1.本发明涉及非燃烧加热式香烟以及电加热式香烟制品。
背景技术:
2.已开发的电加热式香烟制品由电加热设备、和以与加热器部件接触的方式被插入的非燃烧加热式香烟构成,所述电加热设备具备加热器部件、作为该加热器部件的电源的电池单元、和用于控制该加热器部件的控制单元。非燃烧加热式香烟含有烟丝和气溶胶生成基材,并具有由卷纸将它们卷装而构成的烟杆。所述加热器部件的形状一般为平板状或者圆筒状。
3.在使用电加热式香烟制品时,以刺入所述加热器部件的方式将所述非燃烧加热式香烟插入电加热设备。然后通过使加热器部件发热,以与该加热器部件接触的地方为起点,烟杆从内部被加热,向使用者输送烟杆所含有的气溶胶生成基材与香味成分。
技术实现要素:
4.发明所要解决的技术问题
5.如上所述,在构成非燃烧加热式香烟的烟杆中含有气溶胶生成基材。气溶胶生成基材通常由液体成分构成。因此,在非燃烧加热式香烟中,作为卷装烟杆的卷纸使用在以往的卷烟中使用的卷纸时,气溶胶生成基材可能渗透该卷纸,产生污渍而有损外观。另外,在气溶胶生成基材渗透到卷纸时,来自加热器部件的热难以传递到构成烟杆的烟丝中位于远离加热器部件的卷纸侧的烟丝,因此渗透到该卷纸的气溶胶生成基材可能无法挥发,在使用后还留在卷纸中。由此,可能无法确保向使用者输送的足够的气溶胶输送量。
6.如上述所述,在使用电加热式香烟制品时,使用者以插向所述加热器部件的方式将非燃烧加热式香烟插入电加热设备。在该种情况下,通过加热器部件插入非燃烧加热式香烟的烟杆,构成烟杆的烟丝在朝向加热器部件的周围扩展的方向,即,朝向卷装烟杆的卷纸被按压的方向承受压力。由此,构成烟杆的烟丝和气溶胶生成基材被压向卷纸,形成更易于引起气溶胶生成基材向卷纸渗透的状况。根据使用者将烟杆插入加热器部件的动作的不同,烟丝被压向烟杆的卷纸的状态有各种程度,在烟丝更强力地被压向卷纸的情况下,有气溶胶生成基材更多地浸润卷纸的倾向。
7.希望有不形成该种状况、气溶胶生成基材不向卷纸渗透、保持外观良好的同时,能够确保充足的加热时的气溶胶输送量的非燃烧加热式香烟。
8.因此本发明中,技术问题为提供气溶胶生成基材不向卷纸渗透,保持外观良好的同时能够确保充足的加热时的气溶胶输送量的非燃烧加热式香烟。
9.用于解决技术问题的手段
10.为了解决上述技术问题,本发明的发明人发明了在含有构成烟杆的烟丝的填充物(也称为烟草填充物)中,在电加热设备具有的加热器部件插入的位置设置规定的开口部。非燃烧加热式香烟的烟杆是由烟草填充物和卷纸构成的,烟草填充物通常由大致均匀地被
填充的烟丝构成。
11.相对于此,在本发明中,并非由大致均匀地被填充的烟丝构成烟草填充物,而是以加热器部件插入时阻力变小的方式,并且以与使用者向烟杆插入加热器部件的动作偏差无关地将加热器部件插入烟杆的规定位置的方式,对烟草填充物的填充方式进行变更。具体而言,设置向烟杆的前端面开口的开口部。
12.由此,在向电加热设备插入非燃烧加热式香烟时,能够极大地防止构成烟草填充物的烟丝和气溶胶生成基材被压向卷纸,从而能够减少气溶胶生成基材向卷纸渗透的机会。
13.而且,发明人还着眼于卷装烟草填充物的卷纸,该烟草填充物含有构成非燃烧加热式香烟的烟丝。具体而言,发明了在卷纸的两个表面中至少与烟草填充物相接的表面(可简称为填充物接触面)添加涂层剂。通过在卷纸的至少填充物接触面上添加涂层剂,即使烟草填充物所含有的气溶胶生成基材接触卷纸,也能够防止其渗透卷纸,并能够防止气溶胶生成基材向烟杆的外部漏出。
14.本发明的技术问题是由电加热设备加热的非燃烧加热式香烟所特有的、以往的吸烟物品(卷烟等)中不会存在的技术问题。
15.本发明如下文。
16.(1)一种非燃烧加热式香烟,其具有烟杆,该烟杆由含有烟丝和气溶胶生成基材的烟草填充物利用卷装该烟草填充物的卷纸卷装而构成,该非燃烧加热式香烟的特征在于,
17.所述烟杆具有在该烟杆的前端面侧开口的同时沿着该烟杆的轴向存在的开口部,
18.在所述卷纸的至少与所述烟草填充物接触的面上添加有涂层剂。
19.(2)如(1)所述的非燃烧加热式香烟,其中,所述开口部为非贯通的凹陷部,该非贯通的凹陷部的形状为非贯通的圆筒形、或者从烟杆的前端面朝向后端侧直径变小的圆锥形或者圆锥台形。
20.(3)如(2)所述的非燃烧加热式香烟,其中,在所述凹陷部的周围具有硬化层。
21.(4)如(1)所述的非燃烧加热式香烟,其中,所述填充物由多个烟草薄片构成,该多个烟草薄片在长度方向延伸的同时,以该长度方向轴为中心呈同心状地配置,在该长度方向轴和最内层的烟草薄片之间具有作为所述开口部的在长度方向延伸的贯通口。
22.(5)如(1)~(4)中任一项所述的非燃烧加热式香烟,其中,还具有构成与所述烟杆相反侧的端部的烟嘴部。
23.(6)如(1)~(5)中任一项所述的非燃烧加热式香烟,其中,所述涂层剂含有硝化纤维素。
24.(7)一种电加热式香烟制品,其由具备加热器部件、作为该加热器部件的电源的电池单元、用于控制该加热器部件的控制单元的电加热设备和以与该加热器部件接触的方式插入的如(1)~(6)中任一项所述的非燃烧加热式香烟构成。
