1.本实用新型涉及烟草加工领域,尤其涉及一种卷烟机接装纸自动纠偏装置。
背景技术:
2.卷烟机(例如但不限于zj17型)在生产过程中因设备或接装纸自身等问题,接装纸在输送过程中出现内外摆动状况,导致搓接在烟支上的接装纸偏离标准位置,形成不合格卷烟。
3.由于尚没有针对接装纸在线偏移检测、纠偏、跟踪监控等综合方案,导致成品卷烟存在接装纸偏移、长短质量风险,易造成大量的原辅材料浪费。具体来说,目前缺乏相应的接装纸在线偏移检测,并且由于卷烟生产速度快,操作人员在卷烟出口处发现接装纸偏移不合格卷烟时,已然造成大量的原辅材料浪费,且存在很大的质量风险。
技术实现要素:
4.由此,本实用新型旨在提供一种卷烟机接装纸自动纠偏改进方案,可以解决在线监控、纠正接装纸偏移的问题。
5.本实用新型采用的技术方案如下:
6.本实用新型提供了一种卷烟机接装纸自动纠偏装置,其中包括:
7.控制单元,以及与所述控制单元电信号连接的两个光纤传感器、报警器以及驱动器;
8.其中,两个光纤传感器分别安装在卷烟机上的与接装纸导纸块相邻的传输通道的两侧,用于分别从接装纸传输通道的内侧和外侧检测接装纸是否发生偏离;
9.所述报警器用于输出警示信号;
10.所述驱动器的执行部件连接有丝杆,所述接装纸导纸块安装在可移动的第一支架上,所述丝杆与所述第一支架连接,所述驱动器用于驱动所述丝杆运动并通过所述第一支架带动所述接装纸导纸块内外移动。
11.在其中至少一种可能的实现方式中,所述控制单元的信号输入端与卷烟机的原机控制器的烟支脉冲信号以及剔除脉冲信号连接。
12.在其中至少一种可能的实现方式中,所述控制单元的信号输出端与卷烟机的原停机控制部件电信号连接。
13.在其中至少一种可能的实现方式中,所述光纤传感器通过第二支架固定安装在接装纸传输通道的两侧。
14.在其中至少一种可能的实现方式中,所述报警器为同时输出声音及视觉信号的声光报警器。
15.在其中至少一种可能的实现方式中,所述控制单元采用plc,所述plc型号包括s7
‑
200。
16.在其中至少一种可能的实现方式中,所述驱动器为伺服电机系统,所述伺服电机
系统的驱动控制部件与所述控制单元的信号输出端连接。
17.在其中至少一种可能的实现方式中,所述装置还包括:分别与所述控制单元电信号连接的手动调整按钮,所述手动调整按钮用于点控所述驱动器以执行对丝杆及接装纸导纸块的手动操作。
18.本实用新型的构思在于通过两组光纤传感器检测运行过程中接装纸的偏移情况,并可在检测到偏移后驱动丝杆及第一支架使导纸块向内或向外移动,达到在线纠偏的目的,同时,可根据需要通过报警器输出警示信号,及时提示操作人员对接装纸偏离进行关注。本实用新型能够满足卷烟生产中对接装纸偏移的在线监控需求,有效管控产品质量风险,且可大幅降低材料损耗。
19.进一步地,还可以实时跟踪与接装纸对应的逐个烟支的脉冲信号以及发生接装纸严重偏移的缺陷烟支的剔除信号,综合且全面地掌握接装纸运行及烟支生产情况,由此整体上保证卷烟质量。
附图说明
20.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型作进一步描述,其中:
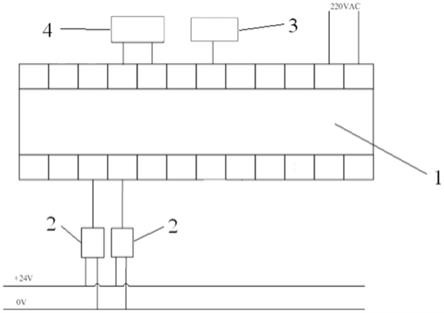
21.图1为本实用新型实施例提供的卷烟机接装纸自动纠偏装置的示意图。
具体实施方式
22.下面详细描述本实用新型的实施例,实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能解释为对本实用新型的限制。
23.本实用新型提供了卷烟机接装纸自动纠偏改进方案的实施参考,结合图1所示,该卷烟机接装纸自动纠偏装置可以包括:控制单元1,以及与所述控制单元1电信号连接的两个光纤传感器2、报警器3以及驱动器4。其中,两个光纤传感器分别安装在卷烟机上的与接装纸导纸块相邻的传输通道的两侧,用于分别从接装纸传输通道的内侧和外侧检测接装纸是否发生偏离;所述报警器用于根据实际所需设计对应的警示信号并予以输出,实际所需是指可以是在检测到偏离后即输出报警,也可以是按既定的标准,当偏移量过大或者偏移数量超过阈值等再输出报警信号,具体本实用新型可不做限定;所述驱动器的执行部件连接有丝杆,以往固定安装在卷烟机上的所述接装纸导纸块在本实施例中安装在可移动的第一支架上,所述丝杆与所述第一支架连接,所述驱动器用于驱动所述丝杆运动并通过所述第一支架带动所述接装纸导纸块内外移动,由此便可以借由导纸块实现在线纠正接装纸的位置。在本实用新型其中至少一种可能的实现方式中,所述驱动器可优选伺服电机系统,且所述伺服电机系统的驱动控制部件与前述控制单元1的信号输出端连接。
