1.本发明属于电子烟技术领域,尤其涉及一种雾化装置的模块式发热核心组件、雾化装置及雾化设备。
背景技术:
2.电子雾化设备包括雾化装置和为雾化装置供电的供电装置,雾化装置内部构建有储液腔、气流通道及发热核心组件。供电装置开设有容纳槽,雾化装置安装于容纳槽内,并与供电装置建立电性连接。供电装置可为雾化装置提供电能,驱动发热核心组件将从储液腔吸附的溶液雾化成气雾排出。而现有市面上主流的发热核心组件中吸液载体主要为微孔陶瓷和棉材;通过在微孔陶瓷载体烧结有发热体以及对棉材缠绕发热丝,包裹发热网、与发热片接触等方式。采用微孔陶瓷烧结发热体形成陶瓷发热体的方式较为稳定,但是陶瓷发热体的导液速率以及口感均比棉材的相对较弱。而市面上现有的采用棉材的发热芯,通常直接将发热丝缠绕棉材、包裹发热网或者与发热片接触等方式形成发热核心组件进行出货。由于下游各厂家加工工艺、加工环境差异,导致通配性较差,且转运过程中棉材容易受到污染。从而使口感较好的棉材发热核心组件却没办法在业内实现模块化的产品进行推广。
技术实现要素:
3.本技术实施例的目的在于提供一种模块式发热核心组件,旨在形成雾化装置内模块化的组件,便于推广应用,且便于转运至下游生产厂家或下游加工工位时,发热核心组件内的吸液棉不会受到污染。
4.为实现上述目的,第一方面,本技术采用的技术方案是:提供一种模块式发热核心组件,包括主体、容置于主体内部的发热芯及基座,所述基座上端用于插入主体,并为主体内的发热核心组件的发热芯提供支撑,基座下端凸设有连接座,用于与外部雾化装置的底座连接,所述连接座的下端面开设有插入盲孔和过线通孔,所述发热芯的导电引线由基座上端穿过所述过线通孔后折弯预装于所述插入盲孔内,所述插入盲孔用于供外部雾化装置底座设有的导电电极插入。
5.可选地,插入盲孔开口处开设有与所述过线通孔连通的过线缺口,所述导电引线沿所述过线缺口折弯于所述插入盲孔内。
6.可选地,连接座于所述插入盲孔正对所述过线缺口的部位还开设有切口槽。
7.可选地,过线通孔外侧的开口呈渐扩式设置形成注胶槽。
8.可选地,发热芯包括吸液棉和加热元件,所述基座上端凸设有两间隔设置的支撑臂,两所述支撑臂上端均还开设有预装缺口,两个所述预装缺口正对设置,且从两所述支撑臂的侧壁贯穿,所述发热芯的两端预架设于两个所述预装缺口,并部分从所述预装缺口伸出,形成吸液段,所述发热芯的中部悬空于两个所述支撑臂之间,并与所述加热元件接触形成雾化段;
9.所述主体呈管状设置,一端的管口形成出气口,另一端的管口形成供基座插入的安装口,且所述主体的侧壁开设有进液孔以与管内空间连通,所述主体两侧的内壁均凸设有压持臂,所述基座插入所述主体时,所述预装缺口正对所述进液孔,所述压持臂插入所述预装缺口,并将所述吸液段压紧于所述预装缺口内。
10.可选地,基座过盈插接于所述安装口,所述连接座位于所述安装口外,且连接座的外表面位于所述主体的外表面内侧,所述主体设有进液孔下端的外表面用于插接于外部雾化装置的底座,所述连接座的外壁与所述雾化装置的底座间隙配合。
11.可选地,预装缺口呈u型,所述压持臂的端部凸设有压持头,所述压持头凸伸的端部呈n型或半圆形,所述压持头插入所述预装缺口内时,所述预装缺口与所述压持头的端部合围成过液孔,并将所述吸液段压紧于所述过液孔内。
12.可选地,压持头高于所述进液孔,所述过液孔的直径大于所述进液孔的直径,且所述吸液段部分伸出于所述过液孔,所述基座安装于所述主体时,所述进液孔位于所述过液孔的孔沿所述围成的区域内,凸伸于过液孔外的部分吸液段覆盖所述进液孔。
13.可选地,进液孔的直径d为0.9至4mm之间;所述过液孔的直径d为1至5mm之间,且所述过液孔和所述进液孔的直径差x的最小值为0.1mm。