25.发明效果
26.根据本发明,能够提供气溶胶生成基材不向卷纸渗透、保持外观良好的同时能够确保充足的加热时的气溶胶输送量的非燃烧加热式香烟。
附图说明
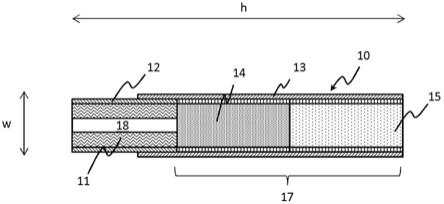
27.图1是示出非燃烧加热式香烟的一实施方式的示意图。
28.图2是示出将图1所示的非燃烧加热式香烟的一实施方式进行部分变更后的实施方式的示意图。
29.图3是示出将图1所示的非燃烧加热式香烟的一实施方式进行部分变更后的其他实施方式的示意放大图。
30.图4是示出电加热式香烟制品的一实施方式的示意图。
31.图5是示出实验例1~3中制作的非燃烧加热式香烟的使用试验时输送的气溶胶量(甘油量)的测定结果的图。
具体实施方式
32.下面,示出实施方式以及例示物等并对本发明进行详细说明,本发明不限于下面的实施方式以及例示物等,在不脱离本发明的主旨的范围内能够任意变更实施。
33.<非燃烧加热式香烟用的卷纸>
34.在本说明书中,所谓的“非燃烧加热式香烟用的卷纸”是指用于后述的非燃烧加热式香烟的卷纸。下文中可简称为“本发明实施方式的卷纸”。关于本发明实施方式的卷纸的用途,所谓的“非燃烧加热式香烟用”意思是指为了卷装含有烟丝的烟草填充物制作烟杆而被使用,或者为了连结与烟杆邻接的部件,为了卷装它们的外周面而被使用。
35.作为本发明实施方式的卷纸,可以例举以纸浆为主成分的卷纸。作为纸浆,除利用针叶树纸浆或阔叶树纸浆等木材纸浆进行抄造以外,还可以将亚麻纸浆、大麻纸浆、剑麻纸浆、针茅等用于通常的吸烟物品用卷纸的非木材纸浆进行混抄制造。
36.作为纸浆的种类,可以使用由工艺蒸解法、酸性
·
中性
·
碱性亚硫酸盐蒸解法、苏打盐蒸解法等所得的化学纸浆、大型纸浆、大型化学纸浆、热磨机械纸浆等。
37.使用上述纸浆在由长网抄纸机、圆网抄纸机、圆短复合抄纸机等进行的抄纸工序中,通过调整质地使其均匀化来制造卷纸。另外,根据需要,能够添加湿润纸力增强剂以给予卷纸耐水性,或者能够添加上浆剂进行卷纸的印刷状况的调整。而且,能够添加硫酸带、各种的阴离子性、阳离子性、非离子性或者两性的产率改良剂、滤水性改良剂、以及纸力增强剂等抄纸用内添助剂和染料、ph调整剂、消泡剂、强度控制剂、以及史莱姆控制剂等制纸用添加剂。
38.本发明实施方式的卷纸原纸的克重例如通常为20gsm以上,优选为25gsm以上。另一方面,克重通常为65gsm以下,优选为50gsm以下,更优选为45gsm以下。
39.具有上述特性的卷纸的厚度不作特别限定,从刚性、通气性、以及制纸时调整容易性的观点出发,通常为10μm以上,优选为20μm以上,更优选为30μm以上,另外,通常为100μm以下,优选为75μm以下,更优选为50μm以下。
40.作为非燃烧加热式香烟用的卷纸,其形状可例举正方形或者长方形。在作为用于卷装烟草填充物(用于制作烟杆)的卷纸而被使用的情况下,一边的长度例如可为12~70mm左右,另一边的长度可为15~28mm、另一边的优选长度可为22~24mm、另一边更优选的长度可为23mm左右。在利用卷纸将烟草填充物卷装成柱状时,例如将图1的w方向的卷纸的端部和其相对侧的端部重合2mm左右粘合形成柱状的纸管形状,形成在其中填充有烟草填充物
的形状。长方形形状的卷纸的大小能够根据制作出的烟杆的大小来决定。
41.如接装纸一样地,在将烟杆和与烟杆邻接的其他部件连结并卷装的情况下,例如一边的长度可为20~60mm、另一边的长度可为15~28mm。
42.除了上述纸浆,在本发明实施方式的卷纸中可以含有填料。填料的含量例如为相对于本发明实施方式的卷纸的全重量占比10重量%以上且小于60重量%,优选为占比15~45重量%。
43.在本发明实施方式的卷纸中,对于优选的克重的范围(25~45gsm)来说,填料的占比优选为15~45重量%。
44.而且,在克重为25gsm以上35gsm以下时,填料优选为15~45重量%,在克重超过35gsm并45gsm以下时,填料优选为25~45重量%。
45.作为填料,能够使用碳酸钙、二氧化钛、高岭土等,从提高口感或白色度的观点等出发,优选使用碳酸钙。
46.<本发明实施方式的卷纸中添加的涂层剂>
47.在本发明实施方式的卷纸上,在其表面以及背面的两个面中,至少在填充物接触面上添加有涂层剂。通过至少在填充物接触面添加涂层剂,能够防止烟草填充物所含有的气溶胶生成基材向卷纸渗透,进而能够防止气溶胶生成基材向烟杆的外部挥发。
48.作为涂层剂不作特别限定,优选能够在纸的表面形成膜、并降低液体的透过性的涂层剂。可列举例如:海藻酸及其盐(例如钠盐)、果胶之类的多糖类、乙基纤维素、甲基纤维素、羧甲基纤维素、硝化纤维素之类的纤维素衍生物、淀粉、其衍生物(例如羧甲基淀粉、羟烷基淀粉和阳离子淀粉之类的醚衍生物、醋酸淀粉、磷酸淀粉和琥珀酸辛烯基淀粉之类的酯衍生物)。在它们当中,从降低液体的透过性的能力、涂敷的易于进行以及对使用时香味的影响少这些方面考虑,特别优选至少使用硝化纤维素。
