1.本实用新型涉及女性卫生产品的生产设备,具体涉及防前后漏卫生巾生产设备。
背景技术:
2.目前常见的卫生巾的主要加工工序有:木浆经粉碎机粉碎,加入高分子混合,在成型鼓上成型为条状,再用卫生纸包覆条状绒毛浆,经过压实和内切,变成芯体;还有一种就是直接线外做好的复合芯体;两侧拒水布对切后,分别与面层两侧复合,复上导流层后与芯体复合,然后经过导流槽压出导流槽形状,再与底膜复合,经过周封,复合上离型纸后外切成型,护翼翻折后贴上护翼离型纸,经过90
°
旋转后,与小包膜复合,三者后贴上快易贴,通过小包封合后切断出成品,所有材料经过热熔胶粘合在一起。
3.卫生巾表面的两侧设有防止侧漏的防漏边,或者采用加长、加厚、加宽等设计,虽然对经血侧漏和后溢起到了一定的效果,但量大或者夜晚睡觉时使用,前后漏的风险依然很大,给女性朋友带来了很多不便和困扰,因此有待改善。
技术实现要素:
4.为了克服现有技术的不足,本实用新型提供防前后漏卫生巾生产设备,具备结构简单、便于操作,同时最大效率的去利用拒水布材料,从而节省成本的优点。
5.本实用新型解决其技术问题所采用的技术方案是:
6.防前后漏卫生巾生产设备,包括芯体复合加工装置、拒水布面层加工装置,拒水布面层加工装置包括:
7.第一放卷辊,用于放卷连续的第一面层;
8.第一裁切机构,安装在第一面层传送路径上并将连续的第一面层裁切成等距离第二面层;
9.负压皮带机构,负压皮带机构用于通过皮带上的负压将第二面层间隔的排列在皮带上;
10.第二放卷辊,用于放卷防水的第一拒水布;
11.刮胶装置,安装在第一拒水布传动路径上,用以对第一拒水布间隔添加结构胶;
12.第二裁切机构,安装在第一拒水布经刮胶装置刮胶后的传动路径上,用以将刮胶后的第一拒水布裁切成等距离的第二拒水布;
13.转移装置,第一放卷辊放卷路径延伸至负压皮带机构,第一裁切机构位于第一放卷辊与负压皮带机构之间,第二裁切机构位于经刮胶装置添加结构胶后第一拒水布的传动路径上,转移装置安装于经第二裁切机构裁切后第二拒水布传动路径与负压皮带机构传动路径之间,用以将第二拒水布放置在负压皮带机构上吸附的第二面层上进行复合,从而将间隔的第二面层连接为连续的防漏面层;
14.作为上述技术方案的改进,其中第一裁切机构,包括第一切刀和驱动第一切刀切割的第一驱动组件,所述第一切刀沿着所述第一面层的宽幅方向设置,间隔切断第一面层。
15.作为上述技术方案的改进,其中第二裁切机构包括第二切刀和驱动第二切刀切割的第二驱动组件,所述第二切刀位于所述第一拒水布传送路径的中部。
16.作为上述技术方案的改进,其中刮胶装置包括刮胶机构,刮胶机构位于第二放卷辊和第二裁切机构之间的传送路径上,刮胶机构用于间隔添加结构胶于第一拒水布上。
17.作为上述技术方案的改进,其中负压皮带机构包括负压盒、吸附皮带和驱动吸附皮带传动的第三驱动组件,所述吸附皮带通过第三驱动组件的驱动在负压盒表面进行传动。
18.作为上述技术方案的改进,其中负压盒顶部开设有若干负压孔,所述吸附皮带上开设有若干吸附孔,所述负压盒内部为中空,一端与真空吸附机连通,用以抽干内部空气。
