1.本技术涉及雾化装置领域,尤其涉及一种预热式雾化装置。
背景技术:
2.电子烟装置通常包含烟油,烟油被加热以使其发生雾化,从而产生可吸入蒸气或气溶胶。市场上电子烟装置通常包括内部具有大量微孔的多孔陶瓷体,用于吸取和传导上述烟油,并在多孔陶瓷体的一表面上设置发热元件,对吸取的烟油进行加热雾化。多孔体内的微孔一方面作为烟油向雾化面浸润流动的通道,另一方面作为储油腔烟油消耗后供空气从外部补充进入储油腔维持储油腔内气压平衡的空气交换通道,使得烟油被加热雾化消耗时会在多孔陶瓷体内产生气泡,而后气泡从吸油面冒出后进入储油腔。
3.市面上出现利用油杯盛放烟油或烟膏的雾化装置,烟油或烟膏渗入玻璃发热芯的速度与烟油及烟膏的参数相关,不同的烟油及烟膏渗入玻璃发热芯的速度不同,因此,就出现不同的吸食体验,例如流动性较差的烟膏及烟油可能会在吸食的初始阶段出现雾化混合气体发生量不足的缺陷,影响吸食体验。
技术实现要素:
4.为克服相关技术中存在的问题,本技术提供一种预热式雾化装置,该预热式雾化装置,能够将蘸取的待雾化产品预加热,以使其加速渗透进入玻璃发热芯的间隙。
5.为解决上述技术问题,本技术所采用的技术方案如下:
6.提出一种预热式雾化装置,包括:发热丝、控制电路板、玻璃发热芯及陶瓷座;陶瓷座设有上端开口的第一容腔,第一容腔的底部设有进气孔;玻璃发热芯配置于第一容腔内,玻璃发热芯部分外露于第一容腔,玻璃发热芯设有气道,该气道连通进气孔和玻璃发热芯外露于第一容腔的外表面;发热丝包括预热丝和加热丝,预热丝嵌设于玻璃发热芯,预热丝的部分绕气道螺旋设置;预热丝及发热丝电性连接于控制电路板,控制电路板能够控制预热丝及加热丝的工作状态。
7.优选地,所述加热丝包括加热螺旋部和加热引脚部,加热螺旋部嵌设于玻璃发热芯,加热引脚部通过第一容腔的底部设有的加热引脚过孔引出,加热螺旋部绕气道设置,所述预热丝绕气道设置的部分内嵌于加热螺旋部。
8.优选地,所述预热丝包括预热螺旋部和预热引脚部,预热螺旋部嵌设于玻璃发热芯,预热引脚部通过第一容腔的底部设有的预热引脚过孔引出;所述预热螺旋部嵌套设置于所述加热螺旋部内,所述预热螺旋部贴近设置于所述气道的内表面。
9.优选地,所述控制电路板设有温度感应部件,所述温度感应部件能够检测所述发热丝的温度,当达到预设温度,所述控制电路板能够改变发热丝的工作状态。
10.优选地,所述温度感应部件包括预热温度感应部件,所述预设温度包括预热预设温度,预热温度感应部件用于检测预热丝的温度,当预热丝达到预热预设温度,所述控制电路板能够降低预热丝的发热功率或者关闭预热发热丝。
11.优选地,所述温度感应部件包括加热温度感应部件,所述预设温度包括加热预设温度,加热温度感应部件用于检测加热丝的温度,当加热丝达到加热预设温度,所述控制电路板能够降低加热丝的发热功率或者关闭加热发热丝。
12.优选地,所述第一容腔的截面呈菱形并设有弧形倒角;玻璃发热芯的截面形状与第一容腔的截面行政匹配;玻璃发热芯包括加热圆柱部和引脚嵌设部,所述气道呈圆柱状,与所述加热圆柱部同心设置。
13.本技术提供的技术方案可以包括以下有益效果:提出一种预热式雾化装置,包括:发热丝、控制电路板、玻璃发热芯及陶瓷座;陶瓷座设有上端开口的第一容腔,第一容腔的底部设有进气孔;玻璃发热芯配置于第一容腔内,玻璃发热芯部分外露于第一容腔,玻璃发热芯设有气道,该气道连通进气孔和玻璃发热芯外露于第一容腔的外表面;发热丝包括预热丝和加热丝,预热丝嵌设于玻璃发热芯,预热丝的部分绕气道螺旋设置;预热丝及发热丝电性连接于控制电路板,控制电路板能够控制预热丝及加热丝的工作状态。该预热式雾化装置,能够将蘸取的待雾化产品预加热,以使其加速渗透进入玻璃发热芯的间隙。
14.应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本技术。
附图说明
15.通过结合附图对本技术示例性实施方式进行更详细的描述,本技术的上述以及其它目的、特征和优势将变得更加明显,其中,在本技术示例性实施方式中,相同的参考标号通常代表相同部件。
16.图1是本技术实施例1示出的整体结构示意图1。
17.图2是本技术实施例1示出的整体结构示意图2。
18.图3是本技术实施例1示出的整体结构隐藏玻璃发热芯后的示意图1。
19.图4是本技术实施例1示出的整体结构示意图3。
20.图5是本技术实施例1示出的图4中b-b处的剖面示意图。
