1.本发明涉及一种吸收芯体,尤其涉及一种透气性和吸水性好的吸收物。此外本发明还涉及该吸收物的生产装置。
背景技术:
2.作为卫生用品的核心材料,目前已知的吸收物其结构大多类似,如附图1所示,其一般包括自上而下设置的顶层1、第一喷胶层2、第一颗粒sap层3、无纺布吸收层4、第二颗粒sap层5、第二喷胶层6及底层7,而且现有的吸收物的制造工艺也大多类似,对芯体进行改善的工艺大多是在吸收物的sap镂空区域做一些改善。受限于当前的生产技术瓶颈,目前的吸收物,其颗粒sap层内的sap颗粒一般是均匀分布。均匀排布的sap颗粒使得芯体的透气性较差,而且在一次吸水完成后,芯体表面会形成一层致密层,该致密层使得芯体对水的二次吸收速度大大降低。为此,一些产品的颗粒sap层在沿芯体的长度方向做了一些不布置颗粒sap的条形、s形或井字形连续区域,其余区域的颗粒sap在厚度及广度方向上仍是均匀分布状态。这种改进的吸收物在透气性及吸水性上具有一定的提高,然而,此结构的复合芯体虽有无颗粒sap区域,在平铺状态下,无颗粒sap区域透气性好,其余区域的透气性却较差。同时,在实际应用中,随着无颗粒sap区域在外力作用下受压变形,将使得无颗粒sap区域的透气性变差,而其余区域的透气性本身较差,整体透气效果大打折扣。
3.此外,一些复合芯体通过压制网格或条纹的办法,在芯体上形成一些吸水通道,但本质上,sap仍是均匀分布的,均匀布置的颗粒sap并不会改善透气性,同时在sap吸液后,体积膨胀,也会把压纹撑起进而影响芯体的二次吸液效果。压纹在芯体吸液之后被撑开,这使产品面层与皮肤接触面积大,透气性也会变差。
技术实现要素:
4.为解决上述技术问题,本发明的目的是提供一种具有不均匀分布颗粒sap层的透气性和吸水性好的吸收物。
5.本发明的透气性和吸水性好的吸收物,包括依次设置的顶层、第一吸水层、中间层、第二吸水层及底层,顶层与第一吸水层之间、底层与第二吸水层之间均设置有粘接层,所述第一吸水层包括由吸水颗粒制成且相互分隔的多个第一吸水堆。
6.进一步的,本发明的透气性和吸水性好的吸收物,所述第二吸水层包括由吸水颗粒制成且相互分隔的多个第二吸水堆。
7.进一步的,本发明的透气性和吸水性好的吸收物,所述第一吸水堆及第二吸水堆交错设置。
8.进一步的,本发明的透气性和吸水性好的吸收物,所述第一吸水堆及第二吸水堆均呈底部宽、顶部窄的山丘形堆体。
9.进一步的,本发明的透气性和吸水性好的吸收物,位于中部的第一吸水堆之间的间隔大于位于两侧的第一吸水堆之间的间隔,位于中部的第二吸水堆之间的间隔大于位于
两侧的第二吸水堆之间的间隔。
10.进一步的,本发明的透气性和吸水性好的吸收物,位于左右两侧的第二吸水堆包含的吸水颗粒数大于其他第二吸水堆包含的吸水颗粒数,所述透气性和吸水性好的吸收物的两端通过超声波或热辊压的热粘合的复合方式连接并封闭,所述粘接层由热熔型粘合剂、水溶型粘合剂或溶剂型粘合剂制成。
11.一种上述吸收物的生产装置,包括转印辊,转印辊的辊面上设置有多个互相分隔并用于存储吸水颗粒的存储槽,转印辊的上方设置有料仓,料仓的底面具有与料仓内腔连通的开口,并且料仓的底面与转印辊贴合。
12.进一步的,本发明的吸收物的生产装置,所述存储槽为底部窄、开口宽的凹槽。
13.进一步的,本发明的吸收物的生产装置,位于转印辊中部的存储槽之间的间隔大于位于转印辊两侧的存储槽之间的间隔。
14.进一步的,本发明的吸收物的生产装置,所述转印辊的数目为两个,其中一个转印辊用于转印顶层,另一个转印辊用于底层,用于转印底层的转印辊上,其两端的存储槽的容积大于其中部的存储槽的容积。
15.借由上述方案,本发明至少具有以下优点:本发明的透气性和吸水性好的吸收物,其第一吸水层包括多个分隔设置的第一吸水堆,第一吸水堆由吸水颗粒制成,其优选为sap颗粒。由于多个第一吸水堆分隔设置,第一吸水堆与第一吸水堆之间具有较大的间隙,这种不均匀布置的吸水层使得气体能够轻易通过第一吸水层,从而提高了该吸收物的透气性。同时,吸收物在第一次吸水后,由于第一吸水堆与第一吸水堆之间具有较大的间隙,这使得即使第一吸水层中吸水颗粒吸水膨胀后,各第一吸水堆之间仍具有一定的间隙,吸收物的表面不会形成致密的吸水层,从而使得吸收物在二次吸水时,液体仍然能够快速通过第一吸水层并进入到吸收物内部,最终由第二吸水层对其进行吸水作用。