14.可选地,支撑臂的外侧壁还设有避让槽,所述避让槽位于所述预装缺口下端,突出于所述过液孔的部分所述吸液棉受挤压力时可朝向所述避让槽偏位。
15.可选地,构建u型预装缺口的两侧壁呈倾斜导向设置,以使所述预装缺口呈渐扩式设置,所述压持头对应配合的两侧壁由插入首端至插入尾端呈渐扩式设置,所述压持头完全插入所述预装缺口内时,所述压持头与所述预装缺口过盈紧配。
16.可选地,支撑臂构建u型预装缺口的两侧壁的上端面均还凸设有楔形块,所述压持臂的两侧对应设有供所述楔形块插入的连接槽,所述基座插入所述主体时,所述楔形块过盈插入所述连接槽内。
17.可选地,雾化段与所述出气口之间还构建有挡气板,所述挡气板与所述主体的内壁连接,并架设阻挡于所述雾化段正对所述出气口的部分气路,所述挡气板两侧与所述主体之间的空间形成供雾化段气流通过的过气通道。
18.可选地,挡气板朝向所述出气口的一侧设有导向面,所述导向面的较高端靠近出气口,较低端远离所述出气口;
19.且/或,所述挡气板的两端分别与两个所述压持臂相对的两表面固定连接。
20.可选地,出气口还内套接有柔性的密封套,所述柔性的密封套中部镂空区域供外部导气管插入,所述两压持臂部分凸出于出气口内侧边沿外,用来对套接于所述出气口内的密封套下端提供支撑。
21.第二方面,本技术还提供一种雾化装置,包括外壳、底座及如上所述的发热核心组件,所述外壳一端设有出雾口、另一端开口设置,所述底座封堵所述开口,并与所述外壳的内壁围成储液腔,所述发热核心组件设有进气口的一端安装于所述底座,设有出气口的一端与所述出雾口的气路连通,设有过液孔的部分位于所述储液腔内。
22.第三方面,本技术还提供一种雾化设备,包括供电装置和如上所述的雾化装置,所述雾化装置安装于所述供电装置,且所述供电装置用于为所述雾化装置供电。
23.本技术的有益效果在于:采用基座的上端插入主体内,并为主体内部的发热芯提
供支撑,基座的下端凸设有连接座,用于与外部雾化装置的底座连接,通过主体和基座将发热芯封装成一个组件,从而便于转运到下游工厂或下游工位时,发热芯不会被污染。同时封装完成后发热芯位于主体和基座内,不会发生形变,从而减少下游工厂生产工艺和生产环境对发热芯造成损伤,导致口感一致性较差的现象产生。同时,连接座下端面开设有插入盲孔和过线通孔,且发热芯的导电引线由基座上端穿过所述过线孔后折弯预装于所述插入盲孔内,所述插入盲孔供外部雾化装置底座设有的导电电极插入。因此,独立封装后可形成模块式发热核心组件,进而可形成标准件,无需焊线,可在各类雾化装置中通用。当雾化装置外观改变,内部只需要预留发热核心组件的位置即可实现通用,避免每一款产品都需要重新调校口感。
附图说明
24.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
25.图1为本技术实施例中雾化装置的连接结构分解示意图
26.图2为本技术实施例中雾化装置的剖视示意图;
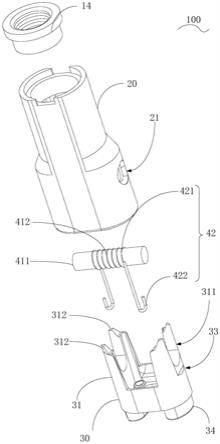
27.图3为本技术实施例中,发热核心组件的连接结构分解示意图;
28.图4为本技术实施例中,发热核心组件的连接结构剖视示意图;
29.图5为本技术实施例中,发热核心组件从另一方向剖的连接结构剖视示意图;
30.图6为本技术实施例中,发热核心组件从楔形块处剖开的连接结构剖视示意图;
31.图7为本技术实施例中,基座的连接结构立体示意图;
32.图8为本技术实施例中,主体的连接结构立体示意图;
33.图9为本技术实施例中,主体从另一视角看的连接结构立体示意图。
34.其中,图中各附图标记:
[0035][0036]
具体实施方式
[0037]
为了使本技术所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
[0038]
需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
[0039]
需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、
“
水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
[0040]
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
[0041]
请参阅图1至图9,本技术实施例提供一种模块式的发热核心组件100,应用于雾化装置1000,所述雾化装置1000包括外壳200和底座300,所述外壳200一端设有出雾口210、另一端呈开口状敞开设置,所述底座300封堵所述开口,并与所述外壳200的内壁围成储液腔230,所述储液腔230内用于收容水、芳香液、驱蚊液、药液、烟液等,根据内部溶液不同从而形成不同的雾化设备,例如:加湿器、香薰、驱蚊器、医药雾化器、电子烟。在本实施例中,以电子烟为例。
[0042]
具体地,如图3结合图5所示,在本技术实施例中,所述发热核心组件100包括发热芯40、基座30及主体20,所述主体20呈管状,其上端管口形成出气口12,下端管口形成供基座30插入的安装口,且主体20的侧壁开设有进液孔21以与管内空间连通。所述发热芯40包括吸液棉41和与所述吸液棉41接触的加热元件42,所述加热元件42包括用于导电的导电引线422和在电流作用下发热的发热部421,所述发热部421可采用镍铬合金发热丝、钢网,多孔钢管、陶瓷发热片等,在本实施例中选用镍铬合金发热丝,并绕卷于吸液棉41的中部,以使吸液棉41中部形成雾化段412。所述基座30的上端用于沿所述安装口插入所述主体20,并为主体20内的发热核心组件100的发热芯40提供支撑,基座30的下端凸设有连接座34,所述连接座34从所述主体20显露于外界,用于与外部雾化装置1000的底座300连接。且所述连接座34的下端面开设有插入盲孔341和过线通孔342,所述过线通孔342由所述基座30上端面开设贯通基座30下端凸设的连接座34;所述发热芯40的导电引线422由基座30上端穿过所述过线通孔342后折弯于所述插入盲孔341内,所述插入盲孔341用于供外部雾化装置1000底座300设有的导电电极340插入。安装时只需要将外部雾化装置1000底座300罩盖所述连接座34,且使底座300的导电电极340插入所述插入盲孔341即可,无需焊线,同时导电电极340与导电引线422的点连接位置位于所述插入盲孔341,雾化装置1000底座300的导电电极340与底座300完全紧配,相对现有的将导电引线422延伸至底座300导电电极340安装孔310,再压入导电电极340的方式,有效减少漏液的风险。
[0043]
本技术的有益效果在于:采用基座30的上端插入主体20内,并为主体20内部的发热芯40提供支撑,基座30的下端凸设有连接座34,用于与外部雾化装置1000的底座300连接,通过主体20和基座30将发热芯40封装成一个组件,从而便于转运到下游工厂或下游工位时,发热芯40不会被污染。同时封装完成后发热芯40位于主体20和基座30内,不会发生形变,从而减少下游工厂生产工艺和生产环境对发热芯40造成损伤,导致口感一致性较差的现象产生。同时,连接座34下端面开设有插入盲孔341和过线通孔342,且发热芯40的导电引线422由基座30上端穿过所述过线孔后折弯预装于所述插入盲孔341内,所述插入盲孔341供外部雾化装置1000底座300设有的导电电极340插入。因此,独立封装后可形成模块式发热核心组件100,进而可形成标准件,无需焊线,可在各类雾化装置1000中通用。当雾化装置
