1.本发明属于雪茄卷烟生产设备技术领域,具体涉及一种雪茄卷制机。
背景技术:
2.随着社会的发展,人民生活水平日益提高,部分人群对烟草的需求也慢慢发生变化,国内雪茄烟的需求量越来越大,国产雪茄长期呈现供不应求的局面,迫切需要增加产量满足市场要求。
3.国内各雪茄烟厂亟需扩大产能,但雪茄装备成了限制产能扩张的瓶颈。目前国内尚无同类雪茄卷制机生产,进口的同类设备都是上世纪50、60年代设计的产品,技术落后,完全依靠机械传动。采用的是多轴多凸轮传动,通过各凸轮的相位关系控制各执行元器件动作的先后顺序。这样,各个运动单元的运动状态固化,机械联动多、结构复杂、凸轮容易磨损,各运动关系难以保证,故障率高、维修困难。
4.现有的卷制机机械联动多、结构复杂、凸轮容易磨损,各运动关系难以保证,故障率高、维修困难的问题,为此我们提出一种雪茄卷制机。
技术实现要素:
5.本发明的目的在于提供一种雪茄卷制机,以解决上述背景技术中提出的卷制机操作不够灵活、调整不够快捷、不便维修的问题。
6.为实现上述目的,本发明提供如下技术方案:一种雪茄卷制机,包括十二个模块部件,所述十二个模块部件为内包裁剪机构、外包裁剪机构、芯叶供给机构、雪茄卷制机构、定型机构、外裹总成、内包传送机构、外包传送机构、出料传送机构、负压机构、机架、电控系统。
7.优选的,所述内包裁剪机构的主要组成零部件有第一切刀辊、第一刀模、第一吸盘、第一吸盘摆臂、第一吸盘摆动气缸、第一吸盘升降气缸、第一连杆、第二连杆、第一刀模伺服电机、第一刀模座体、第一切刀辊导轨、第一切刀辊伺服电机、第一顶料杆和其它零件组成。
8.优选的,所述外包裁剪机构的主要组成零部件有第二切刀辊、第二刀模、第二吸盘、第二吸盘摆臂、第二吸盘摆动气缸、第三连杆、第四连杆、第二刀模伺服电机、第二刀模座体、第二切刀辊导轨、第二切刀辊伺服电机、顶料杆、吸盘运动上模、吸盘运动下模和其它零件组成。
9.优选的,所述芯叶供给机构的主要组成零部件有料斗箱、拨烟杆、抓料器、滑料板、抓料器旋臂、推料板、推料伺服电机、切料伺服电机、切料杆、容料器、抓料伺服电机、拨烟伺服电机和其它零件组成。
10.优选的,所述雪茄卷制机构的主要组成零部件有摆杆伺服电机、摆杆电缸、卷烟摇臂、卷烟胶皮、卷烟板、卷烟电缸、卷烟伺服电机和其它零件组成,定型机构的主要组成零部件有座体、整形轮、整形轮、推杆气缸、推杆、加热板、整形下压板、整形轮伺服电机、同步带、
整形上压板、上压板气缸、下压板气缸、顶出气缸、顶出板以及其它零件组成。
11.优选的,所述外裹总成的主要组成零部件有机座、凸轮组、外裹伺服电机、挑针气缸、挑针、搓烟杆组、端部整形模、端部整形压板以及其它零件组成,内包传送机构的主要组成零部件有导轨、滑板、滑板气缸、抓料气缸、固定抓料板、活动抓料板以及其它零件组成。
12.优选的,所述外包传送机构的主要组成零部件有进料伺服电机、进料直线电缸、齿轮齿条副、进料旋臂、进料抓手、进料抓手压板、进料抓手弹簧、出料伺服电机、出料旋臂、出料抓手压板、出料抓手、出料抓手弹簧以及其它零件组成,出料传送机构的主要组成零部件有进给伺服电机、进给直线电缸、整形轮电机、整形轮、裁剪电机、右侧剪刀副、左侧剪刀副、烟支托盘、烟支滑板、烟支传送带、烟支传送电机以及其它零件组成,负压机构的主要组成零部件有第一负压风机、第一出风管、第二负压风机、第二出风管、除尘降噪箱、负压阀、气缸、阀片、阀座以及其它零件组成。
13.与现有技术相比,本发明的有益效果是:1、工作时需要两名操作人员,分别位于内包裁剪机构和外包裁剪机构处,工作时,分别手工将内包烟叶和外包烟叶放置在内包裁剪机构和外包裁剪机构上,可同时裁剪出雪茄内包和雪茄外包茄衣;2、内包裁剪机构裁剪出的雪茄内包被传递至雪茄卷制机构,同时芯叶供给机构也将定量的芯叶传递至雪茄卷制机构,雪茄卷制机构将芯叶和内包卷制成雪茄内坯,卷制完成的雪茄内坯通过内包传送机构传递至定型机构,定型机构将雪茄内坯整形、定型后通过外包传送机构传送至外裹总成,此时外包裁剪机构裁剪出的外包茄衣也传递至外裹总成,外裹总成将外包茄衣包裹在雪茄内坯上,成为雪茄,雪茄定型后自动传送,雪茄成型效率高。