16.综上所述,本发明的透气性和吸水性好的吸收物具有不均匀分布颗粒sap层,相较于现有的吸收物,其吸收性及透气性更好。
17.此外,本发明的吸收物的生产装置,其转印辊的辊面上设置有多个互相分隔并用于存储吸水颗粒的存储槽,存储槽与第一吸水堆及第二吸水堆对应,从而实现了对该吸收物的生产。
18.上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,并可依照说明书的内容予以实施,以下以本发明的较佳实施例并配合附图详细说明如后。
附图说明
19.图1是现有的吸收物的横截面图;
20.图2是实施例一透气性和吸水性好的吸收物的横截面图;
21.图3是实施例二透气性和吸水性好的吸收物的横截面图;
22.图4是实施例三透气性和吸水性好的吸收物的横截面图;
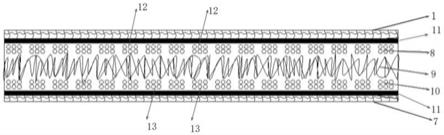
23.图5是实施例四透气性和吸水性好的吸收物的横截面图;
24.图6是实施例四透气性和吸水性好的吸收物的局部平面布置图;
25.图7是实施例五吸收物生产装置的结构示意图;
26.图8是转印辊的截面图。
27.图中,顶层1,第一喷胶层2,第一颗粒sap层3,无纺布吸收层4,第二颗粒sap层5,第二喷胶层6,底层7,第一吸水层8,中间层9,第二吸水层10,粘接层11,第一吸水堆12,第二吸水堆13,转印辊14,存储槽15,料仓16,吸水颗粒17,放卷辊18,喷胶仓19,中间辊20,转向辊21。
具体实施方式
28.下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
29.实施例一:
30.参见图2,本实施例透气性和吸水性好的吸收物,依次设置的顶层1、第一吸水层8、中间层9、第二吸水层10及底层7,顶层与第一吸水层之间、底层与第二吸水层之间均设置有粘接层11,第一吸水层包括由吸水颗粒制成且相互分隔的多个第一吸水堆12。
31.本实施例的吸收物,其第一吸水层包括多个分隔设置的第一吸水堆,第一吸水堆由吸水颗粒制成,其优选为sap颗粒。由于多个第一吸水堆分隔设置,第一吸水堆与第一吸水堆之间具有较大的间隙,这种不均匀布置的吸水层使得气体能够轻易通过第一吸水层,从而提高了该吸收物的透气性。同时,吸收物在第一次吸水后,由于第一吸水堆与第一吸水堆之间具有较大的间隙,这使得即使第一吸水层中吸水颗粒吸水膨胀后,各第一吸水堆之间仍具有一定的间隙,吸收物的表面不会形成致密的吸水层,从而使得吸收物在二次吸水时,液体仍然能够快速通过第一吸水层并进入到吸收物内部,最终由第二吸水层对其进行吸水作用。通过以上描述可知,相较于现有的吸收物,本发明的吸收物其透气性更好、吸水速度更快、二次吸水效果更好。其中,顶层及底层可为无纺布,粘接层由粘性胶制成,其可以是热熔型粘合剂,水溶型粘合剂,溶剂型粘合剂的一种或几种,第一吸水层及第二吸水层分别通过粘接层粘接于顶层和底层上,中间层可由无纺布或透气热风棉制成,顶层及底层可通过热粘合的方式粘接在一起。第一吸水堆可由转印辊粘接于顶层上,实际实施时,转印辊的辊面上雕刻有与第一吸水堆形状对应的凹槽,转印辊上凹槽的分布与第一吸水层的第一吸水堆的分布对应,从而在顶层上形成具有特定分布图案的第一吸水层。此外,透气性和吸水性好的吸收物的两端通过超声波或热辊压的热粘合的复合方式连接并封闭,所述粘接层由热熔型粘合剂、水溶型粘合剂或溶剂型粘合剂制成。
32.实施例二:
33.参见图3,本实施例透气性和吸水性好的吸收物与实施例一基本相同个,其第二吸水层包括由吸水颗粒制成且相互分隔的多个第二吸水堆13。
34.该设置使得第二吸水层具有与第一吸水层类似的特性,从而进一步提高了吸收物的透气性能。
35.实施例三:
36.参见图4,本实施例透气性和吸水性好的吸收物与实施例二基本相似,只是其第一吸水堆及第二吸水堆交错设置。
37.交错式设置的第一吸水堆及第二吸水堆,即第一吸水堆的中部对应第二吸水堆之间的间隔,第一吸水堆之间的间隔对应第二吸水堆的中部,这种设置使得液体能够沿第一吸水堆之间的间隙渗入至底部的第二吸水层,渗入后的液体与第二吸水堆的吸水颗粒外表
面接触,从而显著增加吸收物的吸水速率。
38.实施例四:
39.参见图5和6,本实施例透气性和吸水性好的吸收物与实施例三基本相似,其区别在于第一吸水堆及第二吸水堆均呈底部宽、顶部窄的山丘形堆体。当吸水颗粒在粘接层上按特定产品布局进行排布时,山丘形堆体将最大程度的增加吸水颗粒的外露表面积,进而提高产品的吸水速度。