49.这些涂层剂通常能够作为1.0~30.0重量%的水溶液或者乙酸乙酯溶液而使用,通过使用例如凹版印刷那样的适当的印刷法,能够将这样的水溶液或者乙酸乙酯溶液印刷于本发明实施方式的卷纸的至少填充物接触面而添加。也可以通过印刷以外的公知的手段将涂层剂添加于本发明实施方式的卷纸。
50.上述的涂层剂优选以干燥重量基准在卷纸表面为0.5~3.0g/m2的方式添加。
51.更具体而言,在涂层剂为纤维素衍生物的情况下,其添加量例如为0.4~0.6g/m2左右,在涂层剂为多糖类的情况下,其添加量例如为0.9~2.5g/m2左右。
52.另外,不仅填充物接触面,在其相反侧的面上也可以添加涂层剂。涂层剂优选为添加于填充物接触面的整个面。
53.<烟草填充物>
54.构成烟杆的烟草填充物例如可以由含有烟丝的组成物而构成(下文,称为第一烟草填充物)和由后述的多个烟草薄片而构成(下文,称为第二烟草填充物)。
55.另外,作为本发明中非燃烧加热型式香烟的长度方向,图1中的h方向为长度方向。另外,非燃烧加热式香烟为杆状,因此可以将非燃烧加热式烟草中的长度方向视为与烟杆的长度方向相同。本发明的非燃烧加热式香烟中的烟杆优选为具有满足以下定义的纵横比为1以上的形状的柱状形状。
56.纵横比=h/w
57.w为柱状体的底面的宽度,h为高度,优选为h≧w。但是,在本发明中,如上所述,规定长度方向是由h示出的方向。因此,为了方便即使在w≧h的情况下也将由h示出的方向称为长度方向。底面的形状不作限定,可以为多边形、圆角多边形、圆、椭圆等,在该底面为圆形的情况下宽度w为直径,在为椭圆形的情况下宽度w为长径、在为多边形或者圆角多边形的情况下宽度w为外接圆的直径或者外接椭圆的长径。例如,在图1所示的实施方式中,底面为圆因此宽度w能够认定为该圆的直径。该直径为宽度w,与此正交的长度为高度h。构成烟杆的烟草填充物的高度h优选为12~70mm左右,宽度w优选为4~9mm左右。
58.首先,从第一填充物进行说明。第一填充物所含有的烟丝的材料不作特别限定,能够使用烟叶薄片或烟叶脉等公知的材料。另外,也可以将干燥的烟草叶以平均粒径为20~200μm左右的方式粉碎均匀化而进行薄片加工后的产物(下文中简称为均匀化薄片)切细。烟丝的宽度优选为以0.5~2.0mm左右向烟杆填充。烟杆中的烟草填充物的含量,在圆周22mm、长度20mm的烟杆的情况下,例如为200~800mg/每杆,优选为250~600mg/每杆。关于用于所述烟丝以及均匀化薄片的制作的烟叶,使用的烟草的种类能够使用各种各样的。例如有黄色品种、伯莱品种、东方品种、本地品种、其他的烟草系品种、黄花烟草系品种、以及它们的混合物。关于混合物,以达到想要的味道的方式,能够将所述的各个品种适当混合使用。所述烟草的品种的详细介绍记载于《烟草的事典》(烟草综合研究中心,2009.3.31)。所述均匀化薄片的制造方法,即将烟草叶粉碎加工为均匀化薄片的方法存在多个现有的方法。第一个是使用抄纸工序制作抄造薄片的方法。第二个是将水等适当的溶剂与粉碎的烟草叶混合均匀化后将均匀化物薄薄地浇注在金属制板或者金属板带上,并使其干燥制作注型薄片(
キャストシート
)的方法。第三个是将水等适当的溶剂与粉碎的烟草叶混合均匀化后的均匀化物挤出成型成薄片状从而制作压延薄片的方法。关于所述均匀化薄片的种类,具体介绍记载于《烟草的事典》(烟草综合研究中心,2009.3.31)。
59.烟草填充物的水分含量例如对烟草填充物的总量占比为10~15重量%,优选为11~13重量%。在这样的水分含量时,能够抑制卷制污渍的发生,并使烟杆制造时的卷起适用性良好。
60.关于第一烟草填充物所含有的烟丝的大小或其调制法不作特别限定。例如可以将干燥的烟草叶切碎为宽度0.5~2.0mm。
61.另外,在使用均匀化薄片的粉碎物的情况下,可以使用将干燥的烟草叶以平均粒径为20~200μm左右的方式粉碎均匀化后进行薄片加工,再将薄片加工的烟叶切细为宽度0.5~2.0mm的粉碎物。
62.第一烟草填充物含有生成气溶胶烟的气溶胶生成基材。该气溶胶生成基材的种类不作特别限定,能够根据用途选择从各种天然物的提取物质以及/或者它们的构成成分。作为气溶胶生成基材例如有甘油、丙二醇、三醋精、1,3
‑
丁二醇以及它们的混合物。
63.第一烟草填充物中的气溶胶生成基材的含量不作特别限定,从充分产生气溶胶的同时给予良好口感的观点出发,相对于烟草填充物的总量通常占比5重量%以上,优选为占比10重量%以上,另外,通常占比50重量%以下,优选为15~25重量%。
64.第一烟草填充物也可以含有香料。该香料的种类不作特别限定,从赋予良好口感的观点出发,可列举例如:乙酰苯甲醚、苯乙酮、乙酰吡嗪、2
‑
乙酰噻唑、苜蓿提取物、戊醇、丁酸戊酯、反式茴香脑、八角茴香油、苹果汁、秘鲁香脂、蜂蜡净油(beeswax absolute)、苯
甲醛、安息香类树脂(benzoin resinoid)、苯甲醇、苯甲酸苄酯、苯基乙酸苄酯、丙酸苄酯、2,3
‑
丁二酮,2
‑