14.3、再通过出料传送机构将包裹好的雪茄进行端部整形、长度切割后传送出本雪茄卷制机,便于修剪雪茄,成为雪茄成品,操作灵活、调整快捷、便于维修。
附图说明
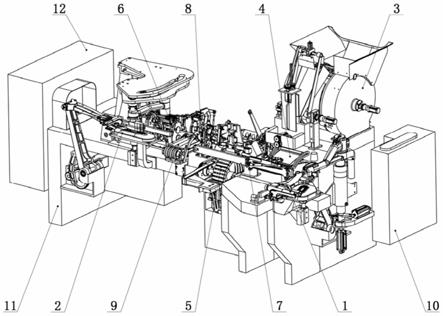
15.图1为本发明的整体外观结构示意图。
16.图2为内包裁剪机构(1)的结构示意图。
17.图3为外包裁剪机构(2)的组成部件示意图。
18.图4为芯叶供给机构(3)的组成部件示意图。
19.图5为雪茄卷制机构(4)的组成部件示意图。
20.图6为定型机构(5)的组成部件示意图。
21.图7为定型机构(5)隐藏部分零部件后的组成部件示意图。
22.图8为外裹总成(6)的组成部件示意图。
23.图9内包传送机构(7)的组成部件示意图。
24.图10为外包传送机构(8)的组成部件示意图。
25.图11为出料传送机构(9)的组成部件示意图。
26.图12为负压机构(10)的组成部件示意图。
27.图13为机架(11)的组成部件示意图。
28.图中:1、内包裁剪机构;2、外包裁剪机构;3、芯叶供给机构;4、雪茄卷制机构;5、定
型机构;6、外裹总成;7、内包传送机构;8、外包传送机构;9、出料传送机构;10、负压机构;11、机架;12、电控系统;1001、第一切刀辊;1002、第一刀模;1003、第一吸盘;1004、第一吸盘摆臂;1005、第一吸盘摆动气缸;1006、第一吸盘升降气缸;1007、第一连杆;1008、第二连杆;1009、第一刀模伺服电机;1010、第一刀模座体;1011、第一切刀辊导轨;1012、第一切刀辊伺服电机;1013、第一顶料杆;2001、第二切刀辊;2002、刀模;2003、吸盘;2004、吸盘摆臂;2005、吸盘摆动气缸;2007、第三连杆;2008、第四连杆; 2009、第二刀模伺服电机;2010、第二刀模座体;2011、第二切刀辊导轨;2012、第二切刀辊伺服电机;2013、顶料杆;2014、吸盘运动上模;2015、吸盘运动下模;3001、料斗箱;3002、拨烟杆;3003、抓料器;3004、滑料板;3005、抓料器旋臂;3006、推料板;3007、推料伺服电机;3008、切料伺服电机;3009、切料杆;3010、容料器;3011、抓料伺服电机;3012、拨烟伺服电机;4001、摆杆伺服电机;4002、摆杆电缸;4003、卷烟摇臂;4004、卷烟胶皮;4005、卷烟板;4006、卷烟电缸;4007、卷烟伺服电机;5001、座体;5002、整形轮1;5003、整形轮2;5004、推杆气缸;5005、推杆;5006、加热板;5007、整形下压板;5008、整形轮伺服电机;5009、同步带;5010、整形上压板;5011、上压板气缸;5012、下压板气缸;5013、顶出气缸;5014、顶出板;6001、机座;6002、凸轮组;6003、外裹伺服电机;6004、挑针气缸;6005、挑针;6006、搓烟杆组;6007、端部整形模;6008、端部整形压板;7001、导轨;7002、滑板;7003、滑板气缸;7004、抓料气缸;7005、固定抓料板;7006、活动抓料板;8001、进料伺服电机;8002、进料直线电缸;8003、齿轮齿条副;8004、进料旋臂;8005、进料抓手;8006、进料抓手压板;8007、进料抓手弹簧;8008、出料伺服电机;8009、出料旋臂;8010、出料抓手压板;8011、出料抓手;8012、出料抓手弹簧;9001、进给伺服电机;9002、进给直线电缸;9003、整形轮电机;9004、整形轮3;9005、裁剪电机;9006、右侧剪刀副;9007、左侧剪刀副;9008、烟支托盘;9009、烟支滑板;9010、烟支传送带;9011、烟支传送电机;1101、第一负压风机;1102、第一出风管;1103、第二负压风机;1104、第二出风管;1105、除尘降噪箱;1106、负压阀; 1108、气缸;1109、阀片;1110、阀座。
