中金属发热丝和棉芯直接接触,高温下发热丝中的金属成分以及棉芯材料的碎屑可能会被雾化形成的气溶胶携带而被使用者吸入,造成潜在的健康危害。同时,棉芯与金属发热丝非均匀接触,受热不均匀,以及高温碳化也会引起发热丝电阻变化,进而引起发热丝温度变化,使得雾化均匀性、稳定性、一致性较差。多孔陶瓷雾化芯由多孔陶瓷和发热电极两部分构成。多孔陶瓷经过高温烧结制成碗状结构,发热膜设计成特定形状附着在陶瓷表面,在工作过程中,发热膜通过均匀发热,把液体加热形成雾气,由陶瓷微孔散发。
3.现有的多孔陶瓷雾化芯中,为了具有一定的吸液、储液能力,烧制出的微孔陶瓷需要保持一定的微孔大小及孔隙率,导致多孔陶瓷雾化芯存在以下三个问题:
4.一、由于多孔结构的存在,陶瓷芯锁液能力降低,容易漏液。目前通常通过降低孔隙率,减小多孔数量,提高锁液能力,但是同时降低了其吸液、储液能力。
5.二、由于微孔陶瓷质地疏松不够坚硬,金属加热丝很难高良率的和陶瓷芯集成在一起,并且需要额外加厚金属加热丝以避免外接导电柱对陶瓷芯造成破坏。
6.三、陶瓷芯热传导率较低且不均匀,金属加热丝不能覆盖到整个雾化面,造成雾化量难以提升,并且局部温度容易过高,引起干烧。
技术实现要素:
7.本发明的目的在于:提供一种基于mems硅基加热片的雾化芯结构及其制造方法,避免雾化芯漏液,降低加工难度,提高良品率,增加雾化芯雾化加热面积,提高温度均匀性,增大发雾量,减少干烧。
8.为了实现上述目的,一方面,本发明提供了一种基于mems硅基加热片的雾化芯结构,包括:硅基加热片和多孔陶瓷芯,硅基加热片包括加热丝和硅基衬底,加热丝制作在硅基衬底表面,硅基衬底上设置有阵列排布的雾化微孔,硅基衬底固定安装在多孔陶瓷芯上,雾化微孔连通多孔陶瓷芯。
9.作为上述技术方案的进一步描述:
10.硅基衬底的厚度为5-400微米。
11.作为上述技术方案的进一步描述:
12.雾化微孔的直径为2-20微米。
13.作为上述技术方案的进一步描述:
14.雾化微孔为圆孔或方孔。
15.另一方面,本发明还提供了一种基于mems硅基加热片的雾化芯结构的制造方法,包括以下步骤:
16.s1、准备硅基衬底;
17.s2、在硅基衬底上沉积金属,并通过干法蚀刻或湿法腐蚀工艺做出特定图形,形成加热丝;
18.s3、在硅基衬底上蚀刻雾化微孔;
19.s4、对硅基衬底背面进行减薄,漏出正面雾化微孔,形成硅基加热片;
20.s5、将硅基加热片和多孔陶瓷芯贴合,形成雾化芯。
21.作为上述技术方案的进一步描述:
22.在步骤s2中,沉积的金属为al、ti/au、ti/pt、ti/tin/au、ti/tin/pt、ta/au、ta/pt、ta/tan/au、ta/tan/pt中的任意一种。
23.作为上述技术方案的进一步描述:
24.在步骤s3中,采用干法蚀刻工艺或湿法腐蚀工艺进行雾化微孔的蚀刻。
25.作为上述技术方案的进一步描述:
26.在步骤s5中,硅基加热片和多孔陶瓷芯直接贴合或者通过玻璃浆料粘结工艺、金属共晶工艺贴合。
27.综上所述,由于采用了上述技术方案,本发明的有益效果是:
28.1、本发明中,雾化芯结构包括硅基加热片和多孔陶瓷芯,硅基加热片中硅基衬底上设置有微米甚至亚微米级别的雾化微孔,有效多孔锁住陶瓷芯渗出的雾化液,避免漏液。
29.2、本发明中,雾化芯中mems硅基加热片直接和导电柱接触,保护多孔陶瓷芯不被导电柱损坏,提高装配良品率。
30.3、本发明中,雾化芯中硅基加热片直接和陶瓷芯接触,增加雾化加热面积,提高温度均匀性,从而增大发雾量,减少干烧现象。
