1.本实用新型涉及电子雾化设备的技术领域,更具体的说,本实用新型涉及一种具有底部雾化腔的一体式雾化芯。
背景技术:
2.电子雾化设备,一般包括电池组件和雾化器,电池组件内安装有给雾化器供应电源的电池,雾化器包括安装于雾化座上的雾化芯,雾化芯在通电时可将待雾化的溶液即待雾化液加热雾化成汽雾或气溶胶。
3.电子雾化设备具体包括戒烟用的电子烟具、医疗用的药液雾化设备等,其基本任务是提供加热过程,将电子雾化设备内储存的烟液、药液等溶液转化为汽雾、气溶胶、蒸气等。
4.现有的雾化芯,其中一种作为导液体本体的材料一般为长条形的玻纤绳或棉绳,另外一种由陶瓷制成的雾化芯,其加热用的发热材料均为电热丝,电热丝直接缠绕于玻纤绳或棉绳上或置于圆筒形的陶瓷内壁,由于电热丝与导液本体接触面积小,故存在发热面积小,雾化量小,发热不均匀的问题。另外,现有的雾化芯,均需设置在雾化座形成的雾化腔内,在其雾化芯本体上没有设置雾化腔的结构,故待雾化液加热蒸发后形成的汽雾或气溶胶被气流直接向上带出,其中未被雾化或冷凝后的小液滴也容易被气流直接夹带向上而无阻碍地被吸出,不能有效地防水雾。现有多孔陶瓷制成的雾化芯,因其烧结温度和材料的影响,其强度较差,在使用中容易因外力作用或在待雾化液的浸泡下发生碎裂,导致损坏或降低雾化效果。
技术实现要素:
5.本实用新型的目的在于为克服上述技术的不足而提供一种具有底部雾化腔的一体式雾化芯。
6.本实用新型的技术方案是这样实现的:一种具有底部雾化腔的一体式雾化芯,设于电子雾化设备的雾化座上,包括外壳、导液体、发热片和电极引线,所述外壳设有上部开口、下部开口和侧壁通孔,所述导液体套设于所述外壳内壁,所述侧壁通孔被所述导液体外壁遮挡,所述导液体设有竖直的中间通孔,所述中间通孔与所述外壳的上部开口和下部开口连通,所述发热片设于所述导液体的底部,所述电极引线设于所述发热片的两端,所述电极引线从所述外壳的下部开口向下伸出,所述外壳的内部位于所述发热片下面设有底部空腔用于构成雾化腔,所述外壳的内部位于所述导液体上面设有上部空腔用于构成出雾腔,所述外壳由耐热金属材料或耐热致密陶瓷材料制成,所述导液体由多孔陶瓷材料制成,构成所述外壳、导液体、发热片和电极引线的材料置于模具内成型后烧结成一体。
7.优选地,所述外壳位于所述侧壁通孔下方的外壁设有横向伸出的隔离片,所述隔离片的两侧设有加液孔。
8.优选地,所述外壳的下部截面大于其上部截面,所述导液体的下部截面大于其上
部截面。
9.优选地,所述外壳由上部圆管和下部方形管构成,相应地,所述导液体由上部的圆柱体和下部的长方体构成。
10.优选地,所述外壳由上部圆管和下部圆管构成,相应地,所述导液体由上部的圆柱体和下部的圆柱体构成。
11.优选地,所述导液体位于所述侧壁通孔处设有吸液凸部,所述吸液凸部堵塞于所述侧壁通孔。
12.优选地,所述发热片由可发热的片状电阻构成,所述片状电阻刻蚀成具有围绕所述导液体的中间通孔且均匀分布的路线。
13.优选地,所述发热片设于所述导液体的底部表面或埋设于所述导液体内部靠近底部表面的部位。
14.优选地,所述发热片由可发热的电阻材料配置成发热浆料印刷于所述导液体的底部。
15.优选地,所述发热片由镍铬、或钨丝、或银合金、或铁铬铝材料制成。
16.本实用新型的有益效果如下:采用了发热片作为雾化芯加热用的发热电阻,由于发热片与导液体接触面积大,同时发热的面积也大,故发热均匀、产生的雾化量大;另雾化芯的底部即发热片下方设有雾化腔的结构,待雾化液加热蒸发后形成的汽雾或气溶胶向下导出至雾化腔后再向上导出,其中未被雾化或冷凝后的小液滴则向下滴落或凝结,这样就不容易被气流直接夹带向上而被吸出,有效地防止了小液滴或水雾被吸入用户口中,改善了用户的使用体验;又本雾化芯设有外壳,可保护内部的导液体,使多孔陶瓷材料制成的导液体不易发生碎裂而损坏,提高了产品的使用寿命。又金属材料制成的外壳具有良好的热传导性,在使用中很快可以加热待雾化液,可增强其流动性,这样有助于使用粘稠度较高的待雾化液。
附图说明
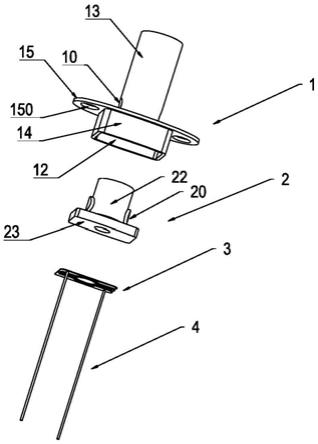
17.图1是本实用新型实施例一的雾化芯的立体结构分解图;