具体实施方式
29.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例
30.请参阅图1至图13,本发明提供一种技术方案:一种雪茄卷制机,包括十二个模块部件,十二个模块部件为内包裁剪机构1、外包裁剪机构2、芯叶供给机构3、雪茄卷制机构4、定型机构5、外裹总成6、内包传送机构7、外包传送机构8、出料传送机构9、负压机构10、机架11、电控系统12。
31.本实施例中,内包裁剪机构1的主要组成零部件有第一切刀辊1001、第一刀模1002、第一吸盘1003、第一吸盘摆臂1004、第一吸盘摆动气缸1005、第一吸盘升降气缸1006、第一连杆1007、第二连杆1008、第一刀模伺服电机1009、第一刀模座体1010、第一切刀辊导轨1011、第一切刀辊伺服电机1012、第一顶料杆1013和其它零件组成,如图2所示,内包裁剪
机构1的作用是将内包烟叶裁剪成设定的规格,为雪茄卷制提供内包,工作时内包裁剪机构需要一名操作工;工作时,第一步:操作工将待加工烟叶平铺在第一刀模1002上,第一切刀辊伺服电机1012旋转通过第一连杆1007带动第二连杆1008,第二连杆1008带动第一切刀辊1001沿第一切刀辊导轨1011往复运动,第一切刀辊1001滚压过平铺在第一刀模1002上的待加工烟叶,将待加工烟叶按第一刀模1002的尺寸和形状切成需要的内包烟叶;第二步:第一刀模伺服电机1009旋转,驱动顶料杆1013顶出,将成品内包烟叶顶出;第三步:第一吸盘摆动气缸1005和第一吸盘升降气缸1006运动,带动第一吸盘摆臂1004运动,安装在第一吸盘摆臂1004上的第一吸盘1003将顶出的内包烟叶取走,并传递给雪茄卷制机构4进行下一步加工;第四步:顶料杆1013和第一吸盘1003工作时需要负压空气,负压空气的负压源由负压机构10提供,如图2所示位置,将吸盘负压空气a接入。
32.本实施例中,外包裁剪机构2的主要组成零部件有第二切刀辊2001、第二刀模2002、第二吸盘2003、第二吸盘摆臂2004、第二吸盘摆动气缸2005、第三连杆2007、第四连杆2008、第二刀模伺服电机2009、第二刀模座体2010、第二切刀辊导轨2011、第二切刀辊伺服电机2012、顶料杆2013、吸盘运动上模2014、吸盘运动下模2015和其它零件组成;如图3所示,外包裁剪机构2的作用是将外包茄衣烟叶裁剪成设定的规格,为雪茄卷制提供外包茄衣,工作时;第一步:操作工将待加工烟叶平铺在第二刀模2002上,切刀辊伺服电机2012旋转通过第三连杆2007带动第四连杆2008,第四连杆2008带动切刀辊2001沿第二切刀辊导轨2011往复运动,第二切刀辊2001滚压过平铺在第二刀模2002上的待加工烟叶,将待加工烟叶按第二刀模2002的尺寸和形状切成需要的外包茄衣;第二步:第二刀模伺服电机2009旋转,驱动顶料杆2013顶出,将成品内包烟叶顶出;第三步:第二吸盘摆动气缸2005运动,带动第二吸盘摆臂2004运动,第二吸盘摆臂2004运动的同时受第二吸盘运动上模2014、第二吸盘运动下模2015的约束,使第二吸盘摆臂2004按既定的轨道运动,安装在第二吸盘摆臂2004上的第二吸盘2003将顶出的内包烟叶取走,并传递给外裹总成6进行下一步加工;第四步:顶料杆2013和第二吸盘2003工作时需要负压空气,负压空气的负压源由负压机构10提供,将吸盘负压空气a接入。
