1.本实用新型属于烟草栽培晾制烘烤领域,涉及雪茄烟叶的晾制,尤其涉及一种雪茄烟叶分层自动循环晾制机。
背景技术:
2.雪茄烟叶晾制是雪茄烟叶生产中的一个最重要过程之一。新鲜雪茄烟叶在采摘完成之后便进入编杆晾制过程,也称之为干燥过程。
3.目前雪茄烟晾制采用固定晾制架,需要人工移动移杆翻层晾制,晾制不均匀,劳动强度大,效率低,存在安全隐患。
4.而且由于晾晒量大,且架杆按一定的规律排列,因此阳光和气流很难均匀的作用在每一个架杆的烟叶上,致使烟叶的颜色难于统一,青块、绿叶现象较多,最终导致烟叶的香气、品质降低。为解决这一问题,目前在烟叶晾晒过程中,需要不时地对架杆的位置进行调整,以使阳光和气流均匀的作用在每一个架杆的烟叶上,这种方式,不仅操作繁琐,劳动量大,工作效率低,且在架杆的位置调换过程中易将烟叶损坏。
5.因此需要研发一种雪茄烟叶分层自动循环晾制架,提升雪茄烟晾制质量,提高生产效率。
技术实现要素:
6.本实用新型的目的旨在克服现有技术存在的不足,提供了一种使用方便,可有效降低劳动量、提高工作效率,且烟叶晾晒后颜色统一,青块、绿叶现象明显减少,烟叶的香气、品质大大提升的晾晒装置。
7.为实现上述目的,本实用新型采用如下技术方案来实现:
8.一种雪茄烟叶分层自动循环晾制机,包括烟叶换层架、烟叶循环晾制架,安装在烟叶循环晾制架下部控制烟叶换层架和烟叶循环晾制架自动运行的电气控制器;
9.其中所述烟叶换层架用于将烟杆放上或取下烟杆循环晾制架;
10.所述烟叶循环晾制架上放置有烟杆;
11.所述电气控制器控制烟叶循环晾制架使烟杆在烟叶循环晾制架上循环运动,还控制烟叶换层架调整与烟叶循环晾制架的距离,以及将烟杆从烟叶循环晾制架放上或取下。
12.进一步地,所述烟叶循环晾制架包括支撑架,安装在支撑架上的若干层循环机构;所述循环机构包括安装在支撑架一端的一对张紧机构,安装在支撑架另一端的一对循环轮机构,所述的一对循环轮机构之间连接有传动机构;
13.所述支撑架同侧的循环轮机构和张紧机构上各套接有输送链条,所述输送链条上安装有挂烟臂;
14.所述传动机构带动循环轮机构转动,从而带动一对输送链条转动。
15.进一步地,所述挂烟臂垂直安装在输送链条上,所述挂烟臂上安装有托轮;所述支撑架内部两侧与托轮适配的位置安装有托链轨;所述托轮置于托链轨内;输送链条转动时,
托链轨托住托轮,从而托住挂烟臂保持挂烟臂处于竖直状态;
16.所述挂烟臂末端安装有可活动的挂烟钩,所述挂烟钩呈三角形两面开口结构,对称安装在挂烟臂上,通过固定轴与挂烟臂连接,自由竖直悬挂转动;支撑架两侧对称的挂烟钩上放置烟杆。
17.进一步地,所述循环轮机构包括,安装在支撑架上的连接板b,安装在连接板b上的轴承座b,安装在轴承座b中的转动轴b,所述转动轴b一端安装有输入链轮,另一端安装有循环链轮b;
18.所述循环链轮b与张紧机构的通过输送链条连接;所述输入链轮与传动机构通过传动链条连接。
19.进一步地,所述张紧机构包括,一端安装在支撑架上的连接板a,安装在连接板a上的轴承座a,安装在轴承座a中的转动轴a,所述转动轴a朝向支撑架内侧的一端安装有循环链轮a;
20.连接板a的另一端安装有张紧器,调节张紧器使转动轴a远离或接近支撑架,从而调节输送链条的松紧程度。