丁醇、丁酸丁酯、丁酸、焦糖、小豆蔻油、角豆树净油(carob absolute)、β
‑
胡萝卜素、胡萝卜汁、l
‑
香芹酮、β
‑
胡萝卜素、桂皮油、柏木油、芹菜籽油、洋甘菊油、肉桂醛、肉桂酸、肉桂醇、肉桂酸肉桂酯、香茅油、dl
‑
香茅醇、鼠尾草提取物、可可、咖啡、康酿克油、香菜油、枯茗醛、印蒿油、δ
‑
癸内酯、γ
‑
癸内酯、癸酸、莳萝油、3,4
‑
二甲基
‑
1,2
‑
环戊二酮、4,5
‑
二甲基
‑3‑
羟基
‑
2,5
‑
二氢呋喃
‑2‑
酮、3,7
‑
二甲基
‑6‑
辛烯酸、2,3
‑
二甲基吡嗪、2,5
‑
二甲基吡嗪、2,6
‑
二甲基吡嗪、2
‑
甲基丁酸乙酯、乙酸乙酯、丁酸乙酯、己酸乙酯、异戊酸乙酯、乳酸乙酯、月桂酸乙酯、乙酰丙酸乙酯、乙基麦芽酚、辛酸乙酯、油酸乙酯、棕榈酸乙酯、苯基乙酸乙酯、丙酸乙酯、硬脂酸乙酯、戊酸乙酯、乙基香兰素、乙基香兰素葡萄糖苷、2
‑
乙基
‑
3,(5或者6)
‑
二甲基吡嗪、5
‑
乙基
‑3‑
羟基
‑4‑
甲基
‑
2(5h)
‑
呋喃酮、2
‑
乙基
‑3‑
甲基吡嗪、桉树脑、葫芦巴净油(fenugreek absolute)、金雀花净油、龙胆根浸液、香叶醇、乙酸香叶酯、葡萄汁、愈创木酚、番石榴提取物、γ
‑
庚内酯、γ
‑
己内酯、己酸、顺
‑3‑
已烯
‑1‑
醇、乙酸己酯、己醇、苯基乙酸己酯、蜂蜜、4
‑
羟基
‑3‑
戊烯酸内酯、4
‑
羟基
‑4‑
(3
‑
羟基
‑1‑
丁腈)
‑
3,5,5
‑
三甲基
‑2‑
环己烯
‑1‑
酮、4
‑
(对羟基苯基)
‑2‑
丁酮、4
‑
羟基十一酸钠、蜡菊净油(immortelle absolute)、β
‑
紫罗酮、乙酸异戊酯、丁酸异戊酯、苯基乙酸异戊酯、乙酸异丁酯、苯基乙酸异丁酯、茉莉净油、可乐果酊、劳丹脂油、无萜柠檬油、甘草提取物、里哪醇、乙酸芳樟酯、欧当归根油(
ロベージ
根油)、麦芽酚、枫糖浆、薄荷醇、薄荷醇、乙酸l
‑
薄荷酯、对甲氧基苯甲醛、甲基
‑2‑
吡咯酮、邻氨基苯甲酸甲酯、苯基乙酸甲酯、水杨酸甲酯、4
’‑
甲基苯乙酮、甲基环戊烯醇酮、3
‑
甲基戊酸、含羞草净油(mimosa absolute)、糖蜜、肉豆蔻酸、橙花醇、橙花叔醇、γ
‑
壬内酯、肉豆蔻油、δ
‑
辛内酯、辛醛、辛酸、橙花油、橙油、鸢尾草根油、棕榈酸、ω
‑
戊内酯、薄荷油、橙叶油(petitgrain oil paraguay)、苯乙醇、苯基乙酸苯乙酯、苯基乙酸、胡椒醛、李子提取物、丙烯基乙基愈创木酚、醋酸丙酯、3
‑
丙叉苯酞、干梅子果汁、丙酮酸、葡萄干提取物、玫瑰油、朗姆酒、鼠尾草油、檀香油、留兰香油、苏合香净油(styrax absolute)、金盏草油、茶馏出物、α
‑
松油醇、乙酸萜品酯、5,6,7,8
‑
四氢喹喔啉、1,5,5,9
‑
四甲基
‑
13
‑
氧杂环(8.3.0.0(4.9))十三烷、2,3,5,6
‑
四甲基吡嗪、百里香油、番茄提取物、2
‑
十三烷酮、柠檬酸三乙酯、4
‑
(2,6,6
‑
三甲基
‑1‑
环己烯基)2
‑
丁烯
‑4‑
酮、2,6,6
‑
三甲基
‑2‑
环己烯
‑
1,4
‑
二酮、4
‑
(2,6,6
‑
三甲基
‑
1,3
‑
环己二烯基)2
‑
丁烯
‑4‑
酮、2,3,5
‑
三甲基吡嗪、γ
‑
十一内酯、γ
‑
戊内酯、香草精、香兰素、藜芦醛、紫叶净油(violet leaf absolute)、n
‑
乙基
‑
对甲烷
‑3‑
碳酰胺(ws
‑
3)、2
‑
(对甲烷
‑3‑
甲酰胺)醋酸乙酯(ws
‑
5),特别优选为薄荷醇。另外,这样的香料可以1种单独地使用,或者2种以上并用。
65.第一烟草填充物中香料的含量不作特别限定,从给予良好口感的观点出发,通常为10000ppm以上,优选为20000ppm以上,更优选为25000ppm以上,另外,通常为50000ppm以下,优选为40000ppm以下,更优选为33000ppm以下。
66.第一烟草填充物中的开口部以外部分的填充密度不作特别限定,从确保非燃烧加热式香烟的性能并给予良好口感的观点出发,通常为250mg/cm3以上,优选为320mg/cm3以上,另外通常为800mg/cm3以下,优选为600mg/cm3以下。
67.以上述的第一烟草填充物位于内侧的方式由卷纸进行卷装形成烟杆。在卷纸的两个面中,在至少填充物接触面添加有上述涂层剂。
68.第二烟草填充物由呈同心状地配置的多个烟草薄片构成。在本发明中,所谓的呈
同心状地配置是指以所有烟草薄片的中心位于大致相同位置的方式配置。在本发明中所谓的薄片是指具有大致平行的一对主面以及侧面的形状。薄片优选为由抄纸制造。第二填充物由在与非燃烧加热式香烟的长度方向正交的方向将多个烟草薄片卷绕成呈同心状地构成。
69.作为薄片基材例如有烟草粉末等烟草材料等。在本发明中,作为薄片基材优选为烟草材料。对于烟草材料的基材薄片,优选为根据需要承载能够产生香味的成分的烟草薄片。烟草薄片伴随着加热生成气溶胶。作为气溶胶生成基材添加甘油、丙二醇、1、3
‑