33.本实施例中,芯叶供给机构3的主要组成零部件有料斗箱3001、拨烟杆3002、抓料器3003、滑料板3004、抓料器旋臂3005、推料板3006、推料伺服电机3007、切料伺服电机3008、切料杆3009、容料器3010、抓料伺服电机3011、拨烟伺服电机3012和其它零件组成,如图4所示,芯叶供给机构的作用是为雪茄卷制提供定量的芯叶,并对雪茄进行重量控制,工作时,第一步:待取用的芯叶存放在料斗箱3001内,每次取料时拨烟伺服电机3012旋转带动拨烟杆3002在料斗箱3001内部旋转,实现待取用的芯叶均匀混料的功能;第二步:抓料伺服电机3011旋转带动抓料器旋臂3005往复运动,抓料器3003跟随
抓料器旋臂3005运动,当抓料器3003运动至料斗箱3001内部时,抓料器3003夹紧,实现取料功能,当抓料器3003运动至滑料板3004上方时,抓料器3003松开,将取到的芯叶落入滑料板3004,实现出料功能;第三步:芯叶沿滑料板3004滑入容料器3010,推料伺服电机3007旋转,带动推料板3006挤压容料器3010内的芯叶,并将芯叶挤压到设定的密度,此时切料伺服电机3008旋转,带动切料杆3009运动,将压容料器3010内挤压好的芯叶切断,实现芯叶供给功能。
34.本实施例中,雪茄卷制机构4的主要组成零部件有摆杆伺服电机4001、摆杆电缸4002、卷烟摇臂4003、卷烟胶皮4004、卷烟板4005、卷烟电缸4006、卷烟伺服电机4007和其它零件组成,如图5所示,卷制机构的作用是将内包与芯叶卷制,成为雪茄坯料;工作时,第一步:摆杆伺服电机4001运行驱动摆杆电缸4002做直线往复运动;第二步:摆杆电缸4002带动卷烟摇臂4003进行摆动;卷烟伺服电机4007运行驱动卷烟电缸4006做直线往复运动;第三步:驱动卷烟电缸4006带动卷烟胶皮4004在卷烟板4005上做拉伸运动;这些运动共同作用下,将前道装置传送来并放置在卷烟胶皮4004上的内包叶片和芯叶进行包裹,实现雪茄卷制的功能;定型机构5的主要组成零部件有座体5001、整形轮15002、整形轮25003、推杆气缸5004、推杆5005、加热板5006、整形下压板5007、整形轮伺服电机5008、同步带5009、整形上压板5010、上压板气缸5011、下压板气缸5012、顶出气缸5013、顶出板5014以及其它零件组成,如图6、图7所示,定型机构5的作用是将卷制好的雪茄内坯进行压力整形、加热定型;工作时,第一步:被整形雪茄内坯放置在整形轮1 5002的槽口处,上压板气缸5011运动,带动整形上压板5010将被整形雪茄内坯推入座体5001的槽形内,并压紧,利用座体5001的槽形和整形上压板5010将被整形雪茄内坯整形;第二步:整形上压板5010退回原位后,整形轮伺服电机5008运行,通过同步带5009带动整形轮1 5002、整形轮2 5003同步运动,在安装调试时,确定整形轮1 5002和整形轮2 5003靠近相切点时槽形对齐,当携带被整形雪茄内坯的槽形运行到整形轮1 5002和整形轮2 5003靠近相切点时,推杆气缸5004运动,带动推杆5005将整形轮1 5002槽内的被整形雪茄内坯推送至整形轮25003的槽内进一步整形,推杆5005退回原位后,整形轮伺服电机5008运行,通过同步带5009带动整形轮15002、整形轮25003再次同步运动,当被整形雪茄内坯经过加热板5006时,因加热板5006温度较高可控制调节温度,将被整形雪茄内坯加热定型,整形轮15002、整形轮25003继续同步运动,当被整形雪茄内坯到达整形下压板5007处时,下压板气缸5012运动带动整形下压板5007再次挤压整形被整形雪茄内坯,整形轮15002、整形轮25003继续同步运动,当被整形雪茄内坯到达顶出板5014处时,顶出气缸5013运动,带动顶出板5014将被整形雪茄内坯顶出槽形,完成本机构的雪茄内坯整形、定型功能。