21.进一步地,所述传动机构包括安装在支架上的减速电机,所述减速电机两输出端连接有传动轴,所述传动轴的端部各安装有主动链轮b,所述主动链轮b通过轴承座c与支架固定,所述主动链轮b与循环轮机构的输入链轮之间通过传动链条套接连接。
22.进一步地,所述烟叶换层架安装于张紧机构一侧,所述烟叶换层架包括底座,安装在底座上的滑动立架,所述滑动立架面向烟叶循环晾制架的一侧安装有举升机构;
23.所述滑动立架与底座活动连接,可向张紧机构方向前后滑动;
24.所述举升机构可将转至烟叶循环晾制架一侧处于水平的烟杆,放置或取下烟叶循环晾制架。
25.进一步地,所述底座上安装有电机丝杆,所述电机丝杆与滑动立架的底部连接,所述电机丝杆与电气控制器连接。
26.进一步地,所述举升机构包括安装在滑动立架一侧的皮带传动机构,通过滑动支架安装在滑轨内的机械手臂,通过轴承座安装于滑动立架上位于滑轨顶端且中间安装有被动链轮的被动轴,通过轴承座安装于滑动立架上位于滑轨底端且中间安装有主动链轮a的主动轴,所述主动链轮a和被动链轮之间套接有抬举链条;
27.所述滑动支架与抬举链条固定连接,抬举链条运动时,随抬举链条一同上升或下降;
28.所述皮带传动机构与电机连接,所述电机与电气控制器连接。
29.进一步地,所述烟叶换层架和所述烟叶循环晾制架底部通过连接拉杆可拆卸连接,所述烟叶换层架底部安装有若干滚轮。
30.工作原理:
31.通过电气控制器控制烟叶换层架、烟叶循环晾制架的动作,烟叶换层架在竖直方向分层独立循环,在晾制过程中控制烟叶循环晾制架保持运动;控制烟叶换层架的动作,通过机械手臂将烟叶循环晾制架上的烟杆,逐层提升,替代人工将烟杆挂到烟叶循环晾制架高处。
32.往烟叶循环晾制架挂烟杆时,由最底层向上逐层抬举烟杆后,最底层再由人工将
烟杆放置到挂烟臂上,直至每一层都挂满烟叶。
33.挂满烟叶后烟叶循环晾制架开始循环晾制,每一层烟叶各自循环晾晒。
34.在晾制完毕后再将高处的烟杆通过机械手臂取下,再由人工进行收集。
35.有益效果:
36.1、采用本所述的晾制机,在竖直方向上烟叶自动循环晾晒,保证了烟叶之间良好的通风性,雪茄烟叶的晾晒时间缩短,晾晒的雪茄烟叶品质好;
37.2、采用多层循环机构,在有限的空间内尽可能的增加了雪茄烟叶的晾晒数量,提高了工作效率;
38.3、采用烟叶换层架来取、放高处的烟叶,提高了工作的效率,且降低了工人的劳动强度;
39.4、通过电气控制器来控制晾制架的循环,为烟叶抬举换层,操作简便,控制准确;提高了雪茄烟叶晾制过程的自动化程度。
附图说明
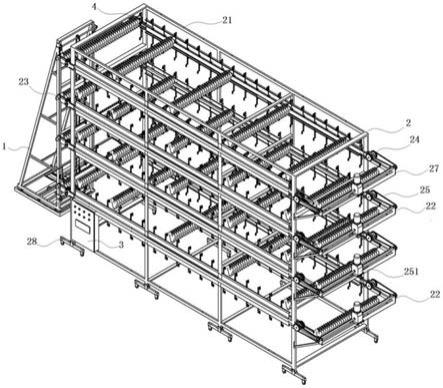
40.图1为晾制架的结构示意图。
41.图2为晾制架的正面示意图。
42.图3为烟叶循环晾制架示意图。
43.图4为单层循环机构结构示意图。
44.图5为挂烟钩结构示意图。
45.图6为循环轮机构结构示意图。
46.图7为张紧轮机构结构示意图。
47.图8为传动机构结构示意图。
48.图9为烟叶换层架结构示意图。
49.附图标记:
50.烟叶换层架1、底座11、电机丝杆111、滑动立架12、举升机构13、皮带传动机构131、滑动支架132、滑轨133、机械手臂134、被动轴轴承座135a、主动轴轴承座135b、被动链轮136、被动轴137、主动链轮a138、主动轴139、抬举链条14、电机15、烟叶循环晾制架2、支撑架21、托链轨211、循环机构22、张紧机构23、连接板a231、轴承座a232、转动轴a233、循环链轮a235、张紧器236、循环轮机构24、连接板b241、轴承座b242、转动轴b243、输入链轮244、循环链轮b245、传动链条246、传动机构25、减速电机251、传动轴252、主动链轮b253、轴承座c254、输送链条26、挂烟臂261、托轮262、挂烟钩263、支架27、滚轮28、电气控制器3、烟杆4。
