1.本发明涉及纺丝技术领域,具体为一种高光泽度拉伸变形丝的生产加工设备及方法。
背景技术:
2.涤纶是合成纤维中的一个重要品种,是我国聚酯纤维的商品名称,它是以精对苯二甲酸(pta)或对苯二甲酸二甲酯(dmt)和乙二醇(meg)为原料,经酯化或酯交换和缩聚反应而制得的成纤高聚物——聚对苯二甲酸乙二醇酯(pet),经纺丝和后处理制成的纤维,所谓涤纶长丝,是长度为千米以上的丝,长丝卷绕成团,按生产方式的不同,涤纶长丝一般分为初生丝、拉伸丝和变形丝三大类
3.拉伸变形丝一般使用预取向丝为原料,通过拉伸变形一步法制得的低弹丝,其具有一定的弹性,手感不及常规变形丝柔软,虽然质量稳定,强伸已满足服装用要求,但是如今制造的涤纶拉伸变形丝后加工产品舒适柔韧度差,丝束的表面对光折射、反射效果差,光泽度黯淡,且毛丝多,易断头,织出的布料欠缺柔软度和靓丽性。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本发明提供了一种高光泽度拉伸变形丝的生产加工设备及方法,解决了传统的高光泽度拉伸变形丝的生产加工设备及方法制造的涤纶拉伸变形丝后加工产品舒适柔韧度差,丝束的表面对光折射、反射效果差,光泽度黯淡,且毛丝多,易断头,织出的布料欠缺柔软度和靓丽性的问题。
6.(二)技术方案
7.为实现以上目的,本发明通过以下技术方案予以实现:一种高光泽度拉伸变形丝的生产加工设备,包括机架以及固定连接在机架侧壁的安装板;固定连接在所述机架内侧的横梁;从左到右依次固定连接在所述机架上壁的主进料组件、静态混合器、增压泵以及计量泵,所述主进料组件与静态混合器之间固定连接有主进料管,所述主进料管外壁设置有辅料添加组件;固定连接在所述机架侧壁且位于安装板上侧的纺丝箱以及通过滑动结构卡接在纺丝箱下壁的喷丝板,所述纺丝箱进口端与计量泵出口端固定连接,所述喷丝板内壁设置有呈上下贯通的多组喷丝孔;设置在所述纺丝箱内部用于过滤熔体杂质的熔体过滤组件;固定连接在所述机架侧壁且位于喷丝板下侧的环吹风甬道;固定连接在所述横梁上壁的鼓风机,所述鼓风机与环吹风甬道之间通过管道依次固定连接有空气过滤箱、风压调节箱,所述空气过滤箱内部通过卡扣卡接有空气过滤组件;自上而下设置在安装板前壁的上油轮、预网络器、第一gr导轮以及设置在上油轮右侧的第二gr导轮,所述安装板前壁且位于第二gr导轮右侧依次固定连接有用于对初生丝拉伸变形的拉伸变形装置和用于收集成品丝的卷丝装置。
8.优选的,所述主进料组件包括螺杆挤出机、主料筒,所述螺杆挤出机固定连接在机
架上壁且出口端与主进料管远离静态混合器的一端固定连接,所述主料筒固定连接在螺杆挤出机进口端。
9.优选的,所述辅料添加组件包括辅料输入泵、辅料筒,所述辅料输入泵出口端与主进料管外壁固定连接并与之贯通,所述辅料筒固定连接在辅料输入泵进口端。
10.优选的,所述喷丝孔呈不等排列分布在喷丝板内壁,所述喷丝孔呈靠近中心密集、靠近边缘分散的状态分布,所述喷丝孔俯视截面形状为四叶型且四叶端部均有与四叶宽度相同尺寸的方形凸起。
11.优选的,所述滑动结构包括卡槽、卡接凸台,所述卡槽设置在纺丝箱内侧前壁以及后壁且靠近内侧下壁位置,所述卡接凸台设置在喷丝板前壁以及后壁,所卡接凸台与卡槽卡接,所述喷丝板通过卡槽、卡接凸台与纺丝箱卡接。
12.优选的,所述空气过滤组件包括侧盖、空气过滤网,所述侧盖通过卡扣卡接在空气过滤箱侧壁,所述空气过滤网卡接在空气过滤箱内侧壁且朝向侧盖的一侧与侧盖固定连接。
13.优选的,所述熔体过滤组件包括过滤砂、金属滤渣网,所述过滤砂、金属滤渣网自上而下设置在纺丝箱内部。