19.作为上述技术方案的改进,其中转移装置包括转移轮,所述转移轮上设置有旋转部,所述旋转部用于将第二拒水布旋转后输送至第一面层间隔处。
20.本实用新型的有益效果是:本实用新型提供了一种防前后漏卫生巾生产设备,通过拒水布面层加工装置能够分切第一面层,形成第二面层,也能分切第一拒水布,形成第二拒水布,同时在刮胶装置和转移装置的配合下能将第二面层与第二拒水布形成防漏面层,该防漏面层前后两端设置有第二拒水布,且有部分第二拒水布未被添加结构胶露出,能够很好的阻挡液体往防漏面层的前后两端流出,造成不便。
附图说明
21.下面结合附图和实施例对本实用新型进一步说明。
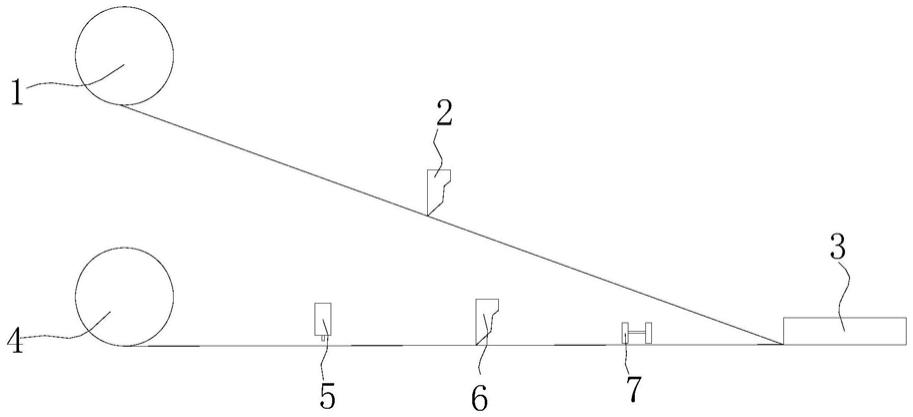
22.图1是本实用新型结构示意图;
23.图2是本实用新型负压皮带机构结构示意图;
24.图3是本实用新型防漏面层结构示意图。
25.图中各附图标记如下:
26.1、第一放卷辊;
27.2、第一裁切机构;21、第一切刀;
28.3、负压皮带机构;31、负压盒;32、吸附皮带;321、吸附孔;
29.4、第二放卷辊;
30.5、刮胶装置;
31.6、第二裁切机构;
32.7、转移装置;
33.8、第二面层;
34.9、第二拒水布。
具体实施方式
35.以下将结合实施例和附图对本实用新型的构思、具体结构及产生的技术效果进行清楚、完整地描述,以充分地理解本实用新型的目的、特征和效果。显然,所描述的实施例只是本实用新型的一部分实施例,而不是全部实施例,基于本实用新型的实施例,本领域的技术人员在不付出创造性劳动的前提下所获得的其他实施例,均属于本实用新型保护的范围。另外,专利中涉及到的所有联接/连接关系,并非单指构件直接相接,而是指可根据具体
实施情况,通过添加或减少联接辅件,来组成更优的联接结构。本实用新型创造中的各个技术特征,在不互相矛盾冲突的前提下可以交互组合。
36.防前后漏卫生巾生产设备,包括芯体复合加工装置、拒水布面层加工装置,芯体复合加工装置用于生产芯体,拒水布面层加工装置用于生产防漏面层,其中芯体加工装置为现有设备,防侧漏卫生巾的生产设备还包括其他设备,如热合设备、包装设备等,这些设备也是现有设备,在此不再赘述。
37.参照图1至图2,拒水布面层加工装置包括:
38.第一放卷辊1,用于放卷连续的第一面层(未绘示),第一面层(未绘示)可选择棉材料,也可选择化纤面层材料;
39.第一裁切机构2,安装在第一面层传送路径上并将连续的第一面层裁切成等距离第二面层8,第二面层8切断长度为38cm;
40.负压皮带机构3,负压皮带机构3用于通过皮带上的负压将第二面层8间隔的排列在皮带上,间隔距离为4cm左右;
41.第二放卷辊4,用于放卷连续的第一拒水布(未绘示);
42.刮胶装置5,安装在第一拒水布传动路径上,用以对第一拒水布(未绘示)间隔添加结构胶,刮胶宽度1~20mm;