具体实施方式
51.下面结合具体实施例和附图对本实用新型的技术方案做进一步详细说明,但本实用新型并不局限于以下技术方案。
52.实施例
53.如图1
‑
9所示,一种雪茄烟叶分层自动循环晾制机,包括烟叶换层架1、烟叶循环晾制架2,安装在烟叶循环晾制架2下部控制烟叶换层架1和烟叶循环晾制架2自动运行的电气控制器3;
54.其中所述烟叶换层架1用于将烟杆4放上或取下烟杆4循环晾制架;
55.所述烟叶循环晾制架2上放置有烟杆4;
56.所述电气控制器3控制烟叶循环晾制架2使烟杆4在烟叶循环晾制架2上循环运动,还控制烟叶换层架1调整与烟叶循环晾制架2的距离,以及将烟杆4从烟叶循环晾制架2放上或取下。
57.所述烟叶循环晾制架2外形呈矩形立体框架结构,支撑架21由金属型材构建,根据雪茄烟晾制房大小设定长高,根据需要可设置2层以上循环机构22,优选的设置为4层,长大约15
‑
20m、高5m
‑
6m,宽根据雪茄烟编杆长度设定大约宽2m
‑
2.5m。每层独立在竖直方向由上而下,由下而上缓慢循环晾制,使暖风或自然风透过充分均匀,使晾制效果更好。每层循环晾制周期可任意设定。
58.所述烟叶循环晾制架2包括支撑架21,安装在支撑架21上的上的若干层循环机构22;所述循环机构22包括安装在支撑架21一端的一对张紧机构23,安装在支撑架21另一端的一对循环轮机构24,所述的一对循环轮机构24之间连接有传动机构25;
59.所述支撑架21同侧的循环轮机上各套接有输送链条26,所述输送链条26上安装有挂烟臂261;
60.所述传动机构25与减速电机251连接,减速电机251驱动传动机构25带动循环轮机构24转动,从而带动一对输送链条26转动。
61.输送链条26对称布置在支撑架211的两边,优选的循环长度根据晾烟房大小确定,长度大约15
‑
25m。间距根据编烟杆4长度决定,一般大约宽1500
‑
2500mm。挂烟臂261对称安装在两边输送链条26上,根据晾烟密度要求,大约每隔200mm对称布置一挂烟臂261,挂烟臂261的高度根据新鲜烟叶大小决定。一般大约300
‑
400mm。
62.所述挂烟臂261垂直安装在输送链条26上,所述挂烟臂261上安装有托轮262;所述支撑架21内部两侧与托轮262适配的位置安装有托链轨211;所述托轮262位于托链轨211内;输送链条26转动时,托链轨211托住托轮262,从而托住挂烟臂261保持挂烟臂261处于竖直状态;通过托链轨211的支撑使循环链臂轻松平稳运行。在挂烟臂261中部安装托轮262,支撑链条上载荷,使链条输送平稳,在传动机构25的作用一下,带动左右两边输送链条26同步旋转,使雪茄烟杆4循晾制。
63.所述挂烟臂261末端安装有可活动的挂烟钩263,支撑架21两侧相对的挂烟钩263上可放置烟杆4。
64.挂烟钩263通过自重保持下垂,将雪茄烟编杆挂在挂烟钩263之间同步循环。所述挂烟钩263的开口呈三角形两面开口结构。所述挂烟钩263也可采用,朝向一侧开口的钩形结构,安装时,挂烟钩263的开口朝向