24.在实际操作中,前述控制单元1采用plc,具体的所述plc型号可以但不限于s7
‑
200,且可由卷烟设备提供220交流电源;两个光纤传感器2可以与该plc的信号输入端(例如input模块)电信号连接,且可以由卷烟设备提供24v直流电源;报警器3以及驱动器4(例如伺服电机的驱动部件)可以与该plc的信号输出端(例如output模块)电信号连接。并且,所述光纤传感器可以考虑通过第二支架的方式固定安装在接装纸传输通道的两侧,以及优选
地,在所述报警器可以是同时输出声音及视觉信号的声光报警器。
25.基于前述实施例,本实用新型还提出,所述控制单元1的信号输入端(例如plc的input模块)还可以与卷烟机的原机控制器(原plc)的烟支脉冲信号以及剔除脉冲信号连接,也即是实现实时跟踪接装纸对应的烟支情况,以便锁定发生问题的缺陷烟支并统计相应烟支的数量等,本实用新型仅提供信号连接参考,具体用途可结合实际所需进行设计。进一步地,前述控制单元1的信号输出端(例如plc的output模块)可以与卷烟机的原停机控制部件电信号连接,以便在必要时输出信号给原机控制系统,从而可以及时实现停机检修,具体的停机条件可根据实际所需进行设计,此处本实用新型不作赘述。
26.而可以补充说明的是,在前述装置的实施例基础上,本实用新型还考虑设计分别与所述控制单元1电信号连接的手动调整按钮,该手动调整按钮用于点控所述驱动器以执行对丝杆及接装纸导纸块的手动操作,这是由于本实用新型的设计初衷是将原始固定安装在设备上的接装纸导纸块进行可动改进,而为了满足检修或开机等场景,可通过该手动点控方式预先调整接装纸导纸块的初始位置或者标定位置等,便于在线实时调控。
27.最后,需指出的是,前述提及的接装纸、导纸块、传输通道、卷烟机原机控制器、原机控制部件、安装于卷烟设备的相关位置等,皆为本领域通识,对本领域技术人员而言不存在理解和实施障碍。
28.综上所述,通过两组光纤传感器检测运行过程中接装纸的偏移情况,并可在检测到偏移后驱动丝杆及第一支架使导纸块向内或向外移动,达到在线纠偏的目的,同时,可根据需要通过报警器输出警示信号,及时提示操作人员对接装纸偏离进行关注。本实用新型能够满足卷烟生产中对接装纸偏移的在线监控需求,有效管控产品质量风险,且可大幅降低材料损耗。
29.进一步地,还可以实时跟踪与接装纸对应的逐个烟支的脉冲信号以及发生接装纸严重偏移的缺陷烟支的剔除信号,综合且全面地掌握接装纸运行及烟支生产情况,由此整体上保证卷烟质量。
30.本实用新型实施例中,“至少一个”是指一个或者多个,“多个”是指两个或两个以上。“和/或”,描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示单独存在a、同时存在a和b、单独存在b的情况。其中a,b可以是单数或者复数。字符“/”一般表示前后关联对象是一种“或”的关系。“以下至少一项”及其类似表达,是指的这些项中的任意组合,包括单项或复数项的任意组合。例如,a,b和c中的至少一项可以表示:a,b,c,a和b,a和c,b和c或a和b和c,其中a,b,c可以是单个,也可以是多个。
31.以上依据图式所示的实施例详细说明了本实用新型的构造、特征及作用效果,但以上仅为本实用新型的较佳实施例,需要言明的是,上述实施例及其优选方式所涉及的技术特征,本领域技术人员可以在不脱离、不改变本实用新型的设计思路以及技术效果的前提下,合理地组合搭配成多种等效方案;因此,本实用新型不以图面所示限定实施范围,凡是依照本实用新型的构想所作的改变,或修改为等同变化的等效实施例,仍未超出说明书与图示所涵盖的精神时,均应在本实用新型的保护范围内。