18.图2是本实用新型实施例一的雾化芯的侧视图;
19.图3是本实用新型实施例一的雾化芯的正视图;
20.图4是本实用新型实施例一的雾化芯的剖视图;
21.图5是本实用新型实施例一的雾化芯的俯视图;
22.图6是本实用新型实施例一的雾化芯的仰视图;
23.图7是本实用新型实施例一的雾化芯倒立的立体结构图;
24.图8是本实用新型实施例二的雾化芯的立体结构分解图;
25.图9是本实用新型实施例二的雾化芯的正视图;
26.图10是本实用新型实施例二的雾化芯的剖视图;
27.图11是本实用新型实施例二的雾化芯的俯视图;
28.图12是本实用新型实施例二的雾化芯倒立的立体结构图。
具体实施方式
29.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用于解释本实用新型,并不用于限定本实用新型。
30.本实用新型的具有底部雾化腔的一体式雾化芯,为便于以下行文描述,如图1所示,将该雾化芯朝上竖直放置,本文所述有关各部件的“上、下、左、右、上部、下部、上端、下端、上面、下面”等描述,均是指在该雾化芯朝上竖直放置时各部件的位置关系。另本实用新型的待雾化液,系指待加热雾化的溶液。
31.实施例一
32.如图1
‑
图7所示,本实用新型的具有底部雾化腔的一体式雾化芯,安装于雾化器的雾化座上(图中未示)。该雾化芯由外壳1、导液体2、发热片3和电极引线4构成,外壳1设有上部开口11、下部开口12和中部的侧壁通孔10,外壳1由上部圆管13和下部方形管14构成,外壳1的下部即方形管14的截面面积大于上部即圆管13的截面面积,外壳1位于侧壁通孔10下方的外壁横向伸出设有隔离片15,本实施例中,隔离片15横向设于外壳1的外壁位于上部圆管13和下部方形管14的连接处,隔离片15的两侧设有加液孔150。隔离片15方便将雾化芯安装固定于雾化器的雾化座(图中未示)上,并将雾化座与储液腔进行隔离。隔离片15的两侧设有加液孔150,方便在雾化芯安装后,可通过加液孔150将待雾化液加装到雾化器的储液腔(图中未示)内。
33.导液体2设于外壳1的内部中段,导液体2位于侧壁通孔10处设有吸液凸部20,吸液凸部20堵塞于侧壁通孔10。吸液凸部20堵塞于侧壁通孔10,使得外壳1与导液体2相互嵌合、结合的更紧密,不至于发生松脱。设有吸液凸部20也便于外壳1和导液体2进行一体式制造。侧壁通孔10与雾化器的储液腔连接,这样吸液凸部20可直接从储液腔中吸收传导待雾化液,并通过导液体2将待雾化液传导至导液体2的底部,使待雾化液与发热片3接触,发热片3通电后发热将待雾化液进行加热蒸发成汽雾或气溶胶。导液体2设有竖直的中间通孔21与外壳的上部开口11和下部开口12连通。导液体2由上部的圆柱体22和下部的长方体23构成,导液体2的下部长方体23截面大于上部圆柱体22的截面,便于扩大雾化面积。
34.本实施例的发热片3紧贴设于导液体2的底部表面,其它实施例中,发热片3也可埋设于导液体2内靠近其底部表面处。发热片3也可以由可发热的电阻材料配置成发热浆料印刷于导液体2的底部表面。
35.发热片3的两端设有电极引线4,电极引线4向下伸出于外壳的下部开口12。发热片3由可发热的片状电阻构成,该片状电阻刻蚀成具有围绕导液体的中间通孔21且均匀分布的路线,如图6所示的路线。
36.外壳1的内部下端位于发热片3下面设有底部空腔用于构成雾化腔16,外壳1的内部上端位于导液体2上面设有上部空腔用于构成出雾腔17。雾化腔16设于外壳1的内底部,待雾化液加热形成的汽雾或气溶胶向下蒸发至雾化腔后再通过导液体2的中间通孔21向上导出,其中未被雾化或冷凝后的小液滴则向下滴落或凝结,这样就不容易被气流直接夹带向上而被吸出,有效地防止了小液滴或水雾被吸入用户口中,改善了用户的使用体验。外壳1的下部方形管14的截面面积大于上部圆管13的截面面积,与外壳1相适应地,导液体2的下部23截面大于上部22的截面,这样可以使导液体2、发热片3的发热面积增大,雾化腔16的容
积增加,在单位时间内产生的汽雾或气溶胶的量增加,使用户的使用体验及口感更佳。