65.所述循环轮机构24包括,安装在支撑架21上的连接板b241,安装在连接板b241上的轴承座b242,安装在轴承座b242中的转动轴b243,所述转动轴b243朝向支撑架21内侧的一端安装有输入链轮244,朝向支撑架21外侧的另一端安装有循环链轮b245;
66.所述循环链轮b245与张紧机构23的循环链轮a235通过输送链条26套接连接;所述输入链轮244与传动机构25的主动链轮b253通过传动链条246套接连接。
67.所述传动链条246将旋转动力同步输出到左右两边的循环链轮b245上。带动两边输送链条26同步水平循环运动。
68.所述张紧机构23包括,一端安装在支撑架21上的连接板a231,安装在连接板a231上的轴承座a232,安装在轴承座a232中的转动轴a233,所述转动轴a233朝向支撑架21内侧的一端安装有循环链轮a235;
69.连接板a231的另一端安装有张紧器236,所述张紧器236与转动轴a233连接,调节张紧器236使转动轴a233远离或接近支撑架21,从而调节输送链条26的松紧程度。采用张紧器236通过旋转手轮调节张紧程度,调节转动张紧器236手轮、带动转动轴a233及循环链a轮移动,使输送链条26张紧。
70.所述传动机构25包括安装在支架27中部上的减速电机251,所述支架27左右两边与支撑立架一端连接,所述减速电机251两输出端连接有传动轴252,所述传动轴252的端部各安装有主动链b轮,所述主动链轮b253通过轴承座c254与支架27固定,所述主动链轮b253与循环链轮机构的输入链轮244之间通过传动链条246套接连接。所述减速电机251为双输出减速电机251。主动链轮将减速电机251的旋转动力,经传动轴252、主动链轮b253、传动链条246输送到输送链条26上,带动输送链条26循环运动。
71.所述烟叶换层架1安装于张紧机构23一侧,所述烟叶换层架1包括底座11,安装在底座11上的三角形立体结构的滑动立架12,所述滑动立架12面向烟叶循环晾制架2的一侧安装有举升机构13;
72.所述滑动立架12与底座11活动连接,可向面向烟叶循环晾制架2方向前后滑动;
73.所述举升机构13可将转至烟叶循环晾制架2一侧处于水平的烟杆4,从烟叶循环晾制架2挂烟臂261的挂烟钩263内放置或取下。
74.所述底座11上安装有电机15丝杆111,所述电机15丝杆111与滑动立架12的底部连接,所述电机15丝杆111与电气控制器3连接。通过电气控制器3的电脑控制,可精准移动调整与烟叶循环晾制架2的水平距离,在电机15丝杆111的作用下,带动滑动立架12前后水平移动。
75.所述举升机构13包括安装在滑动立架12一侧的皮带传动机构131,设置在滑动立架12朝向烟叶循环晾制架2一侧所在面的两边的滑轨133,通过滑动支架132安装在滑轨133上的机械手臂134,所述滑动支架132沿滑轨133上下运动,所述滑轨133下端两边安装下连接板,上端两边安装上连接板;连接板上安装轴承座,位于滑轨133顶部安装在被动轴轴承座135a上的被动轴137,位于滑轨133底部安装在主动轴轴承座135a上的主动轴139,所述主动轴139中间位置安装有主动链轮a138,所述被动轴137中间安装有被动链轮136,所述主动链轮a138和被动链轮136之间套接有抬举链条14;