43.第二裁切机构6,安装在第一拒水布经刮胶装置5刮胶后的传动路径上,用以将刮胶后的第一拒水布裁切成等距离的第二拒水布9,第二拒水布9切断长度为8cm左右,且第二拒水布9靠近两端处分别有添加的结构胶;
44.转移装置7,第一放卷辊1放卷路径延伸至负压皮带机构3,第一裁切机构2位于第一放卷辊1与负压皮带机构3之间,第二裁切机构6位于经刮胶装置5添加结构胶后第一拒水布的传动路径上,转移装置7安装于经第二裁切机构6裁切后第二拒水布9传动路径与负压皮带机构3传动路径之间,用以将第二拒水布9放置在负压皮带机构3上吸附的第二面层8上进行复合,从而将间隔的第二面层8连接为连续的防漏面层。
45.第一裁切机构2包括第一切刀21和驱动第一切刀21切割的第一驱动组件,第一切刀21沿着第一面层的宽幅方向设置,间隔切断第一面层,从而形成等距离的第二面层8。
46.第二裁切机构6包括第二切刀和驱动第二切刀切割的第二驱动组件,第二切刀位于第一拒水布传送路径的中部,将第一拒水布分割成两条第二拒水布9。
47.刮胶装置5包括刮胶机构,刮胶机构位于第二放卷辊4和第二裁切机构6之间的传送路径上,本实施例中刮胶机构包括两个喷头,用于间隔添加结构胶于第一拒水布上。
48.负压皮带机构3包括负压盒31、吸附皮带32和驱动吸附皮带32传动的第三驱动组件,吸附皮带32通过第三驱动组件的驱动在负压盒31表面进行传传动,又因为负压盒31顶部开设有若干负压孔,吸附皮带32上开设有若干吸附孔321,负压盒31内部为中空,一端与真空吸附机连通,用以抽干内部空气,即造成负压盒31内部负压,然后通过负压盒31上的负压孔传递负压给吸附皮带32,再经吸附皮带32上的吸附孔321传递便可以吸附住放在吸附皮带32表面的产品,在本实施例中,产品指第二面层8,便于第二面层8的运输以及稳固第二面层8与第二拒水布9复合。
49.转移装置7包括转移轮未绘示,转移轮未绘示上设置有旋转部,旋转部用于将第二拒水布9旋转后输送至第一面层间隔处,将第二拒水布9与两条第二面层8的顶部粘胶贴合,
从而形成连续的防漏面层。
50.本实施例的防前后漏卫生巾生产设备,通过拒水布面层加工装置能够分切第一面层,形成第二面层8,也能分切第一拒水布,形成第二拒水布9,同时在刮胶装置5和转移装置7的配合下能将第二面层8与第二拒水布9形成连续的防漏面层,防漏面层包括第二面层8和第二拒水布9,以若干第二面层8为基底,第二面层8的上层左右两端通过结构胶复合连接有第二拒水布9,于是若干第二拒水布9将间隔的若干第二面层8连接起来,形成了连续的防漏面层,其中第二拒水布9与第二面层8连接处重合2cm,在第二面层8顶部复合的第二拒水布9未被添加结构胶露出的约有5mm,用以阻挡液体从第二面层8表面往面层前面或后面流出,与现有技术相比,本实施例的生产设备使用的拒水布材料并不多,且能最大效率的去利用拒水布材料,同时设备结构简单、便于操作。
51.以上是对本实用新型的较佳实施进行了具体说明,但本实用新型创造并不限于实施例,熟悉本领域的技术人员在不违背本实用新型精神的前提下还可做出种种的等同变形或替换,这些等同的变形或替换均包含在本技术权利要求所限定的范围内。