1.本发明属于再造烟叶生产加工技术领域,具体涉及一种以烟草边角料为原料制备加热不燃烧卷烟薄片的方法。
背景技术:
2.近年来,新型烟草制品快速发展,新型烟草制品主要包括加热不燃烧烟草制品、电子烟、无烟气烟草制品(口含烟、鼻烟、嚼烟)等,其中加热不燃烧烟草制品具有低温加热(500℃以下)新型烟草制品而非直接燃烧方式、低危害性以及多风格口味特征等优势,成为产品研发最广泛,增长势头最强劲的新型烟草主流产品。
3.目前,加热不燃烧卷烟烟支的主要原料为片烟烟叶类,主要将复烤醇化后的烟叶经过特殊生产工艺处理加工制成不同类型的再造烟叶类,经卷制成型制成加热不燃烧卷烟烟支。再造烟叶具有可塑性强、负载雾化剂能力高和能够保持烟叶的有效成分等优势。而在复烤、制丝加工等生产过程中会出现一定量的烟草边角料,一部分会回收再利用制成干法薄片等回掺到生产线上,剩余部分会作为废弃物处理,造成了资源的浪费,而烟草边角料作为原料应用在加热卷烟薄片技术领域的探究很局限。
4.为了有效的使用烟草边角料,许多行业内烟草公司及装备研发企业开展了烟草边角料的应用研究,如陕西理工机电科技有限公司2013年申请的cn201310390050.0的发明专利公开了一种用干法造纸法加工再生烟叶薄片的方法,将卷烟加工过程中的烟草废弃料在破碎机里破碎成烟粉,经烟粉喷涂、喷胶、加香料、在喷涂烟粉,形成所需厚度的再生烟叶薄片。该方法节约了生产成本,但是无法保证烟草废弃料的来料质量,来料质量的不均一性很大程度上会影响烟叶薄片的产品质量;川渝中烟工业有限责任公司2014年申请公开的申请号为cn201410149219.8的中国发明专利公开了一种利用烟草废弃物制作的类烟丝物及其电加热方法,通过烟草废弃物、尼古丁溶液、烟用香精制成类烟丝物,通过电加热该烟丝产生烟气供消费者吸食,但是因为原料使烟草废弃物,以其作为来料,来料和复杂,该申请并不能避免来料复杂所带来的产品稳定性差的问题,烟草废弃料作为生产原料无法保证来料一致性;湖南中烟工业有限责任公司2015年申请的cn201510481878.6的发明专利公开了一种再造烟草薄片丝的制备方法,将烟草废弃物、粘合剂粉末混合,然后将保润剂喷洒在混合物上,经单螺杆挤压机或双螺杆挤压机制成薄片丝,最后烘干得到再造烟草薄片丝,该方法简单,对设备、场地要求低,但是未对烟草废弃物处理,无法保证生产的薄片丝质量。
5.现有技术中因为烟草边角料的来料的结构,含水量,纤维量的不同,所以来料的组成很复杂,另外原料中组分的含水量不同会直接影响烟叶的质量,因为如果各部分的含水量控制不好,烟草在储存、加工的过程中很容易出现霉变,现有技术中的生产方法在生产加工的过程中无法避免其带来的不利影响,无法保证生产出来的薄片丝的质量。
技术实现要素:
6.有鉴于此,本发明提供一种以烟草边角料为原料制备加热不燃烧卷烟薄片的方
法,能够实现烟草边角料的松散回潮,并能够剔除烟草边角料中的非烟草杂物、金属杂物以及难以处理的烟块,从而能够提高烟草边角料来料的水分稳定性,通过切丝、高温高湿、干燥处理,既能够有效的控制烟草边角料的含水率,又能够减轻烟草边角料里面的杂气、表面里料表香味物质,改善感官舒适性,提高感官质量。
7.本发明为一种以烟草边角料为原料制备加热不燃烧卷烟薄片的方法,包括以下步骤:(1)将烟草边角料(如烟叶碎片、烟末及部分低次烟叶等原料)松散回潮(能够提高回潮增湿的效果,均匀水分)除麻除杂、除铁处理,松散回潮的温度为60