76.所述滑动支架132与抬举链条14固定连接,抬举链条14运动时,随链条一同上升或下降;
77.滑动立架12,主传动轴252被动轴137支撑在两边轴承座上,传动轴252中部安装主动链轮及被动链轮136,抬举链条14与主动链轮及被动链轮136套接,安装机械手臂134的滑动支架132与抬举链条14连接,滑动支架132的两端安装在两边滑轨133上。机械手臂134端部用于取放烟杆4,开有钩槽,当机械手臂134向上运动时钩住雪茄烟编杆逐杆抬升到上一层。向下运动时将顶层晾制好的雪茄烟快速取落到地面。
78.主传动轴252的一端安装被动带轮经皮带与主动带轮连接,主动带轮安装在电机15上。
79.所述皮带传动机构131与电机15连接,所述电机15与电气控制器3连接。机械手臂134,在抬举链条14带动下,通过电气控制器3的电脑控制,可保持与烟叶循环晾制架2的精确高度位置,以便对准烟杆4位置,取下烟杆4。
80.所述烟叶换层架1安装在烟叶循环晾制架2的一端,所述烟叶换层架1和所述烟叶循环晾制架2底部通过连接拉杆可拆卸连接,所述烟叶换层架1底部安装有若干滚轮28。
81.当雪茄烟晾制完成后,撤掉循环立架两边连接拉杆、收缩循环链臂。可使晾制架沿着滑轨133移动收拢,腾出烟房空间,用于其他使用。
82.采用晾制机的雪茄烟晾制方法,
83.包括以下步骤:
84.s1.启动晾制机,烟叶循环晾制架2循环转动,由人工将晾晒有新鲜雪茄烟叶的烟杆4挂到最底层的循环机构22的挂烟臂261上;
85.s2.待最底层挂满烟杆4后,通过电气控制器3的控制,移动烟叶换层架1到与烟叶循环晾制架2适配的位置,控制移动烟叶换层架1通过机械手臂134将转动到烟叶循环晾制架2侧边的烟杆4向上抬举放置到上一层的挂烟臂261上,直至将底层的烟杆4全部放入上一层的挂烟臂261上;此时再由人工将晾晒有新鲜雪茄烟叶的烟杆4挂到最底层的循环机构22的挂烟臂261上;
86.s3.待晾制一个周期后,重复步骤s1中的抬举步骤,将上一层的烟杆4抬举到更上一层上,再将最底层的烟杆4抬举到上一层上;将烟杆4逐层向上抬举,并向最底层补充晾晒有新鲜雪茄烟叶的烟杆4,直到每层都布满烟杆4;
87.s4.每层按照设定的速度循环旋转晾制烟叶;
88.s4.最顶层的烟叶晾干后,通过电气控制器3的控制,移动烟叶换层架1到与烟叶循环晾制架2适配的位置,控制移动烟叶换层架1将转动到烟叶循环晾制架2侧边的烟杆4向上抬举取下烟杆4后,再向下抬举烟杆4移动到最低处,人工将晾干的雪茄烟杆4取下收集,然后机械手臂134再快速向上运动到最顶层,重复上述动作,直至将烟杆4全部取下;
89.s5.若还需晾晒的新鲜雪茄烟叶,则重复步骤s3中的抬举步骤继续逐层向上一层转移烟杆4,然后再在最底层放入新鲜雪茄烟叶的烟杆4继续循环晾晒;若不需要晾晒的新鲜雪茄烟叶,则待每层烟叶晾干后再按照步骤s4中的抬举步骤,将该层晾干的雪茄烟杆4取下收集;直至烟叶循环晾制架2上的烟叶全部晒干,烟杆4全部取下,即完成晾晒。
90.进一步地,烟叶换层架1在抬举烟叶循环晾制架2的烟杆4时,抬举方法为:
91.需要取下烟杆4时,
92.该层循环机构22开始逆时针旋转,待该层每一组挂烟臂261循环至烟叶换层架1一侧处于水平时,烟叶换层架1的机械手臂134置于烟杆4的运行轨道上,挂烟臂261向下转动,机械手臂134钩住烟杆4从挂烟臂261的挂烟钩263中取出,再抬举烟杆4至需要放置的循环机构22所在的层;