14.一种高光泽度拉伸变形丝的生产加工方法,所述加工方法包括如下步骤:
15.s1、制备主料聚酯熔体和抑菌聚酯熔体分别注入主料筒和辅料筒,通过螺杆挤出机向主进料管挤出主料聚酯熔体,同步,通过辅料输入泵将辅料筒中的抑菌聚酯熔体输入到主进料管,主料聚酯熔体、抑菌聚酯熔体共同进入静态混合器进行充分融合;
16.s2、融合后的熔体经过增压泵提升输出压力,经计量泵计量后分配到纺丝箱中,经过过滤砂和金属滤渣网的过滤,再通过喷丝板内壁的仿四叶型喷丝孔喷出;
17.s3、经喷丝孔喷出的丝经鼓风机吹风到环吹风甬道冷却,经上油轮上油后,经预网络器网络后再经过第一gr导轮、第二gr导轮后获得高光泽度预取向丝;
18.s4、随后经拉伸变形装置制取高光泽度光拉伸变形丝,进一步通过卷丝装置进行卷绕收集。
19.优选的,所述制备抑菌熔体包括如下步骤:
20.1)、钝化处理制备抑菌剂,以均粒度为20~30纳米ag2o为抗菌剂,在恒温情况下,选用偏心机械搅拌的方式使之分散,把ag2o分散化在碱性溶液中(ph为8~9的纯水),快速拌和,转速比为2000~3800转/min,分散化時间为1.5h,随后在拌和转速比为900~1900转/min与反应温度为45~60℃生产条件下,定速定量注入al(no3)3溶液,保障al(no3)3溶液在30min内注入完成,随后提升反应温度至80℃不间断反应60min,使al3+吸咐在ag2o表层,此时反应器内环境为碱性,在ag2o表层转化成al(oh)3沉积,随后把反应水溶液高速离心(6000转/min,时间20min),搜集底端沉淀物,将沉淀物放入真空干燥机在120℃环境下干燥18小时,制取获得的抑菌剂ag2o;
21.2)、打浆,将c8h6o4,(ch2oh)2,ch3coona(防醚剂),sb2(och2ch2o)3(催化剂)和c6h15o4p(三乙基磷酸酯热稳定剂)注入浆料釜中调配,在15~80℃标准环境下打浆45min获得初步酯化打浆体,将c8h6o4与(ch2oh)2的摩尔比为1:1.35;
22.3)、酯化:在初步酯化打浆体配置完成后,把初步酯化打浆体通过输送管线注入酯化反应釜中,酯化反应温度为230~245℃,工作压力为0.20mpa,反应時间为2h,反应完成后
获得聚合酯化物;
23.4)、预缩聚:将聚合酯化物通过熔体输送管线注入预缩聚反应釜中,在常压下以缩聚反应添加的形式添加抑菌剂纳米ag2o,反应温度为240~265℃,反应时间为1.5h,反应完成后获得低聚物,其中抑菌剂纳米ag2o在低聚物中的质量比为15%;
24.5)、终缩聚:将低聚物通过熔体输送管线注入终聚反应釜中,在高温真空环境下开始终缩聚反应制取获得抑菌聚酯熔体,其中反应温度为280~288℃,反应真空度控制为100~260pa,反应时间为2h。
25.优选的,所述纺丝过程中抑菌聚酯熔体与主料聚酯熔体的质量比为1:5~10,其熔化纺丝加工工艺基本参数为风力为0.7~0.9米/min,纺丝张力传感器为15~18cn,拉伸倍率为1.5~1.8倍,第一gr导轮速度为3196米/min,第二gr导轮速度为3200米/min,预网络器网络压力0.1mpa。
26.优选的,拉伸变形装置加工工艺主要参数为生产加工效率为400~500m/min,拉伸倍率为1.10,磨擦盘的线速度与丝条离开假捻器的速度之比为1.75,形变温度为170℃,定形温度为80℃,网络压力为0.11mpa。
27.优选的,钝化处理制备抑菌时,需要的纳米ag2o在碱性溶液中的质量为20%。
28.优选的,钝化处理制备抑菌时,al(no3)3与纳米ag2o的摩尔比为1:15。