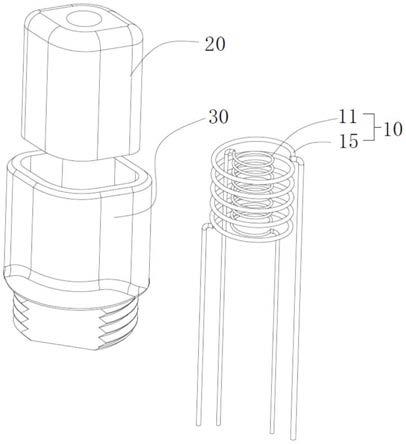
21.图6是本技术实施例1示出的整体结构爆炸示意图。
22.图7是本技术实施例1示出的陶瓷座的整体结构示意图。
23.图8是本技术实施例1示出的发热丝的整体结构示意图。
24.图9是本技术实施例1示出的预热丝的整体结构示意图。
25.附图标记说明
26.编号名称编号名称10发热丝21气道11预热丝22加热圆柱部13预热螺旋部23引脚嵌设部14预热引脚部30陶瓷座15加热丝31第一容腔17加热螺旋部32进气孔18加热引脚部34加热引脚过孔20玻璃发热芯35预热引脚过孔
具体实施方式
27.下面详细描述本技术的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本技术,而不能理解为对本技术的限制。
28.在本技术中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,还可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
29.在本技术中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
30.下面通过具体实施方式结合附图对本技术作进一步详细说明。
31.实施例1
32.参考图1至图9所示,一种预热式雾化装置,包括:发热丝10、控制电路板、玻璃发热芯20及陶瓷座30;陶瓷座30设有上端开口的第一容腔31,第一容腔31的底部设有进气孔32;玻璃发热芯20配置于第一容腔31内,玻璃发热芯20部分外露于第一容腔31,玻璃发热芯20设有气道21,该气道21连通进气孔32和玻璃发热芯20外露于第一容腔31的外表面;发热丝10包括预热丝11和加热丝15,预热丝11嵌设于玻璃发热芯20,预热丝11的部分绕气道21螺旋设置;预热丝11及发热丝10电性连接于控制电路板,控制电路板能够控制预热丝11及加热丝15的工作状态。
33.本实施例中,所述加热丝15包括加热螺旋部17和加热引脚部18,加热螺旋部17嵌设于玻璃发热芯20,加热引脚部18通过第一容腔31的底部设有的加热引脚过孔34引出,加热螺旋部17绕气道21设置,所述预热丝11绕气道21设置的部分内嵌于加热螺旋部17。所述预热丝11包括预热螺旋部13和预热引脚部14,预热螺旋部13嵌设于玻璃发热芯20,预热引脚部14通过第一容腔31的底部设有的预热引脚过孔35引出;所述预热螺旋部13嵌套设置于所述加热螺旋部17内,所述预热螺旋部13贴近设置于所述气道21的内表面。
34.为了防止预热的过程中加热超过烟油的挥发温度,所述控制电路板设有温度感应部件,所述温度感应部件能够检测所述发热丝10的温度,当达到预设温度,所述控制电路板能够改变发热丝10的工作状态。
35.进一步来说,为了控制吸食口感,可以控制加热丝15的温度,所述温度感应部件包括预热温度感应部件,所述预设温度包括预热预设温度,预热温度感应部件用于检测预热丝11的温度,当预热丝11达到预热预设温度,所述控制电路板能够降低预热丝11的发热功率或者关闭预热发热丝10。
36.所述温度感应部件包括加热温度感应部件,所述预设温度包括加热预设温度,加热温度感应部件用于检测加热丝15的温度,当加热丝15达到加热预设温度,所述控制电路
板能够降低加热丝15的发热功率或者关闭加热发热丝10。
37.为了使加热烟油更为均匀,尽可能将玻璃发热芯20绕气道21同心圆设置,另一方面,为了布置加热丝15引脚,所述第一容腔31的截面呈菱形并设有弧形倒角;玻璃发热芯20的截面形状与第一容腔31的截面行政匹配;玻璃发热芯20包括加热圆柱部22和引脚嵌设部23,所述气道21呈圆柱状,与所述加热圆柱部22同心设置。
38.在本说明书的描述中,参考术语“一个实施方式”、“一些实施方式”、“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本技术的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
39.以上内容是结合具体的实施方式对本技术所作的进一步详细说明,不能认定本技术的具体实施只局限于这些说明。对于本技术所属技术领域的普通技术人员来说,在不脱离本技术构思的前提下,还可以做出若干简单推演或替换。