1000外观改变,内部只需要预留发热核心组件100的位置即可实现通用,避免每一款产品都需要重新调校口感。
[0044]
具体地,如图5所示,在本技术实施例中,基座30过盈插接于所述安装口,所述连接座34位于所述安装口外,且其数量为两个,两个连接座34间隔设置,间隔的区域开设有进气口36,用于将两个不同极性的导电引线422分隔安装避免短路,同时使两个导电电极340分别插入两个插入盲孔341,进而提升基座30与外部雾化装置1000底座300的连接强度;进一步地,连接座34的外表面位于所述主体20的外表面内侧,所述主体20设有进液孔21下端的外表面用于插接于外部雾化装置1000的底座300,所述连接座34的外壁与所述雾化装置1000的底座300间隙配合。因此,当所述发热核心组件100安装于雾化装置1000的底座300时,通过主体20的外壁与雾化装置1000的底座300过盈紧配,连接座34的外壁与雾化装置1000底座300的内壁间隔设置,形成导气通道,确保外界气流可从近气口流入至主体20内部。同时基座30与底座300间隙配合,防止底座300拆卸时,基座30与底座300的摩擦力较大,导致基座30被拉扯脱出的现象产生。
[0045]
具体地,如图5结合图7所示,在本技术实施例中,所述插入盲孔341开口处开设有与所述过线通孔342连通的过线缺口3411,所述导电引线422穿过所述过线缺口3411后折弯于所述插入盲孔341内,避免导电引线422突出于连接座34的端面,导致底座300和连接座34连接时,挤压导电引线422导致导电引线422偏位的现象产生。除此之外也可对导电引线422实现定位安装,便于自动化加工生产。
[0046]
具体地,如图7所示,在本技术实施例中,所述连接座34于所述插入盲孔341正对所述过线缺口3411的部位还开设有切口槽3412,所述切口槽3412沿所述连接座34凸伸的方向延伸开设,从而便于外部治具将所述导电引线422折弯于所述插入盲孔341内,同时释放导电电极340插入时的应力,防止导电电极340插入所述插入盲孔341时插入盲孔341的内壁破裂的现象产生。
[0047]
具体地,如图7所示,在本技术实施例中,所述过线通孔342外侧的开口呈渐扩式设置形成注胶槽3421,并点胶处理对导电引线422进行固定,防止后续压入导电电极340时拉动所述导电引线422导致内部发热部421对吸液棉41产生作用力导致吸液棉41发生形变的现象产生,所述过线缺口3411与所述过线通孔342的注胶槽3421处连通,且所述过线缺口3411拐角处采用弧面过渡设置,当点胶处理时,部分胶液流动至所述过线缺口3411,固化后形成保护,防止导电电极340插入时,折弯的导电引线422在过线缺口3411处形成剪切力导致导电引线422断裂的现象产生。
[0048]
进一步地,如图6结合图7所示,为确保具有较大的雾化空间,避免发热部421与基座30接触,在本实施例中,所述基座30上端凸设有两间隔设置的支撑臂31,两所述支撑臂31上端均还开设有预装缺口311,两个所述预装缺口311正对设置,且从两所述支撑臂31的侧壁贯穿,构成所述发热芯40的吸液棉41,其两端预架设于两个所述预装缺口311,并部分从所述预装缺口311伸出,形成吸液段411,所述吸液棉41的中部悬空于两个所述支撑臂31之间,并与所述加热元件42接触形成雾化段412。通过采用两个支撑臂31将吸液棉41悬空架设,从而防止绕卷与吸液棉41中部的发热部421与基座30接触;同时形成一较大的雾化空间,确保外界气流迅速通过进气口36进入为发热部421雾化溶液提供气流。同时,所述主体20两侧的内壁均凸设有压持臂11,所述基座30插入所述主体20时,所述预装缺口311正对所