93.需要放置烟杆4时,
94.设置该层为顺时针慢速循环,机械手臂134将烟杆4放置到该层挂烟钩263开口经过的轨迹位置上,挂烟钩263经过烟杆4时,将烟杆4钩住烟杆4两端从机械手臂134上取下。
95.工作方式:
96.以采用四层循环机构22的晾制机进行雪茄烟叶晾制为例。
97.首先接通电气控制器3,设定运行参数,再按下自动/手动运行键,晾制工作开始。
98.安装在晾烟立架的一端的第一层(即最底层)双输出减速电机251带动传动轴252、主动链轮、传动链条246旋转,将旋转动力输送到输送链条26上,带动第一层挂烟臂261同步慢速循环运动;此时人工再将编好的新雪茄烟杆4逐杆抬入到第一层挂烟臂261的挂烟钩263上,直至第一层布满烟杆4,循环晾制周期开始。
99.换层循环步骤:
100.1.当晾制架第一层新鲜雪茄烟在挂烟臂261上循环晾制一个周期后(可任意调整周期长短,如转动若干圈),烟叶换层架1在电脑控制下,通过电机15丝杆111的作用,水平向前移动到设定位置。当晾制架上的编烟杆4逆时针缓慢循环到端头水平位置;机械手臂134由电脑控制定位,调整到位于编烟杆4两端下方时,机械手臂134向上提起编烟杆4,抬升到第二层设定位置时,第二层的循环链臂顺时针慢速循环到机械手臂134一端的端头水平位置时,挂烟臂261上的挂烟钩263,钩住编烟杆4两端,机械手臂134向下移动到第一层,继续将第一层雪茄烟杆4逐杆钩升到第二层链臂上循环晾制。
101.2.第一层的编烟杆4抬升换层完后,第一层输送链条26慢速空循环,人工将编好的新鲜雪茄烟杆4逐杆抬放到第一层挂烟臂261的挂烟钩263上,继续第一层循环晾制。
102.3.当晾制架第二层雪茄烟晾制一个周期后,重复第一层的抬举换层步骤再将第二层的雪茄烟提升到第三层循环晾制。
103.4第二层的编烟杆4抬升换层完后,电脑控制自动将第一层晾制的雪茄烟逐杆抬升到第二层循环晾制;再在空出的第一层上,由人工将编好的新鲜雪茄烟杆4逐杆抬放到第一层挂烟臂261的挂烟钩263上,继续第一层循环晾制。
104.5.当第三层晾制一个周期后,再将第三层提升到第四层晾制;第三层的编烟杆4抬升换层完后,电脑控制自动将第二层晾制到期的雪茄烟逐杆抬升到第三层循环晾制,再将第一层晾制到期的雪茄烟逐杆抬升到第二层循环晾制,人工再将编好的新鲜雪茄烟杆4逐杆抬放到第一层挂烟臂261的挂烟钩263上,继续第一层循环晾制。
105.再晾制过程中通过机械手臂134将下层循环晾制的雪茄烟换至上一层再循环晾制,每换层一次人工向第一层补充新鲜雪茄烟编杆,直到四层布满循环晾制为止。
106.6、第四层雪茄烟达到晾干目标后,输送链条26逆时针回转,烟叶换层架1在电脑控制下,电机15丝杆111将烟叶换层架1水平向前移动到设定位置,机械手臂134向上运动到晾制架的第四层,编烟杆4循环到端头水平位置时,电脑控制定位,机械手钩住编烟杆4两端,提起烟杆4,机械手臂134再向下快速运动到距离地面高度1000mm左右时,人工将晾干的雪茄烟取下收集,然后再快速向上运动到第四层,重复上述动作,可将晾制干雪茄烟逐杆取下。
107.7、每层烟叶晾干后,输送链条26逆时针回转,烟叶换层架1在电脑控制下,取下烟杆4,再由人工收集。直至晾制架上的烟叶全部晾干收集完毕,晾制结束。