37.外壳1由耐热金属材料制成,导液体2由多孔陶瓷材料制成。外壳1由金属材料制成,可以更好地保护由多孔陶瓷材料制成的导液体2,使导液体2在使用中不易发生碎裂。其它实施例中,外壳1也可以由耐热致密陶瓷材料制成。耐热致密陶瓷材料也具有很高的强度,可以有效保护导液体2。
38.外壳1、导液体2、发热片3和电极引线4的材料置于模具内成型后一体烧结制成,这样雾化芯成型为一体,并自带有雾化腔,在装配到雾化器上时,上部只需连接到吸嘴,而下部只需安装到雾化座上,使得零配件减少,安装简单,有利于实现自动化生产。另外,本实用新型的雾化芯,在装配到雾化器上后,雾化芯的外壳1直接置于雾化器的储液腔内,与储液腔内的待雾化液直接接触。而雾化芯的外壳1由金属材料制成,使得发热片3工作时,其多余的热量可很快通过导液体2传导至外壳1,而外壳1可将热量传导给待雾化液,这样可在使用中很快加热待雾化液,使其流动性增加,因此本实用新型的雾化芯可以使用粘稠度较大的待雾化液。
39.实施例二
40.如图8
‑
图12所示,本实用新型的具有底部雾化腔的一体式雾化芯,安装于雾化器的雾化座上(图中未示)。该雾化芯由外壳1、导液体2、发热片3和电极引线4构成,外壳1设有上部开口11、下部开口12和中下部的侧壁通孔10,外壳1由上部圆管13和下部圆管18构成,外壳1的下部圆管18的截面面积大于上部圆管13的截面面积。
41.导液体2设于外壳1的内部中下段,侧壁通孔10在外壳内部被导液体2的外壁遮挡。侧壁通孔10与雾化器的储液腔连接,这样导液体2通过侧壁通孔10即可直接从储液腔中吸收、传导待雾化液,并通过导液体2将待雾化液传导至导液体2的底部,使待雾化液与发热片3接触,发热片3通电后发热将待雾化液进行加热蒸发成汽雾或气溶胶。导液体2设有竖直的中间通孔21与外壳的上部开口11和下部开口12连通。与外壳1相适应地,导液体2由上部的圆柱体22和下部的圆片体24构成,导液体2的下部圆片体24截面大于上部圆柱体22的截面,便于扩大雾化面积。
42.发热片3紧贴设于导液体2的底部,发热片3的两端设有电极引线4,电极引线4向下伸出于外壳的下部开口12。发热片3由可发热的片状电阻构成,该片状电阻刻蚀成具有围绕导液体的中间通孔21且均匀分布的路线,如图12所示的路线。
43.外壳1的内部下端位于发热片3下面设有底部空腔用于构成雾化腔16,外壳1的内部上端位于导液体2上面设有上部空腔用于构成出雾腔17。雾化腔16设于外壳1的内底部,待雾化液加热形成的汽雾或气溶胶向下蒸发至雾化腔后再通过导液体2的中间通孔21向上导出,其中未被雾化或冷凝后的小液滴则向下滴落或凝结,这样就不容易被气流直接夹带向上而被吸出,有效地防止了小液滴或水雾被吸入用户口中,改善了用户的使用体验。上面所述的外壳1的下部圆管14的截面面积大于上部圆管13的截面面积,导液体2的下部24截面大于上部22的截面,这样可以使导液体2、发热片3的发热面积增大,雾化腔16的容积增加,在单位时间内产生的汽雾或气溶胶的量增加,使用户的使用体验及口感更佳。
44.本实施例中,外壳1由耐热金属材料制成,导液体2由多孔陶瓷材料制成。外壳1由耐热金属材料或耐热的致密陶瓷材料制成,可以更好地保护由多孔陶瓷材料制成的导液体2,使导液体2在使用中不易发生碎裂。
45.外壳1、导液体2、发热片3和电极引线4的材料置于模具内成型后一体烧结制成,这样雾化芯成型为一体,并自带有雾化腔,在装配到雾化器上时,上部只需连接到吸嘴,而下部只需安装到雾化座上,使得零配件减少,安装简单,有利于实现自动化生产。另外,本实用新型的雾化芯,在装配到雾化器上后,雾化芯的外壳1直接置于雾化器的储液腔内,与储液腔内的待雾化液直接接触。而雾化芯的外壳1由金属材料制成,使得发热片3工作时,其多余的热量可很快通过导液体2传导至外壳1,而外壳1可将热量传导给待雾化液,这样可在使用中可预热或很快加热待雾化液,使其流动性增加,因此本实用新型的雾化芯可以使用粘稠度较大的待雾化液。
46.以上所描述的仅为本实用新型的较佳实施例,上述具体实施例不是对本实用新型的限制。在本实用新型的技术思想范畴内,可以出现各种变形及修改,凡本领域的普通技术人员根据以上描述所做的润饰、修改或等同替换,均属于本实用新型所保护的范围。