‑
90℃,所述松散回潮后烟草边角料的含水率为15
‑
25%;本操作能够剔除非烟草杂物,整个松散回潮、除麻除杂、除铁处理步骤完成后既能够增加烟草边角料的含水率和温度,又能够剔除非烟草杂物。
8.松散回潮作为制丝过程主要加工工序的过程,可以人工操作,也可以使用松散回潮机。松散回潮工艺任务主要是将切片工序后的烟块进行进一步松散,并对烟片进行连续均匀地增温和增湿,使其成为具备一定温度和水分的松软烟叶,以提高烟片的韧性和耐加工性,为后续工序提供满足工艺质量要求的烟叶。
9.(2)将经步骤(1)操作的烟草边角料储存5
‑
24h,能够均化烟草边角料的内部状态,能够保证回潮后的烟草边角料的水分和温度充分达到平衡状态,提高烟草边角料来料水分的稳定性,再进行第一次切丝,得到初级烟丝,初级烟丝的宽度为1
‑
1.2mm,初级烟丝的含水率为10%~14%;(3)将初级烟丝进行高温高湿处理,然后进行干燥、除味处理,所述高温高湿出口温度75
‑
85℃,所述高温高湿后的初级烟丝的含水率为20%~30%,干燥时的薄板筒壁温度为115~125摄氏度,热风温度为100~110℃,除味处理为热风温度为75~85℃的热风处理,不仅能够对含水率进行微调,而且通过热风清除残留在烟草边角料里面的里料表香味物质,提高抽吸体验;(4)将经步骤(3)处理的初级烟丝进行冷却,采用压力为0.3
‑
0.5mpa的压缩空气处理,使初级烟丝的含水率为9%~13%;(5)将经步骤(4)处理的初级烟丝进行粉碎,得到烟粉,所述烟粉的粒径为280
‑
300目,将所述烟粉、雾化剂、粘合剂、外加纤维、水混合,得到混合浆料,烟粉、雾化剂、粘合剂、外加纤维的质量比为100:15
‑
25:1
‑
2:15
‑
18,所述外加纤维为阔叶木漂白硫酸盐浆、针叶木漂白硫酸盐浆、龙须草浆中的两种或两种以上,1:1的比例混合添加能够提高烟丝的抗张强度,所述粘合剂可以为淀粉、糊精、聚乙烯醇中的一种;添加外加纤维后,能够促进烟草浆料纤维之间的氢键结合,提高烟草薄片丝的抗张强度。
10.(6)将所述混合浆料进行浇筑、干燥成型、第二次切丝,得到加热不燃烧卷烟薄片,所述干燥成型为热风干燥成型,所述热风的温度为90~110℃,所述的第二次切丝得到的烟丝的宽度为0.8~1.1毫米,长度30
±
15mm,厚度0.2~0.4mm。
11.本发明中的加热不燃烧卷烟薄片再使用的时候可以与已知的薄片进行搀兑,加香以后,制备成卷烟,已知的薄片的搀兑比例为5%
‑
50%。
12.1、本发明的加热不燃烧卷烟薄的制备方法使通过松散回潮、除麻除杂、除铁处理,
并将处理后的烟草边角料储存一段时间,能够实现烟草边角料的回潮松散,并能够剔除烟草边角料中的非烟草杂物、金属杂物以及难以处理的烟块,从而能够提高烟草边角料来料的水分稳定性,同时能够防止非烟草杂物、金属杂物以及难以处理的烟块等影响后续生产加工和薄片工艺质量。
13.2、本发明的制备方法通过切丝、高温高湿、干燥处理,既能够有效的控制烟草边角料的含水率,又能够减轻烟草边角料里面的杂气、表面里料表香味物质,改善感官舒适性,提高感官质量。
14.3、本发明的加热卷烟薄片的制备方法通过除味处理,不仅能够对含水率进行微调,而且通过热风清除残留在烟草边角料里面的里料表香味物质,提高抽吸体验。