丁二醇等多元醇的气溶胶源。气溶胶生成基材的添加量优选为相对于烟草薄片的干燥重量占比5~50重量%,更优选为15~25重量%。
70.对作为呈同心状地配置之前的原料的烟草薄片进行说明。
71.烟草薄片能够利用抄造法、浆料法、压延法等公知的方法适当地制造。另外,也能够使用在第一烟草填充物中说明的均匀化薄片。
72.在抄造法的情况下,能够利用具有以下工序的方法制造。1)将干燥烟草叶粗碎,利用水提取并将水提取物和残渣分离。2)将水提取物减压干燥并浓缩。3)在残渣中添加纸浆,并利用精炼机纤维化后,抄纸。4)抄纸后的薄片上添加水提取物的浓缩液并干燥,得到烟草薄片。在该情况下,可以添加将亚硝胺等部分成分除去的工序(参照(日本)特表2004
‑
510422号公报)。
73.在浆料法的情况下,能够利用具有以下工序的方法制造。1)将水、纸浆以及粘合剂和粉碎的烟草叶混合。2)将该混合物薄薄地延展(浇注)并干燥。在该情况下,可以添加通过对将水、纸浆以及粘合剂和粉碎的烟草叶混合的浆料进行紫外线照射或者x线照射将亚硝胺等部分成分除去的工序。
74.另外,如国际公开第2014/104078号公报所述,能够使用由具有以下工序的方法制造的不织布状的烟草薄片。1)将粉粒状的烟草叶和结合剂混合。2)将该混合物由不织布夹持。3)将该层积物热熔成型为一定形状从而得到不织布状的烟草薄片。
75.在上述各种方法中使用的原料烟草叶能够使用与第一填充物中所说明的相同种类。
76.烟草薄片的组成不作特别限定,例如,烟草原料(烟草叶)的含量相对于烟草薄片全重量优选为占比50~95重量%。另外,烟草薄片可以含有粘合剂,作为相关的粘合剂例如有瓜尔胶、黄原胶、cmc(羧甲基纤维素)、cmc
‑
na(羧甲基纤维素的钠盐)等。作为粘合剂量优选为相对烟草薄片全重量占比1~20重量%。烟草薄片还可以含有其他的添加物。作为添加物例如有纸浆等填料。在本发明中使用了多个烟草薄片,相关的烟草薄片全部可以具有相同的组成或者物理特性,各烟草薄片中的一部分或者全部也可以具有不同的组成或者物理特性。
77.第二烟草填充物能够通过以下方法制造:准备宽度不同的多个烟草薄片,调制以从底部朝向顶部宽度变小的方式层积的层积体,并将其通过卷管卷起成型。根据该制造方法,该多个烟草薄片在长度方向延伸的同时,以该长度方向轴为中心呈同心状地配置。另外,在该长度方向轴和最内层的烟草薄片之间形成作为所述开口部的在长度方向延伸的贯通口。
78.在该制造方法中,优选以卷制成型后在邻接的所述烟草薄片间形成非接触部的方
式调制层积体。
79.在多个烟草薄片间,存在该烟草薄片不接触的非接触部(间隙)时,能够确保香味流路从而提高香味成分的输送效率。另一方面,经由多个烟草薄片的接触部分来自加热器的热能够向外侧的烟草薄片传递,因此能够确保高的传热效率。
80.为了在多个烟草薄片之间设置该烟草薄片不接触的非接触部,例如可以例举以下调制层积体的方法:使用模压加工的烟草薄片,使邻接的烟草薄片之间的整面不粘结地层积;使邻接的烟草薄片之间部分粘结地层积;或使邻接的烟草薄片之间的整个面或者一部分以在卷制成型后能够剥离的方式轻度粘结地层积。
81.在调制含有卷纸的烟杆的情况下,可以在层积体的最底部配置上述卷纸。此时,以与烟草薄片接触的面成为添加有上述涂层剂的面的方式配置卷纸。
82.另外,能够在层积体的最顶部装载心轴等筒状模型并在形成第二烟草填充物后,通过去除该模型,形成开口部。
83.关于各烟草薄片的厚度不作限定,但从兼顾传热效率和强度来考虑,优选为200~600μm。关于各烟草薄片的厚度彼此相同或不同都可以。
84.构成第二烟草填充物的烟草薄片的片数只要为两片以上就不作特别限定,例如为2片、3片、4片、5片、或者6片。
85.<非燃烧加热式香烟>
86.作为本发明实施方式的非燃烧加热式香烟,例如为具有图1的结构。
87.图1的非燃烧加热式烟草10具有烟草填充物11、由卷装烟草填充物11的第一卷纸12构成的烟杆、构成该烟杆的相反侧端部的烟嘴部17,使用与卷装所述烟草填充物的卷纸相同的或者其他的第二卷纸13(图1中接装纸)连结所述烟杆和所述烟嘴部。
88.图1的实施方式中,作为烟草填充物使用了上述的第一烟草填充物。第一烟草填充物所含有的烟丝(将烟草叶切细或者将均匀化薄片切细,例如为0.5~2.0mm的宽度)的长度大多为1.0~4.0mm左右,这些烟丝在烟草填充物中大多以自由的取向配置。另一方面,也能够将烟丝的长度加工成与烟杆的长度大致相同的长度,并将烟丝在与烟杆的长度方向相同的方向排列填充。
89.在图1的实施方式中,将烟草填充物填充后在烟杆的前端面侧开口的同时,具有沿着该烟杆的轴向存在的开口部18。在图1的实施方式中,所述开口部18是非贯通的凹陷部,该非贯通的凹陷部的形状是从烟杆的前端面朝向后端侧直径变小的圆锥形,如后述该形状不作特别限定。
90.在图1所示的实施方式中,烟嘴部17具备支持部16、气溶胶冷却部14以及过滤部15。另外,具有作为用于将它们连结的第二卷纸的接装纸13。另外,图1中烟嘴部17由三个部分构成,烟嘴部17也可以由单一的部分构成,如图2所示也可以由两个部分构成,也可以由四个以上的部分构成。另外,构成烟嘴部的部分可以构成为含有气溶胶冷却部和过滤部这两者,也可以只由其中任何一个构成。