29.(三)有益效果
30.本发明提供了一种高光泽度拉伸变形丝的生产加工设备及方法。具备以下有益效果:
31.1、通过喷丝板上的横截面为四叶型的喷丝孔喷丝,丝束具有仿四叶形的四个叶子以及尾端端口各有一个凸出的正方形,正方形的周长与仿四叶形的四个叶子的宽度同样,凸出的正方形可以起到提高纤维光泽的作用,采取凸出四叶正方形确保纤维折光率和透射率,使得经该设备及加工方法制成的丝束具备高光泽度且色泽艳丽的特点。
32.2、使用化学共沉淀法可以在纳米ag2o表面形成惰性al(oh)3结构,从而降低纳米ag2o的火性,防止纳米ag2o在后段改性添加共混时导致聚合物溶解,在聚酯聚合的整个过程中,通过打浆操作,降低固液反射的界面效应,提高聚合过程中的酯化速率,防止因固液界面过大导致反应试验过长,副产c4h10o3增多,采用加压式酯化加工工艺,保证反应活性,提高反应速率。
33.3、通过鼓风机鼓风进入环吹风甬道对丝束进行降温,经过空气过滤箱过滤后的空气无杂质,避免造成丝束表面污染,同时,经过风压调节箱对风压的调节,使得环吹风甬道上每一根管道进风非常均匀,大大减少丝束毛丝多、易断头的问题。
附图说明
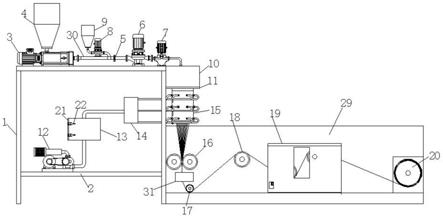
34.图1为本发明整体结构示意图;
35.图2为本发明空气过滤箱内部结构剖视图;
36.图3为本发明纺丝箱内部结构剖视图;
37.图4为本发明喷丝板侧面结构示意图;
38.图5为本发明喷丝板结构俯视图;
39.图6为本发明图5中a处的局部放大图。
40.其中,1、机架;2、横梁;3、螺杆挤出机;4、主料筒;5、静态混合器;6、增压泵;7、计量泵;8、辅料输入泵;9、辅料筒;10、纺丝箱;11、喷丝板;12、鼓风机;13、空气过滤箱;14、风压调节箱;15、环吹风甬道;16、上油轮;17、第一gr导轮;18、第二gr导轮;19、拉伸变形装置;20、卷丝装置;21、侧盖;22、卡扣;23、空气过滤网;24、过滤砂;25、金属滤渣网;26、卡槽;27、卡接凸台;28、喷丝孔;29、安装板;30、主进料管;31、预网络器。
具体实施方式
41.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
42.实施例:
43.如图1到图6所示,本发明实施例提供一种高光泽度拉伸变形丝的生产加工设备,包括机架1以及固定连接在机架1侧壁的安装板29;固定连接在机架1内侧的横梁2;从左到右依次固定连接在机架1上壁的主进料组件、静态混合器5、增压泵6以及计量泵7,主进料组件与静态混合器5之间固定连接有主进料管30,主进料管30外壁设置有辅料添加组件;固定连接在机架1侧壁且位于安装板29上侧的纺丝箱10以及通过滑动结构卡接在纺丝箱10下壁的喷丝板11,纺丝箱10进口端与计量泵7出口端固定连接,喷丝板11内壁设置有呈上下贯通的多组喷丝孔28;设置在纺丝箱10内部用于过滤熔体杂质的熔体过滤组件;固定连接在机架1侧壁且位于喷丝板11下侧的环吹风甬道15;固定连接在横梁2上壁的鼓风机12,鼓风机12与环吹风甬道15之间通过管道依次固定连接有空气过滤箱13、风压调节箱14,空气过滤箱13内部通过卡扣22卡接有空气过滤组件;自上而下设置在安装板29前壁的上油轮16、预网络器31、第一gr导轮17以及设置在上油轮16右侧的第二gr导轮18,安装板29前壁且位于第二gr导轮18右侧依次固定连接有用于对初生丝拉伸变形的拉伸变形装置19和用于收集成品丝的卷丝装置20,拉伸变形装置19以及卷丝装置20均为市面常见技术。