15.4、本发明的加热卷烟薄片的制备方法通过冷却处理,既能够快速的降低烟草边角料的温度,便于后续生产加工,又能够清除在烟草边角料里面的里料表香味物质。
16.5、本发明的烟草原料的制备方法制备的烟草原料与其它原料掺兑用于形成雾化烟草基质段,能够最大限度的利用烟叶原料,节约卷烟制造成本。
具体实施方式
17.下面结合具体实施方式对本发明进行详细描述。
18.实施例1一种以烟草边角料为原料制备加热不燃烧卷烟薄片的方法,包括以下步骤:(1)将烟草边角料(如烟叶碎片、烟末及部分低次烟叶等原料)松散回潮除麻除杂、除铁处理,松散回潮的温度为60℃,所述松散回潮后烟草边角料的含水率为15%;(2)将经步骤(1)操作的烟草边角料储存5h,能够均化烟草边角料的内部状态,能够保证回潮后的烟草边角料的水分和温度充分达到平衡状态,提高烟草边角料来料水分的稳定性,再进行第一次切丝,得到初级烟丝,初级烟丝的宽度为1mm,初级烟丝的含水率为10%%;(3)将初级烟丝进行高温高湿处理,然后进行干燥、除味处理,所述高温高湿出口温度75℃,所述高温高湿后的初级烟丝的含水率为20%%,干燥时的薄板筒壁温度为115摄氏度,热风温度为100℃,除味处理为热风温度为75℃的热风处理,不仅能够对含水率进行微调,而且通过热风清除残留在烟草边角料里面的里料表香味物质,提高抽吸体验;(4)将经步骤(3)处理的初级烟丝进行冷却,采用压力为0.3mpa的压缩空气处理,使初级烟丝的含水率为9%;(5)将经步骤(4)处理的初级烟丝进行粉碎,得到烟粉,所述烟粉的粒径为280
‑
300目,将所述烟粉、雾化剂、粘合剂、外加纤维、水混合,得到混合浆料,烟粉、雾化剂、粘合剂、外加纤维的质量比为100:15:1:15,所述外加纤维为阔叶木漂白硫酸盐浆、针叶木漂白硫酸盐浆1:1的比例混合,所述粘合剂可以为淀粉;(6)将所述混合浆料进行浇筑、干燥成型、第二次切丝,得到加热不燃烧卷烟薄片,所述干燥成型为热风干燥成型,所述热风的温度为90℃,所述的第二次切丝得到的烟丝的宽度为0.8毫米,长度15mm,厚度0.2mm。
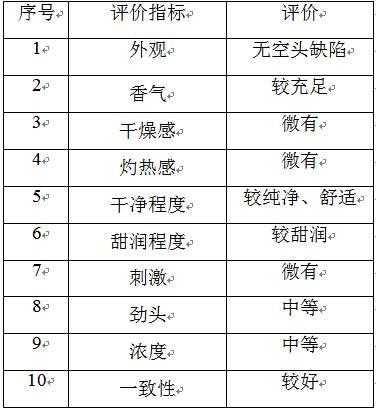
19.将本实施例中制得的加热不燃烧卷烟薄片烟丝与已知的薄片掺兑,已知薄片掺兑比例为5%, 对上述掺兑烟丝进行加香,加香比例为1.0%,加香后密封装箱,储存掺兑烟丝2
小时。获得烤烟型a烟丝,并在卷烟机上卷制、接装多元复合嘴棒,制成加热不燃烧卷烟,感官评吸,评吸结果如下;实施例2一种以烟草边角料为原料制备加热不燃烧卷烟薄片的方法,包括以下步骤:(1)将烟草边角料(如烟叶碎片、烟末及部分低次烟叶等原料)松散回潮除麻除杂、除铁处理,松散回潮的温度为90℃,所述松散回潮后烟草边角料的含水率为25%;(2)将经步骤(1)操作的烟草边角料储存24h,再进行第一次切丝,得到初级烟丝,初级烟丝的宽度为1.2mm,初级烟丝的含水率为14%;(3)将初级烟丝进行高温高湿处理,然后进行干燥、除味处理,所述高温高湿出口温度85℃,所述高温高湿后的初级烟丝的含水率为30%,干燥时的薄板筒壁温度为125摄氏度,热风温度为110℃,除味处理为热风温度为85℃的热风处理;(4)将经步骤(3)处理的初级烟丝进行冷却,采用压力为0.5mpa的压缩空气处理,使初级烟丝的含水率为13%;(5)将经步骤(4)处理的初级烟丝进行粉碎,得到烟粉,所述烟粉的粒径为280