91.在图1中,支持部16紧邻烟杆的下游侧,并以与烟杆的后端抵接的状态配置。支持部16例如可以为中空的醋酸纤维素管体。换言之,支持部16可以为在圆柱状的醋酸纤维素纤维束的横截面中央形成贯通的中心孔的结构。另外,支持部例如可以是具有5~35网格的金属网。支持部16是在适用于非燃烧加热式香烟的电加热设备的加热器部件插入烟杆内
时,用于防止烟草填充物在非燃烧加热式香烟内朝向气溶胶冷却部14被压入下游侧的部件。支持部16除了具有防止烟草填充物被压入下游侧的功能之外,还期望具有通气阻力低、气溶胶滤过能力低的特点。支持部16也作为用于将非燃烧加热式香烟的气溶胶冷却部14与烟杆分离的间隔部发挥作用。
92.随着含有由于所述烟杆被加热而产生的气溶胶生成基材和烟草香味成分的蒸气通过气溶胶冷却部14,与气溶胶冷却部14内的空气接触被冷却而液化产生气溶胶。
93.图1中,非燃烧加热式香烟10中,在气溶胶冷却部14和在覆盖气溶胶冷却部14周围的第二卷纸13(接装纸)的一部分上,可以具有用于导入来自外部的空气的微小孔(未图示)。由于存在这样的微小孔,在使用时空气从外部向气溶胶冷却部14的内部流入,含有由于所述烟杆被加热而产生的气溶胶生成基材和烟草香味成分的蒸气通过与来自外部的空气接触而温度下降从而液化,更加切实地产生气溶胶。微小孔的直径优选为100~1000μm。微小孔优选为大致圆形或者大致椭圆形,在为大致椭圆形的情况下所述直径表示长径。微小孔可以为一个,也可以为多个。在为多个的情况下优选为在第二卷纸(接装纸)的圆周上成列地配置。
94.气溶胶冷却部14例如为将厚纸加工成圆筒状而得。在该种情况下圆筒状的内侧为空洞,含有气溶胶生成基材和烟草香味成分的蒸气与空洞内的空气接触而被冷却。在配置有所述微小孔的情况下在该空洞内所述蒸气与外部空气接触,进而冷却效果增大,另外,在圆筒的内侧,可以填充将纸、聚合物薄膜、或者金属箔等薄片形状的部件打褶加工(
ギャザー
加工)的结构。在该情况下,能够利用这些部件的比热冷却所述蒸气。
95.过滤部15例如使用醋酸纤维素丝束作为材料。醋酸纤维素丝束的单纱细度、总细度不作特别限定,在过滤部的圆周为22mm的情况下,优选为单纱细度5~12g/9000m,总细度12000~30000g/9000m。醋酸纤维素丝束的纤维的横截面形状可以为y横截面也可以为r横截面。在填充醋酸纤维素丝束过滤器的情况下,为了提高过滤器硬度,相对于醋酸纤维素丝束重量,可以添加占比5~10重量%的三醋精。
96.图1中过滤部15由单一的部分构成,也可以由多个部分构成。在由多个部分构成的情况下,例如在上游侧配置中空的部分,作为下游侧(使用者的吸口端侧)的部分具有吸口横截面利用醋酸纤维素丝束填充的实施方式。根据这样的实施方式,能够防止生成的气溶胶的无谓损失的同时,能使非燃烧加热式香烟的外观良好。
97.另外,在过滤器的制造中,能够适当设计来调整通气阻力或添加添加物(公知的吸附剂或香料、香料保持材等)。
98.第二卷纸13(接装纸)的材料不作特别限定,可以一部分或者全部地使用本发明实施方式的卷纸。第二卷纸13例如为使用醋酸乙烯系的糊,在将上述的烟杆、气溶胶冷却部14、过滤部15、以及根据需要支持部16的周围卷装后而固定的实施方式。
99.在图2的实施方式中,作为烟草填充物11,除使用上述第二烟草填充物和不存在支持部17以外,具有与图1的实施方式相同的结构。在图2的实施方式中,构成第二烟草填充物的多个烟草薄片在长度方向延伸的同时,以该长度方向轴为中心呈同心状地配置,在该长度方向轴和最内层的烟草薄片之间具有作为开口部18在长度方向延伸的贯通口。另外,在图2的实施方式中,可以不具有图1的支持部16,也可以具有支持部16。
100.在图1以及图2的实施方式中,对于第一卷纸12,至少在填充物接触面添加有所述
涂层剂。另外,对于本发明的实施方式,即使第一卷纸以及第二卷纸分别只由一片构成,也不会由于加热而烧毁。分别只由一片构成更能够减少成本。
101.在图1以及2所示的实施方式中,非燃烧加热式香烟10的长度方向长度优选为40mm~100mm,更优选为40mm~80mm,最优选为45mm~60mm。另外,非燃烧加热式香烟的圆周优选为15mm~25mm,更优选为17mm~24mm,最优选为21mm~23mm。另外,在图1所示的实施方式中,可以例举烟杆的长度为12mm,气溶胶冷却部的长度为20mm,支持部的长度为8mm,过滤部的长度为7mm的结构,它们每个部分的长度根据制造适用性、质量要求等能够适当变更。
102.在本发明实施方式的非燃烧加热式香烟的制造中,能够使用上述的本发明实施方式的卷纸。具体而言,能够通过将含有烟丝和气溶胶生成基材的烟草填充物成型,之后使用本发明的实施方式的卷纸,对成型的填充物卷装得到烟杆。而且,通过利用接装纸(或者本发明的实施方式的卷纸)将构成其烟杆和烟嘴部的部件卷装,能够得到非燃烧加热式香烟。另外,在卷装时,能够使用公知的卷制装置。