35.本实施例中,外裹总成6的主要组成零部件有机座6001、凸轮组6002、外裹伺服电机6003、挑针气缸6004、挑针6005、搓烟杆组6006、端部整形模6007、端部整形压板6008以及其它零件组成,外裹总成6的作用是将雪茄坯料上再裹一层外包茄衣,工作时,被加工雪茄放置在搓烟杆组6006上,外裹伺服电机6003旋转,带动凸轮组6002运动,凸轮组6002驱动搓烟杆组6006开启,将被加工雪茄坯料夹持在搓烟杆组6006中间,在搓烟杆组6006夹持被加工雪茄坯料转动的同时,前道机构外包裁剪机构2将外包茄衣送入搓烟杆组6006中,此时挑针气缸6004驱动挑针6005将外包茄衣送至被加工雪茄坯料的左侧端部位置,随着被加工雪
茄坯料转动,外包茄衣包裹在被加工雪茄坯料上,同时凸轮组6002驱动端部整形压板6008运动,将旋转过程中的被加工雪茄坯料的右侧端部和外包茄衣同时压紧在端部整形模6007上,使雪茄端部整形,至此完成雪茄坯料上再裹一层外包茄衣的功能;内包传送机构7的主要组成零部件有导轨7001、滑板7002、滑板气缸7003、抓料气缸7004、固定抓料板7005、活动抓料板7006以及其它零件组成,内包传送机构7的作用是将雪茄卷制机构4输出的雪茄烟坯料传递至定型机构5,导轨7001固定在机架11上,其余零部件直接或间接安装在滑板7002上,工作时,滑板气缸7003收缩,带动滑板7002至取料位,此时抓料气缸7004收缩,带动活动抓料板7006运动,使活动抓料板7006和固定抓料板7005之间出现空隙,待被抓取的雪茄烟坯料进入空隙后,抓料气缸7004伸出,带动活动抓料板7006运动,使活动抓料板7006和固定抓料板7005夹紧被抓取的雪茄烟坯料,此时滑板气缸7003伸出,带动滑板7002至放料位,此时抓料气缸7004收缩,带动活动抓料板7006运动,使活动抓料板7006和固定抓料板7005之间出现空隙,使被抓取的雪茄烟坯料落入定型机构5,实现内包传送的功能。
36.本实施例中,外包传送机构8的主要组成零部件有进料伺服电机8001、进料直线电缸8002、齿轮齿条副8003、进料旋臂8004、进料抓手8005、进料抓手压板8006、进料抓手弹簧8007、出料伺服电机8008、出料旋臂8009、出料抓手压板8010、出料抓手8011、出料抓手弹簧8012以及其它零件组成,工作时,进料伺服电机8001旋转,带动进料直线电缸8002往复运动;再通过齿轮齿条副8003驱动进料旋臂8004摆动,进料抓手8005、进料抓手压板8006、进料抓手弹簧8007安装在进料旋臂8004端部,随着进料旋臂8004摆动在取料、放料位置运行;运动至取料位置时,进料抓手压板8006碰触到机座上设定的取料位的死挡铁,进料抓手压板8006带动进料抓手8005打开,当被夹持雪茄内坯进入进料抓手8005时,进料旋臂8004运动离开取料位置,同时进料抓手压板8006也离开机座上设定的取料位的死挡铁;在进料抓手弹簧8007的作用下,雪茄内坯被进料抓手8005夹持,随着进料旋臂8004运动到达放料点;进料抓手压板8006碰触到机座上设定的放料位的死挡铁,进料抓手压板8006带动进料抓手8005打开,被夹持雪茄内坯进入下一机构外裹总成6;出料伺服电机8008旋转,驱动出料旋臂8009摆动,出料抓手压板8010、出料抓手8011、出料抓手弹簧8012安装在出料旋臂8009端部,随着出料旋臂8009摆动在取料、放料位置运行;运动至取料位置时,出料抓手压板8010碰触到机座上设定的取料位的死挡铁,出料抓手压板8010带动出料抓手8011打开,当被夹持雪茄进入出料抓手8011时,出料旋臂8009运动离开取料位置,同时出料抓手压板8010也离开机座上设定的取料位的死挡铁;在出料抓手弹簧8012的作用下,雪茄烟支被出料抓手8011夹持,随着出料旋臂8009运动到达放料点;出料抓手压板8010碰触到机座上设定的放料位的死挡铁,出料抓手压板8010带动出料抓手8011打开,被夹持雪茄内坯进入下一机构出料传送机构9。