40.同时,位于中部的第一吸水堆之间的间隔大于位于两侧的第一吸水堆之间的间隔,位于中部的第二吸水堆之间的间隔大于位于两侧的第二吸水堆之间的间隔。该设计在整体的图案布局基础上,对中间部位的第一吸水堆或第二吸水堆的间隙适当提高,使实际使用时产生的液体能够快速的扩散开来。
41.此外,位于左右两侧的第二吸水堆包含的吸水颗粒数大于其他第二吸水堆包含的吸水颗粒数。
42.该设计,提高了吸收物两侧的第二吸水堆中吸水颗粒数,从而防止其侧漏。
43.实施例五:
44.参见图7和8,本实施例为上述透气性和吸水性好的吸收物的生产装置,包括转印辊14,转印辊的辊面上设置有多个互相分隔并用于存储吸水颗粒的存储槽15,转印辊的上方设置有料仓16,料仓的底面具有与料仓内腔连通的开口,并且料仓的底面与转印辊贴合。
45.在转印辊表面设置多个相互分隔的存储槽,使得吸收物的生产装置能够将存储槽内的吸水颗粒吸附于顶层或底层的表面,从而形成第一吸水堆或第二吸水堆。具体工作时,料仓内存储有吸水颗粒17,其优选为sap颗粒,吸水颗粒经料仓底端的开口输出至转印辊表面的存储槽内,同时转印辊在外部传动装置的驱动下转动,进而使得装有吸水颗粒的存储槽与贴合于转印辊表面的顶层或底层接触,顶层及底层优选为无纺布层,其表面喷涂有粘接层,存储槽内的第一吸水堆或第二吸水堆便粘接于无纺布的表层,从而在其表面形成多个具有一定间隔、相互分隔设置的第一吸水堆或第二吸水堆。转印后的顶层及底层连同中间层最终通过热融合的方式形成吸收物。
46.优选的,存储槽为底部窄、开口宽的凹槽。
47.这种形状的存储槽使得由存储槽形成的第一吸水堆或第二吸水堆呈顶部窄、底部宽的山丘形,从而提高吸收物的吸水性。
48.优选的,位于转印辊中部的存储槽之间的间隔大于位于转印辊两侧的存储槽之间的间隔。
49.该设置使得由转印辊转印出的第一吸水层及第二吸水层的中间吸水堆之间的间隔较大,以利于液体快速扩散。
50.优选的,转印辊的数目为两个,其中一个转印辊用于转印顶层,另一个转印辊用于底层,用于转印底层的转印辊上,其两端的存储槽的容积大于其中部的存储槽的容积。
51.该设置使得该转印辊转印出的底层,其两侧的第二吸水堆具有较多的吸水颗粒,从而防止其侧漏。
52.具体工作时,转印辊的一侧设置有放卷辊18,放卷辊与转印辊之间设置有喷胶仓19,两个转印辊之间设置有中间辊20及位于中间辊下方的转向辊21。
53.该设计实现了吸收物的自动、快速生产。具体实施时,由放卷辊输出的顶层接收其
上方喷胶仓喷出的粘胶,从而在其表面形成粘接层,表面具有粘接层的顶层输出至转印辊并受到转印辊的转印作业,从而在其表面形成第一吸水层,与此同时,位于另一侧的转印辊以类似的方式形成底层,最终由一侧转印辊输出的顶层、位于两个转印辊之间的中间辊上的中间层及位于另一侧的转印辊输出的底层通过各自下方的转向辊输出并粘合在一起,从而形成吸收物。其中,第一吸水堆及第二吸水堆均呈底部宽、顶部窄的山丘形堆体。同时,位于中部的第一吸水堆之间的间隔大于位于两侧的第一吸水堆之间的间隔,位于中部的第二吸水堆之间的间隔大于位于两侧的第二吸水堆之间的间隔。此外,位于左右两侧的第二吸水堆包含的吸水颗粒数大于其他第二吸水堆包含的吸水颗粒数。
54.上述吸收物包括依次设置的顶层1、第一吸水层8、中间层9、第二吸水层10及底层7,顶层与第一吸水层之间、底层与第二吸水层之间均设置有粘接层11,第一吸水层包括由吸水颗粒制成且相互分隔的多个第一吸水堆12。其第二吸水层包括由吸水颗粒制成且相互分隔的多个第二吸水堆13。其第一吸水堆及第二吸水堆交错设置。
55.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,本领域技术人员能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的保护范围由所附权利要求而不是上述说明限定。
56.此外,以上仅是本发明的优选实施方式,并不用于限制本发明,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变型,这些改进和变型也应视为本发明的保护范围。同时,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。