103.在本发明的实施方式中,如图1所示,在烟草填充物11为第一烟草填充物的情况下,开口部18优选为非贯通的凹陷部。而且,该非贯通的凹陷部的形状优选为非贯通的圆筒形、或者从烟杆的前端面朝向后端侧直径变小的圆锥形或者圆锥台形。另外,在这些形状中分别还包含大致圆筒形、大致圆锥形、大致圆锥台形。
104.另外,在开口部为非贯通的凹陷部的情况下,在凹陷部的周围(侧面)优选为形成硬化层。在形成有该硬化层时,通过烟草填充材所含有的烟丝彼此结合,能够抑制烟杆(烟草填充材)中的凹陷部闭塞。
105.在此,构成烟杆的第一烟草填充物不是塑性体而是弹性体,因此在烟杆中形成凹陷部时,仅从烟杆的前端面侧实施穿孔加工,从刚穿孔加工后在闭塞凹陷部的方向(凹陷部的横截面减少的方向)易于引起烟草填充材的弹性变形。而且例如在长期存留非燃烧加热式香烟的情况下,也有可能闭塞烟杆的凹陷部。
106.因此,在烟杆(烟草填充材)中的凹陷部的周围,优选形成用于抑制凹陷部闭塞的硬化层。
107.其一个实施方式如图3所示。图3的实施方式是将图1的实施方式的一部分变更而得到的,作为开口部18具有非贯通的凹陷部,其形状是从烟杆的前端面朝向后端侧直径变小的圆锥形,这一点与图1的实施方式相同。在图3的实施方式中,在该凹陷部的周围(侧面)具有硬化层19。在具有该硬化层19的情况下,能够有效地防止制品制造后凹陷部的闭塞。
108.能够通过将用于抑制烟杆向凹陷部闭塞方向的变形的硬化剂添加于烟草填充物而形成硬化层。作为硬化剂能够使用各种材料,例如使用碳酸钙、硅酸钠、琼脂、明胶、cmc、pva、eva、果胶、梧桐胶、结冷胶、瓜尔胶、阿拉伯胶、黄原胶、玉米淀粉、海藻酸钠、聚氨酯、聚酰胺、含羟基化合物、糊精或糊精衍生物、羟丙基纤维素、羟乙基纤维素、羟丙基甲基纤维素、甲基纤维素、魔芋、胶原蛋白、菊粉、大豆蛋白、乳清蛋白、酪蛋白、小麦谷蛋白、角叉菜胶、海藻酸盐、海藻酸丙二醇酯、支链淀粉、凝结聚糖、刺槐豆胶、塔拉胶、黄蓍胶、玉米蛋白、车前草种子、甲壳素、壳聚糖、阿拉伯胶、聚乙烯吡咯烷酮、聚环氧乙烷等单一物质或者其混合物。
109.在此,从硬化剂的处理难易度、加热器部件向凹陷部插入时烟草填充材向加热器部件付着的难易度、耐热性、加热器加热时挥发成分的香味影响的观点出发,优选作为硬化
剂在添加时使用含有碳酸钙的水溶液、或者含有硅酸钠的水溶液(水玻璃)。
110.另外,每一根烟杆中添加的硬化剂的添加量不作特别限定,例如作为干燥物重量为5mg~60mg的范围的实施方式,具体而言能够根据烟杆所含有的烟草填充材的径、长度、填充的烟丝的填充密度、物理特性等决定。
111.在本发明的实施方式中,烟草填充物为第二烟草填充物(由多个烟草薄片而构成)的情况下,用于插入加热器部件的开口部为在长度方向轴上延伸的贯通口,其形状优选为圆筒形。在此圆筒形也包含大致圆筒形。
112.由于烟草填充物具有所述开口部,在使用非燃烧加热式香烟时,具体而言,在将烟杆压入后述的电加热式香烟制品具有的加热器部件时,能够防止烟草填充物由于加热器部件而过度地被压缩,由此,能够防止由于烟草填充物被压向卷装烟草填充物的卷纸而引起的烟草填充物所含有的气溶胶生成基材向卷纸的渗透。
113.<电加热式香烟制品>
114.电加热式香烟制品的一个实施方式如图4所示。在电加热式香烟制品30中,使上述说明的非燃烧加热式香烟10接触配置于电加热设备20的内部的加热器部件24,以此方式,非燃烧加热式香烟10被插入使用。
115.电加热设备20例如在树脂主体23的内部具有电池单元21和控制单元22。
116.非燃烧加热式香烟10具有烟草填充物11、由卷纸烟草填充物11的第一卷纸12构成的烟杆、构成该烟杆相反侧的端部的烟嘴部17,所述烟杆和所述烟嘴部使用与卷装所述填充物的卷纸相同或者其他的第二卷纸连结。非燃烧加热式香烟的烟嘴部17可以如图1由气溶胶冷却部14、过滤部15、以及支持部16构成,也可以如图2所示不设置在烟杆和气溶胶冷却部14之间的支持部16。另外,作为图4所示的非燃烧加热式香烟,示出了图1的非燃烧加热式香烟(使用第一烟草填充物作为烟草填充物11),也可以使用图2(使用第二烟草填充物作为烟草填充物11)所示的非燃烧加热式香烟。
117.在将非燃烧加热式香烟插入电加热设备时,烟杆的前端面到达电加热设备20的加热器部件24,即烟杆的开口部和加热器部件接触。
118.电加热设备20的加热器部件24通过由控制单元22的控制发热。通过该热向非燃烧加热式香烟的烟杆传导,烟杆的烟草填充物11所含有的气溶胶生成基材和香味成分共同挥发。
119.加热器部件24例如可以为片状加热器、平板状加热器、筒状加热器。所谓的片状加热器为柔软的片形的加热器,例如含有聚酰亚胺等耐热性聚合物薄膜(厚度20~225μm左右)的加热器。所谓的平板状加热器为刚直的平板形的加热器(厚度200~500μm左右),例如为在平板基材上具有电阻电路并以该部分作为发热部的加热器。所谓的筒状加热器为中空或者实心的筒形加热器,例如为在外周面具有电阻电路并以该部分作为发热部的加热器。筒状加热器的横截面形状可以为圆、椭圆、多边形、圆角多边形等。