44.主进料组件包括螺杆挤出机3、主料筒4,螺杆挤出机3固定连接在机架1上壁且出口端与主进料管30远离静态混合器5的一端固定连接,主料筒4固定连接在螺杆挤出机3进口端,辅料添加组件包括辅料输入泵8、辅料筒9,辅料输入泵8出口端与主进料管30外壁固定连接并与之贯通,辅料筒9固定连接在辅料输入泵8进口端,通过在线添加辅料形式注入抑菌聚酯熔体。
45.喷丝孔28呈不等排列分布在喷丝板11内壁,喷丝孔28呈靠近中心密集、靠近边缘分散的状态分布,喷丝孔28俯视截面形状为四叶型且四叶端部均有与四叶宽度相同尺寸的方形凸起,通过四叶型的横截面以及方形凸起,可确保纤维折光率和透射率,使得丝束具备高光泽度且色泽艳丽的特点。
46.滑动结构包括卡槽26、卡接凸台27,卡槽26设置在纺丝箱10内侧前壁以及后壁且靠近内侧下壁位置,卡接凸台27设置在喷丝板11前壁以及后壁,卡接凸台27与卡槽26卡接,喷丝板11通过卡槽26、卡接凸台27与纺丝箱10卡接,通过滑动结构可方便的对喷丝板11进行清理维护。
47.空气过滤组件包括侧盖21、空气过滤网23,侧盖21通过卡扣22卡接在空气过滤箱
13侧壁,空气过滤网23卡接在空气过滤箱13内侧壁且朝向侧盖21的一侧与侧盖21固定连接,空气过滤网23固定连接在侧盖21侧壁且与空气过滤箱13卡接,更换时,打开卡扣22拉出侧盖21即可拉出空气过滤网23。
48.熔体过滤组件包括过滤砂24、金属滤渣网25,过滤砂24、金属滤渣网25自上而下设置在纺丝箱10内部,通过双重过滤可充分过滤掉熔体中的杂质以及大颗粒。
49.一种高光泽度拉伸变形丝的生产加工方法,加工方法包括如下步骤:
50.s1、制备主料聚酯熔体和抑菌聚酯熔体分别注入主料筒4和辅料筒9,通过螺杆挤出机3向主进料管30挤出主料聚酯熔体,同步,通过辅料输入泵8将辅料筒9中的抑菌聚酯熔体输入到主进料管30,主料聚酯熔体、抑菌聚酯熔体共同进入静态混合器5进行充分融合,纺丝过程中抑菌聚酯熔体与主料聚酯熔体的质量比为1:5~10;
51.s2、融合后的熔体经过增压泵6提升输出压力,经计量泵7计量后分配到纺丝箱10中,经过过滤砂24和金属滤渣网25的过滤,再通过喷丝板11内壁的仿四叶型喷丝孔28喷出;
52.s3、经喷丝孔28喷出的丝经鼓风机12吹风到环吹风甬道15冷却,风力为0.7~0.9米/min,经上油轮16上油后,经预网络器31网络后再经过第一gr导轮17、第二gr导轮18获得高光泽度预取向丝,纺丝张力传感器为15~18cn,拉伸倍率为1.5~1.8倍,第一gr导轮17速度为3196米/min,第二gr导轮18速度为3200米/min,预网络器31网络压力0.1mpa;
53.s4、随后经拉伸变形装置19制取高光泽度光拉伸变形丝,进一步通过卷丝装置20进行卷绕收集,拉伸变形装置19加工工艺主要参数为生产加工效率为400~500m/min,拉伸倍率为1.10,磨擦盘的线速度与丝条离开假捻器的速度之比为1.75,形变温度为170℃,定形温度为80℃,网络压力为0.11mpa。
54.制备抑菌熔体包括如下步骤:
55.1)、钝化处理制备抑菌剂,以均粒度为20~30纳米ag2o为抗菌剂,在恒温情况下,选用偏心机械搅拌的方式使之分散,把ag2o分散化在碱性溶液中ph为8~9的纯水,快速拌和,转速比为2000~3800转/min,分散化時间为1.5h,随后在拌和转速比为900~1900转/min与反应温度为45~60℃生产条件下,定速定量注入al(no3)3溶液,保障al(no3)3溶液在30min内注入完成,随后提升反应温度至80℃不间断反应60min,使al3+吸咐在ag2