述进液孔21,所述压持臂11插入所述预装缺口311,并将所述吸液段411压紧于所述预装缺口311内,从而确保将所述吸液棉41架设于两个支撑臂31之间,防止吸液棉41与进液孔21偏位导致溶液直接从进液孔21灌入的现象产生。
[0049]
具体地,如图6至图8所示,在本实施例中,为便于吸液棉41安装,所述预装缺口311呈u型,当吸液棉41的两端放置于所述预装缺口311u型的下端,u型缺口上端的空间可防止安装时吸液棉41收到震动跑出的现象产生,减少产品不良率的产生。同时,进一步为确保进液速率,所述压持臂11的端部凸设有压持头111,所述压持头111凸伸的端部呈n型或半圆形,所述压持头111插入所述预装缺口311内时,所述预装缺口311与所述压持头111的端部合围成o型的过液孔32,并将所述吸液段411压紧于所述过液孔32内,安装时,压持臂11与压持头111交汇处与所述支撑臂31的端面抵接定位,确保压持头111压入的距离,从而精准限制预装缺口311和压持头111之间合围的过液孔32面积大小,确保进液速率,避免进液速率偏差造成漏液或口感较干的现象产生。除此之外,形成o型过液孔32的内孔面均为弧面确保吸液棉41完全填充过液孔32,避免过液孔32具有棱角导致吸液棉41填充不完全具有间隙出现漏液的现象产生。
[0050]
具体地,如图5所示,在本技术实施例中,压持头111位于所述进液孔21的上方,所述u型预装缺口311的下端弧面位于所述进液孔21的下方,以使所述压持头111和预装缺口311围成的过液孔32的直径大于所述进液孔21的直径,且所述吸液段411部分伸出于所述过液孔32,所述基座30安装于所述主体20时,所述进液孔21位于所述过液孔32的孔沿所述围成的区域内,凸伸于过液孔32外的部分吸液段411覆盖所述进液孔21,从而封堵所述进液孔21,确保从所述进液孔21进入的溶液均被所述吸液棉41吸附,有效防止漏液的现象产生。
[0051]
进一步地,如图5所示,在本技术实施例中,进液孔21的直径d为0.9至4mm之间;所述过液孔32的直径d为1至5mm之间,且所述过液孔32和所述进液孔21的直径差x的最小值为0.1mm。即,填充所述过液孔32的所述吸液棉41至少覆盖所述进液孔21内侧边沿0.05mm,确保有效密封。在本实施例中,所述进液孔21的直径为2.1mm,所述过液孔32的直径为2.6mm,即所述吸液棉41覆盖所述进液孔21内侧孔沿0.25mm,确保从所述进液孔21流入的溶液完全被所述吸液棉41吸附。同时预留0.25mm,可补偿所述吸液棉41吸收溶液后的变形量。
[0052]
进一步地,如图3、图5及图7所示,在本技术实施例中,支撑臂31的外侧壁还设有避让槽33,所述避让槽33位于所述预装缺口311下端,所述吸液棉41略微突出于所述过液孔32,例如0.1mm到2mm,在本实施例中,所述吸液棉41的两端均从两个所述预装缺口311突出0.2mm,再通过设置有避让槽33,当插入至主体20时,突出预装缺口311的部分吸液棉41受力可朝向避让槽33略微偏位,防止硬装导致产品不良的现象产生。
[0053]