附图说明
31.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
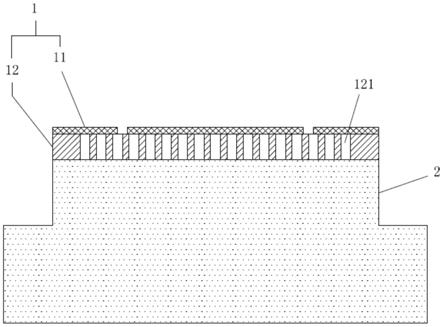
32.图1为一种基于mems硅基加热片的雾化芯结构的结构示意图。
33.图2为一种基于mems硅基加热片的雾化芯结构的制造方法中硅基衬底沉积金属的示意图。
34.图3为一种基于mems硅基加热片的雾化芯结构的制造方法中硅基衬底蚀刻雾化微孔的示意图。
35.图4为一种基于mems硅基加热片的雾化芯结构的制造方法中硅基衬底减薄的示意图。
36.图例说明:
37.1、硅基加热片;11、加热丝;12、硅基衬底;121、雾化微孔;2、多孔陶瓷芯。
具体实施方式
38.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
39.请参阅图1-4,本发明提供一种技术方案:一方面,本发明提供了一种基于mems硅基加热片的雾化芯结构,包括:硅基加热片1和多孔陶瓷芯2,硅基加热片1包括加热丝11和硅基衬底12,加热丝11制作在硅基衬底12表面,硅基衬底12上设置有阵列排布的雾化微孔121,硅基衬底12固定安装在多孔陶瓷芯2上,雾化微孔121连通多孔陶瓷芯2。
40.硅基衬底12的厚度为5-400微米。
41.雾化微孔121的直径为2-20微米。
42.雾化微孔121为圆孔或方孔。
43.另一方面,本发明还提供了一种基于mems硅基加热片的雾化芯结构的制造方法,包括以下步骤:
44.s1、准备硅基衬底12;
45.s2、在硅基衬底12上沉积金属,并通过干法蚀刻或湿法腐蚀工艺做出特定图形,形成加热丝11;
46.s3、在硅基衬底12上蚀刻雾化微孔121;
47.s4、对硅基衬底12背面进行减薄,漏出正面雾化微孔121,形成硅基加热片1;
48.s5、将硅基加热片1和多孔陶瓷芯2贴合,形成雾化芯。
49.在步骤s2中,沉积的金属为al、ti/au、ti/pt、ti/tin/au、ti/tin/pt、ta/au、ta/pt、ta/tan/au、ta/tan/pt中的任意一种,均为对人体无害的金属材料。
50.在步骤s3中,采用干法蚀刻工艺或湿法腐蚀工艺进行雾化微孔121的蚀刻,,雾化微孔121的深度区间为几微米至几百微米,孔径为几微米甚至亚微米。
51.在步骤s5中,硅基加热片1和多孔陶瓷芯2通过直接贴合或者通过玻璃浆料粘结工艺、金属共晶工艺贴合。根据贴合工艺及结构需求,硅基加热片1和多孔陶瓷芯2之间或加或不加高温垫,高温垫包括但不局限于棉质材料。多孔陶瓷不限于某一种材料。
52.工作原理:雾化芯中采用mems硅基加热片代替传统金属加热丝,使用微纳加工工艺加工,适于批量生产。金属加热丝制作在具有一定厚度且具有雾化微孔的硅衬底上。最后,将加工好的mems硅基加热片装配集成到多孔陶瓷芯上,形成一个整体。硅衬底具有一定厚度,保护多孔陶瓷芯不被导电柱的损坏。金属加热丝均匀且大面积的覆盖到硅衬底上,通过硅衬底热分布、热传导,传递至多孔陶瓷芯,使多孔陶瓷芯受热更均匀,雾化面积更大,提升雾化量,减少干烧现象。硅衬底上的雾化微孔可以精密加工至几个微米甚至亚微米级别,有效多孔锁住陶瓷芯渗出的雾化液,避免漏液。
53.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。