120.通过加热器部件24的加热,所述烟杆被加热到大概150~250℃。
121.由加热产生的含有气溶胶生成基材和香味成分的蒸气基于上述说明的原理在气溶胶冷却部14的内部气溶胶化,通过非燃烧加热式香烟10的过滤部15到达使用者的口腔内。
122.[实施例]
[0123]
通过实施例对本发明更具体地进行说明,只要不脱离其主旨,本发明不限于下文的实施例的记载。
[0124]
<卷纸的准备>
[0125]
作为卷纸,准备100%原浆(70%重量)和使用碳酸钙(白石工业株式会社制pcx850、30%重量)作为填料的普通的卷烟用卷纸,在该卷烟用卷纸的填充物接触面添加硝化纤维素作为涂层剂。硝化纤维素的添加量设为在干燥重量下向卷纸表面添加0.5g/m2。以乙酸乙酯溶液准备硝化纤维素,并将该溶液通过凹版印刷向卷纸的单面的整个面涂布。
[0126]
<烟杆的作成>
[0127]
作为烟草填充物,首先准备将香料2g/100g、气溶胶生成基材(甘油)40/100g混合于薄片烟草的烟丝。使用高速卷制机,以填充物接触面成为添加涂层剂的面的方式利用上述卷纸卷制烟草填充物。
[0128]
每一根烟丝重量为0.8g,卷圆周为22mm,卷长度为68mm。
[0129]
卷制的烟杆按照每个基准各200根的方式放入塑料的密闭容器保存。另外,确认在刚卷制后的烟杆的表面是否有污渍的发生。
[0130]
以此为实验例1的烟杆。
[0131]
作为实验例2中使用的卷纸,准备未添加涂层剂的普通的卷烟用卷纸。如实验例1相同地卷装烟草填充物,制作与实验例1相同尺寸的烟杆。
[0132]
作为在实验例3使用的卷纸,准备将市售的玻璃纸胶带而非涂层剂贴付于普通的卷烟用卷纸的与烟草填充物未接触的面。与实验例1相同地卷装烟草填充物,制作与实验例1相同尺寸的烟杆。
[0133]
<非燃烧加热式香烟的制作>
[0134]
将以上述方法制作的实验例1~3的烟杆切断为长度12mm,通过将金属棒插入一侧的端面形成非贯通的凹陷部。之后,在凹陷部周围涂布水玻璃形成硬化层,使凹陷部的形状(大致圆筒形)稳定。利用卷纸通过手工将所述12mm长的在前端面侧具有凹陷部的烟杆、由具有长度8mm的贯通孔的中心孔过滤器构成的支持部、在长度20mm的纸管的外周带有稀释气孔的冷却部、和填充有长度7mm的醋酸纤维素纤维的过滤部连接来制作非燃烧加热式香烟。
[0135]
<使用试验>
[0136]
将实验例1~3制作的各个非燃烧加热式香烟供给使用试验。作为使用试验中所供给的电加热式香烟制品,使用具有上述结构的电加热式香烟制品。将非燃烧加热式香烟的烟杆插入时的加热器温度设定为350℃进行使用试验。使用试验使用borgwald公司制的单根自动吸烟机(1本
がけ
自動喫煙機),以抽吸容量55m1/2秒、间隔30秒的方式进行。使用试验是在没有堵塞设置在冷却部外周的外部空气导入孔的情况下进行。使用试验中发生的主流烟由剑桥过滤垫收集。在进行12次抽吸动作后取出剑桥过滤垫,进行重量测定以及由气相色谱法测定水分和甘油量。
[0137]
<试验结果>
[0138]
在使用试验时从烟杆释放的气溶胶量(甘油量)的测定结果如图5所示。其显示图5的纵轴的数值越大,释放的甘油的量越多。如图5所示,相比实验例1的烟杆,在实验例2以及实验例3的烟杆中,烟杆气溶胶的释放量明显减少。
[0139]
在使用试验时,在烟草填充物中,以与加热器部件接触的部分和该部分周围为中心进行加热。此时,通过烟草填充物所含有的气溶胶生成基材挥发生成气溶胶。生成的气溶胶从烟草填充物的轴向的中心朝向其外侧的卷纸,换言之,朝向烟杆的外侧。此时,在采用实验例1中准备的卷纸时,由于添加了涂层剂,生成的气溶胶不向卷纸渗透而以气溶胶的方式滞留在烟杆内。另一方面,采用实验例2中的卷纸时,由于那样的涂层剂不发挥作用,因此产生的气溶胶向卷纸浸透。由此,不能向电加热式香烟制品的使用者输送足够量的气溶胶。
[0140]
在采用实验例3中准备的、在与烟草填充物不接触的面贴付玻璃纸胶带的卷纸的情况下,也不能防止气溶胶向卷纸的渗透。烟杆的卷纸部分相比加热部分温度更低,因此向卷纸渗透的气溶胶在该位置凝结。由此,在烟杆内不能作为气溶胶存在,因此不能向电加热式香烟制品的使用者输送足够量的气溶胶。
[0141]
附图标记说明
[0142]
10:非燃烧加热式香烟;
[0143]
11:填充物;
[0144]
12:第一卷纸;
[0145]
13:第二卷纸(接装纸);
[0146]
14:气溶胶冷却部;
[0147]
15:过滤部;
[0148]
16:支持部;
[0149]
17:烟嘴部;
[0150]
18:开口部;
[0151]
19:硬化层;
[0152]
20:电加热设备;
[0153]
21:电池单元;
[0154]
22:控制单元;
[0155]
23:主体;
[0156]
24:加热器部件;
[0157]
30:电加热式香烟制品。