‑
300目,将所述烟粉、雾化剂、粘合剂、外加纤维、水混合,得到混合浆料,烟粉、雾化剂、粘合剂、外加纤维的质量比为100:25:2:18,所述外加纤维为阔叶木漂白硫酸盐浆、龙须草浆,所述粘合剂可以为糊精;(6)将所述混合浆料进行浇筑、干燥成型、第二次切丝,得到加热不燃烧卷烟薄片,所述干燥成型为热风干燥成型,所述热风的温度为110℃,所述的第二次切丝得到的烟丝的宽度为1.1毫米,长度45mm,厚度0.4mm。
20.将本实施例中制得的加热不燃烧卷烟薄片烟丝与已知的薄片掺兑,已知薄片掺兑
比例为10%, 对上述掺兑烟丝进行加香,加香比例为1.0%,加香后密封装箱,储存掺兑烟丝2小时。获得烤烟型b烟丝,并在卷烟机上卷制、接装多元复合嘴棒,制成加热不燃烧卷烟,感官评吸,评吸结果如下;实施例3一种以烟草边角料为原料制备加热不燃烧卷烟薄片的方法,包括以下步骤:(1)将烟草边角料(如烟叶碎片、烟末及部分低次烟叶等原料)松散回潮除麻除杂、除铁处理,松散回潮的温度为76℃,所述松散回潮后烟草边角料的含水率为18%;(2)将经步骤(1)操作的烟草边角料储存10h,再进行第一次切丝,得到初级烟丝,初级烟丝的宽度为1.1mm,初级烟丝的含水率为12%;(3)将初级烟丝进行高温高湿处理,然后进行干燥、除味处理,所述高温高湿出口温度80℃,所述高温高湿后的初级烟丝的含水率为25%,干燥时的薄板筒壁温度为120摄氏度,热风温度为105℃,除味处理为热风温度为80℃的热风处理;(4)将经步骤(3)处理的初级烟丝进行冷却,采用压力为0.4mpa的压缩空气处理,使初级烟丝的含水率为12%;(5)将经步骤(4)处理的初级烟丝进行粉碎,得到烟粉,所述烟粉的粒径为280
‑
300目,将所述烟粉、雾化剂、粘合剂、外加纤维、水混合,得到混合浆料,烟粉、雾化剂、粘合剂、外加纤维的质量比为100:20:1.5:16,所述外加纤维为针叶木漂白硫酸盐浆、龙须草浆,所述粘合剂可以为聚乙烯醇;(6)将所述混合浆料进行浇筑、干燥成型、第二次切丝,得到加热不燃烧卷烟薄片,所述干燥成型为热风干燥成型,所述热风的温度为100℃,所述的第二次切丝得到的烟丝的宽度为1毫米,长度30mm,厚度0.3mm。
21.将本实施例中制得的加热不燃烧卷烟薄片烟丝与已知的薄片掺兑,已知薄片掺兑比例为50%, 对上述掺兑烟丝进行加香,加香比例为1.0%,加香后密封装箱,储存掺兑烟丝2小时。获得烤烟型c烟丝,并在卷烟机上卷制、接装多元复合嘴棒,制成加热不燃烧卷烟,感官评吸,评吸结果如下;本发明的方法能够实现烟草边角料的松散回潮,并能够剔除烟草边角料中的非烟草杂物、金属杂物以及难以处理的烟块,从而能够提高烟草边角料来料的水分稳定性,通过切丝、高温高湿、干燥处理,既能够有效的控制烟草边角料的含水率,又能够减轻烟草边角料里面的杂气、表面里料表香味物质,改善感官舒适性,提高感官质量。
22.本发明不局限于上述具体的实施方式,本发明可以有各种更改和变化。凡是依据本发明的技术实质对以上实施方式所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围。