具体地,如图3结合图8所示,在本技术实施例中,构建u型预装缺口311的两侧壁呈倾斜导向设置,以使所述预装缺口311呈渐扩式设置,所述压持头111对应配合的两侧壁由插入首端至插入尾端呈渐扩式设置,所述压持头111完全插入所述预装缺口311内时,所述压持头111与所述预装缺口311过盈紧配,通过将u型预装缺口311的两侧壁采用倾斜设计,便于压持头111插入,同时随初步插入时间隙配合,有效便于安装,同时随插入深度的增加逐渐过盈紧配。进而有效提示连接强度,防止整个垂直面过盈插入导致安装较为不便的现象产生。
[0054]
具体地,如图7结合图8所示,在本技术实施例中,支撑臂31构建u型预装缺口311的
两侧壁的上端面均还凸设有楔形块,所述压持臂11的两侧对应设有供所述楔形块插入的连接槽,所述基座30插入所述主体20时,所述楔形块过盈插入所述连接槽内,通过在支撑臂31上端凸设有楔形块插入压持臂11两侧对应开设的连接槽,进一步增强连接稳固性,同时可进行导向插入,提升安装的精确度。
[0055]
具体地,如图6结合图2所示,在本技术实施例中,所述主体20上端外径小于下端外径,从而使下端具有较大的雾化空间的同时,避免产品整体较大;所述主体20的下端的横截面为椭圆形、长圆状跑道形或多边形,所述椭圆形或所述长圆状跑道形包括长轴和短轴、所述多边形包括长边和短边,所述基座30上端插入所述主体20部分与所述主体20的內型适配,所述进液孔21的数量为两个,且两个所述进液孔21位于所述椭圆形或所述长圆状跑道形的长轴方向的两端或位于所述多边形的长边方向的两端,通过采用椭圆、多边形的造型,有效实现防呆对位安装,同时进液孔21设置于长边方向,使内部空间较大,防止发热部421距离基座30或主体20较近导致热量集中的现象产生。
[0056]
进一步地,如图2结合图4所示,在本技术实施例中,雾化段412与所述出气口12之间还构建有挡气板13,所述挡气板13与所述主体20的内壁连接,并架设阻挡于所述雾化段412正对所述出气口12的部分气路,所述挡气板13两侧与所述主体20之间的空间形成供雾化段412气流通过的过气通道133。通过设有挡气板13,对出气口12进行遮盖,有效防止外界灰尘纤维掉落至雾化段412,导致雾化时出现异味,同时防止加热雾化时,冷凝液混合溶液出现炸油的现象,灼热的溶液从出气口12飞溅出导致对用户抽吸时造成不适感。同时,所述挡气板13的两端分别与两个所述压持臂11相对的两表面固定连接,有效加强压持臂11的连接强度。
[0057]
具体地,如图4所示,在本技术实施例中,挡气板13朝向所述出气口12的一侧设有导向面131,即所述挡气板13的上表面设有导向面131,下表面为与所述雾化段412平行的阻挡面,所述导向面131的较高端靠近出气口12,较低端远离所述出气口12。整体呈斜面,锥面,拱形弧面等,在此不做限定。以使冷凝液滴落于挡气板13时,可顺延导向面131滑落至雾化腔内,避免集聚于挡气板13上表面,后续抽吸时被直接吸入用户口腔中造成不适的现象产生;
[0058]
进一步地,如图4至图6结合图9所示,在本技术实施例中,出气口12还内套接有柔性的密封套14,所述柔性的密封套14中部镂空区域供外部导气管220插入。提升发热核心组件100作为模块化组件与外部雾化装置1000导气结构连接的顺畅性及密封性。同时所述两压持臂11部分凸出于出气口12内侧边沿外,用来对套接于所述出气口12内的密封套14下端提供支撑。有效防止外部导气管220插入时,将所述密封套14压入至主体20内部的现象产生。
[0059]