o表层,此时反应器内环境为碱性,在ag2o表层转化成al(oh)3沉积,随后把反应水溶液高速离心6000转/min,时间20min,搜集底端沉淀物,将沉淀物放入真空干燥机在120℃环境下干燥18小时,制取获得的抑菌剂ag2o,钝化处理制备抑菌时,需要的纳米ag2o在碱性溶液中的质量为20%,钝化处理制备抑菌时,al(no3)3与纳米ag2o的摩尔比为1:15,抑菌剂纳米ag2o具有良好的抑菌性能,但由于ag2o具有非常高的化学反应活性,在聚酯高温聚合的整个过程中,聚酯会迅速分解,聚合度也会降低,使用化学共沉淀法,该方法可以在纳米ag2o表面形成惰性al(oh)3结构,从而降低纳米ag2o的火性,防止纳米ag2o在后段改性添加共混时导致聚合物溶解;
56.2)、打浆,将c8h6o4,(ch2oh)2,ch3coona防醚剂,sb2(och2ch2o)3催化剂和c6h15o4p三乙基磷酸酯热稳定剂注入浆料釜中调配,在15~80℃标准环境下打浆45min获得初步酯化打浆体,将c8h6o4与(ch2oh)2的摩尔比为1:1.35,在聚酯聚合的整个过程中,首先需要进行打浆操作,使用(ch2oh)2水溶液对c8h6o4及其改性剂进行溶解分散,降低固液反射的界面效应,提高聚合过程中的酯化速率,防止因固液界面过大导致反应试验过长,副
产c4h10o3增多;
57.3)、酯化:在初步酯化打浆体配置完成后,把初步酯化打浆体通过输送管线注入酯化反应釜中,酯化反应温度为230~245℃,工作压力为0.20mpa,反应時间为2h,反应完成后获得聚合酯化物,一般的酯化过程是常压酯化,需要大量的(ch2oh)2,导致(ch2oh)2挥发不可控,酯化过程无法控制,造成大量资源消耗,同时,在整个酯化过程中过量(ch2oh)2会使得副产物c4h10o3含量增加,熔体色值发黄,因此需要加入大量的抗醚剂,导致熔体质量下降,采用加压式酯化加工工艺,通过提高(ch2oh)2的饱和蒸气压,减少(ch2oh)2的挥发量,在提高c8h6o4与(ch2oh)2的接触浓度的基础上,保证反应活性,提高反应速率;
58.4)、预缩聚:将聚合酯化物通过熔体输送管线注入预缩聚反应釜中,在常压下以缩聚反应添加的形式添加抑菌剂纳米ag2o,反应温度为240~265℃,反应时间为1.5h,反应完成后获得低聚物,其中抑菌剂纳米ag2o在低聚物中的质量比为15%,预缩聚中加入表面包覆al(oh)3的纳米ag2o,即可降低原料中c8h6o4打浆后的酸性,而与al2(oh)3反应,溶解钝化纳米ag2o中表面包覆物,加速降解聚酯,在影响后期终缩反应同时,钝化纳米ag2o的可分散性也将提高;
59.5)、终缩聚:将低聚物通过熔体输送管线注入终聚反应釜中,在高温真空环境下开始终缩聚反应制取获得抑菌聚酯熔体,其中反应温度为280~288℃,反应真空度控制为100~260pa,反应时间为2h,最后的终缩反应是进一步提高聚酯熔体相对分子量的全过程,利用酯化的酯交换反应进一步提高聚酯的相对分子量,在酯化反应过程中,采用酯化技术实现钝化纳米ag2o的平衡分散和稳定添加,防止改性材料纳米ag2o的包覆结构被破坏,导致纳米ag2o结构反应熔解聚酯主链,在高温真空条件下,提高了聚酯的流动性,有利于酯交换反应的发展,同时熔体中的中端羧基和端羟基反应脱去水分,控制酯交换反应提高聚酯聚合度,满足后道熔体管道输送及纺丝,防止ag2o原位聚合加速聚酯溶解,导致聚酯熔体粘度过低,溶解聚酯主链。
60.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。