37.出料传送机构9的主要组成零部件有进给伺服电机9001、进给直线电缸9002、整形轮电机9003、整形轮39004、裁剪电机9005、右侧剪刀副9006、左侧剪刀副9007、烟支托盘9008、烟支滑板9009、烟支传送带9010、烟支传送电机9011以及其它零件组成,出料传送机构的作用是将包裹外包的雪茄烟支进行裁剪两端、端部整形、将成品传递输出,工作时,视
所加工的雪茄品种不同,确定是否安装右侧剪刀副9006,如果雪茄两侧都是平端口则安装右侧剪刀副9006,如雪茄一侧是平端口,另一侧是圆端口,则不安装右侧剪刀副9006;当生产一侧是平端口另一侧是圆端口的雪茄时,前道机构出料传送机构9夹持雪茄到达左侧剪刀副9007槽口位置时,进给伺服电机9001转动,驱动进给直线电缸9002带动整形轮电机9003和整形轮9004共同前进挤压雪茄烟支;此时整形轮电机9003驱动整形轮9004旋转,在旋转的同时挤压雪茄烟支的端部完成雪茄烟支端部整形功能;待进给伺服电机9001反转,整形轮9004退回原位后,裁剪电机9005驱动左侧剪刀副9007剪切雪茄烟支到规定长度;剪切完的雪茄烟支落入烟支托盘9008,随着左侧剪刀副9007运动的联动,被烟支托盘9008送出至烟支滑板9009,滑落至烟支传送带9010上;烟支传送电机9011驱动烟支传送带9010运行,将雪茄烟支成品传送出本设备;当生产两侧是平端口的雪茄时,前道机构出料传送机构9夹持雪茄到达右侧剪刀副9006和左侧剪刀副9007槽口位置时,裁剪电机9005驱动右侧剪刀副9006和左侧剪刀副9007剪切雪茄烟支到规定长度;剪切完的雪茄烟支落入烟支托盘9008,随着左侧剪刀副9007运动的联动,被烟支托盘9008送出至烟支滑板9009,滑落至烟支传送带9010上;烟支传送电机9011驱动烟支传送带9010运行,将雪茄烟支成品传送出本设备;负压机构10的主要组成零部件有第一负压风机1101、第一出风管1102、第二负压风机1103、第二出风管1104、除尘降噪箱1105、负压阀1106、气缸1108、阀片1109、阀座1110以及其它零件组成,负压机构的主要作用是为内包裁剪机构1、外包裁剪机构2提供吸附烟叶的负压,完成内包片、外包片的裁剪定位、传递交接等功能,工作时,第一负压风机1101旋转,风机的出风口通过第一出风管1102连接到除尘降噪箱1105后通入自然环境,除尘降噪箱1105起到除尘降噪的作用,第一负压风机1101的进风口即为负压口,连接着三个负压调节阀1106,通过负压调节阀将负压提供给外包裁剪机构2使用,第二负压风机1103旋转,风机的出风口通过第二出风管1104连接到除尘降噪箱1105后通入自然环境,第二负压风机1103的进风口即为负压口,连接着三个负压调节阀1106,通过负压调节阀将负压提供给内包裁剪机构1使用。
38.本发明的工作原理及使用流程:工作时需要两名操作人员,分别位于内包裁剪机构1和外包裁剪机构2处;工作时,分别手工将内包烟叶和外包烟叶放置在内包裁剪机构1和外包裁剪机构2上,裁剪出雪茄内包和雪茄外包茄衣;内包裁剪机构1裁剪出的雪茄内包被传递至雪茄卷制机构4,同时芯叶供给机构3也将定量的芯叶传递至雪茄卷制机构4;雪茄卷制机构4将芯叶和内包卷制成雪茄内坯,卷制完成的雪茄内坯通过内包传送机构7传递至定型机构5,定型机构将雪茄内坯整形、定型后通过外包传送机构8传送至外裹总成6;此时外包裁剪机构2裁剪出的外包茄衣也传递至外裹总成6,外裹总成6将外包茄衣包裹在雪茄内坯上,成为雪茄;再通过出料传送机构9将包裹好的雪茄进行端部整形、长度切割后传送出本雪茄卷制机,成为雪茄成品。
39.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以
理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。