进一步地,如图1和图2所示,本技术还提供一种雾化装置1000,所述雾化装置1000包括外壳200、底座300及发热核心组件100,所述外壳200一端设有出雾口210、另一端开口设置,所述底座300封堵所述开口,并与所述外壳200的内壁围成储液腔230,所述发热核心组件100设有进气口36的一端安装于所述底座300,设有出气口12的一端与所述出雾口210的气路连通,设有过液孔32的部分位于所述储液腔230内。该发热核心组件100的具体结构参照上述实施例,由于雾化装置1000采用了上述所有实施例的全部技术方案,因此至少具有上述实施例的技术方案所带来的所有有益效果,在此不再一一赘述。
[0060]
具体地,如图2所示,在本技术实施例中,所述外壳200的内壁环绕所述出雾口210凸设有导气管220用于插入发热核心的出气口12。可以理解的是,所述导气管220不仅限于由外壳200的内壁凸设一体成型形,例如,也可为拆分式的钢管,所述钢管一端插入出雾口210,另一端插入出气口12,以使发热核心组件100内部雾化气路与出雾口210气路连通。
[0061]
具体地,如图1结合图2所示,在本技术实施例中,所述底座300上端面开设有安装孔310,以供所述发热核心组件100下端插入,当发热核心组件100安装于所述底座300时,主体20设有进液孔21的下端外壁插入至所述安装孔310内,同时为增强密封性能,可在底座300上端套接有硅胶套350,所述硅胶套350覆盖底座300上端面的同时,部分伸入所述安装孔310内,从而便于主体20插入,并防止溶液从主体20与底座300安装孔310内壁之间的间隙漏出的现象产生,同时连接座34与所述安装孔310的内孔壁间隙配合,防止摩擦力较大,拆卸底座300时基座30受力与主体20分离,以及插入时阻力较大的现象产生。通过采用模块式发热核心组件100,雾化装置1000的外壳200及底座300外形可多样式;只需要在底座300设置安装孔310,以及对应插入盲孔341设置供导电电极340插入的通孔即可。有效减少重复开发,增强适配性,便于横发棉芯类发热核心组件100的行业推广通用化。
[0062]
具体地,如图2所示,在本技术实施例中,所述安装孔310的内壁具有台阶状限位部3101,所述主体20下端与安装孔310的台阶状限位部3101的台阶面抵接限位,从而精确定位安装。
[0063]
具体地,如图1结合图2所示,在本技术实施例中,所述底座300还开设有与安装孔310连通的进气孔320,所述安装孔310底部还设有吸附棉330,用于吸附基座30下端面设有的进气口36流出的溶液或冷凝液;所述发热核心组件100安装于安装孔310时,下端的连接座34将所述吸附棉330压紧于所述安装孔310的底部。
[0064]
可以理解的是,如图2所示,在实际应用过程中,所述底座300和所述外壳200可采用反扣实现固定连接,从而形成一次性雾化装置1000,也可以采用活扣或硅胶套350外壁与外壳200实现过盈卡接,从而实现可拆卸设置,从而便于内部模块式发热核心组件100更换的方式,在此不做过多限定。
[0065]
进一步地,本技术还提供一种雾化设备,所述雾化设备包括供电装置(未图示)和雾化装置1000,所述雾化装置1000安装于所述供电装置时与所述供电装置建立电性连接,所述供电装置为所述雾化装置1000供电时,通过所述导电电极340、导电引线422为发热部421提供电流,从而使发热部421产生热量,将雾化段412吸附的溶液雾化呈气雾后通过出雾口210排出。该雾化装置1000的具体结构参照上述实施例,由于雾化设备采用了上述所有实施例的全部技术方案,因此至少具有上述实施例的技术方案所带来的所有有益效果,在此不再一一赘述。
[0066]
以上所述仅为本技术的较佳实施例而已,并不用以限制本技术,凡在本技术的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本技术的保护范围之内。