1.本实用新型涉及文具用品生产设备技术领域,尤其涉及一种立体档案袋的成型机构。
背景技术:
2.pp塑料立体档案袋是人们日常生活和办公过程中经常使用的工具,方便用户携带文件。如图3所示,目前的立体档案袋包括膜片01,膜片01包括顶片011、底片012、左侧片013、右侧片014、左翻折片015、右翻折片016、顶封片017、底封片018、袋盖片019和左连接片020,左侧片013的右侧边、右侧片014的左侧边、袋盖片019的后侧边、顶封片017的前侧边分别通过折痕线与顶片011的左侧边、右侧边、前侧边、后侧边连接,右侧片014的右侧边、底封片018的前侧边分别通过折痕线与底片012的左侧边、后侧边连接,左翻折片015的前侧边通过折痕线与左侧片013的后侧边连接,右翻折片016的前侧边通过折痕线与右侧片014的后侧边连接,左连接片020的右侧边通过折痕线与左侧片013的左侧边连接;袋盖片019上设有第一鸡眼钉021、第一飞盘022和跑马线023,第一飞盘022通过第一鸡眼钉021铆接在袋盖片019上,跑马线023的固定端扣紧在第一鸡眼钉021上;底片012上设有第二鸡眼钉024和第二飞盘025,第二飞盘025通过第二鸡眼钉024铆接在底片012上,将底片012翻折盖合在顶片011上,通过热封将左连接片020的左侧边热封在底片012的右侧边上,再将左翻折片015与右翻折片016向内弯折在顶片011与底片012之间,再通过热封将顶封片017热封在底封片018的外侧面上,最后将跑马线023的活动端缠绕在第二鸡眼钉024上以将袋盖片019锁紧在底片012上。上述左右前后是以立体档案袋的展开图的方位来确定的。
3.现在立体档案袋的生产工序一般包括人工模切膜片、人工烫金logo、人工放料热压成型、人工打飞盘、套跑马线及鸡眼钉铆合、人工贴条形码等工序,各个工序均要求精确对位。在其中的热压成型工序中,需要人工将膜片01中的顶片011、底片012、左侧片013、右侧片014、左翻折片015、右翻折片016、顶封片017、底封片018、袋盖片019、左连接片020沿相应的折痕线对折,一般都采用压板压紧对折线的一侧面,再通过机械手将另一侧面向被压紧的一侧面方向翻折,初步翻折成v型,再将翻折成多个v型的膜片01放到热压合装置上进行热压成型,不仅工序复杂,而且对折后难以保持稳定的对折状态和准确的对位,这种热压成型工序无法连贯的生产立体档案袋,自动化程度不高、效率低下。
技术实现要素:
4.本实用新型要解决的技术问题是提供一种立体档案袋的成型机构,这种立体档案袋的成型机构的结构合理,能够使膜片自动翻折并保持稳定状态,而且能够连贯生产立体档案袋,自动化程度高。
5.为了解决上述技术问题,本实用新型采用的技术方案如下:
6.一种立体档案袋的成型机构,其特征在于:包括机架、模压机构、侧封机构和底封机构,模压机构、侧封机构与底封机构均设置在机架上;模压机构包括模压升降机构、模压
板、弹性调节机构、长边推动机构、短边推动机构、浮动托板、长边推板和短边推板,模压升降机构安装在机架上,模压板安装在模压升降机构的动力输出端上,弹性调节机构、长边推动机构与短边推动机构均安装在机架上,浮动托板安装在弹性调节机构的动力输出端上,浮动托板处于模压板的下方并且与模压板接触配合;长边推板安装在长边推动机构的动力输出端上,短边推板安装在短边推动机构的动力输出端上,并且长边推板处于浮动托板的后侧,侧封机构设置在浮动托板的前侧,短边推板、底封机构均设置在浮动托板的左侧,短边推板、长边推板与浮动托板处于同一平面上。
7.工作时,利用外部送料机构将每块裁切好的膜片吸附过来,使顶片放置到浮动托板上,袋盖片处于模压升降机构那一侧,底片处于长边推板上,顶封片处于短边推板那一侧;然后,利用模压升降机构驱动模压板向下移动,使模压板向下按压与浮动托板接触配合,浮动托板在弹性调节机构的弹性作用下向下移动,使得浮动托板凹陷在短边推板与长边推板之间,此时利用长边推动机构驱动长边推板往浮动托板处推动,短边推动机构驱动短边推板往浮动托板处推动,在长边推板与短边推板的推动下使与顶片连接的左侧片、顶封片、右侧片往上翘并竖立起来,并利用长边推板的推动将底片翻转盖合在顶片上;接着利用侧封机构将左连接片热封在底片上,最后利用底封机构将顶封片热封在底封片上,即完成立体档案袋的制作。
8.这种立体档案袋的成型机构的结构合理,能够使膜片自动翻折并保持稳定状态,而且能够连贯生产立体档案袋,自动化程度高。
9.作为本实用新型的优选方案,所述长边推动机构包括长边推动气缸、长边推动滑块和长边推动导轨,长边推动导轨水平设置在所述机架上,长边推动滑块处于长边推动导轨上且能够沿长边推动导轨的长度方向运动,长边推板安装在长边推动滑块上;长边推动气缸安装在机架上,长边推动气缸的活塞杆末端与长边推动滑块传动连接。利用长边推动气缸驱动长边推动滑块沿长边推动导轨的长度方向运动,带动长边推板往浮动托板处推动。
10.作为本实用新型的优选方案,所述短边推动机构包括短边推动气缸、短边推动滑块和短边推动管正,短边推动管正水平设置在所述机架上,短边推动滑块处于短边推动管正上且能够沿短边推动管正的长度方向运动,短边推板安装在短边推动滑块上;短边推动气缸安装在机架上,短边推动气缸的活塞杆末端与短边推动滑块传动连接。利用短边推动气缸驱动短边推动滑块沿短边推动管正的长度方向运动,带动短边推板往浮动托板处推动。
11.作为本实用新型的优选方案,所述模压升降机构包括模压升降气缸、模压吊板、模压滑块和模压导轨,模压升降气缸安装在所述机架上,模压升降气缸的活塞杆朝下设置,模压升降气缸的活塞杆末端与模压吊板的顶部连接,所述模压板的一侧边与模压吊板的底部连接;模压导轨竖直安装在模压吊板的侧面上,模压滑块安装在机架上,模压滑块处于模压导轨上且模压导轨能够在模压滑块中上下运动。利用模压升降气缸驱动模压吊板及其上的模压板沿着模压导轨的长度方向进行上下运动。
12.作为本实用新型的优选方案,所述弹性调节机构包括弹簧、调节螺丝和四根相互平行的第一导向杆,所述机架上设有四个第一导向套,第一导向杆穿过相应的第一导向套,所述浮动托板的底部安装在第一导向杆的上端;弹簧套装在第一导向杆上,弹簧的上端与
浮动托板的底部接触,弹簧的下端与第一导向杆下端的连接块连接。
13.作为本实用新型的优选方案,所述侧封机构包括侧封升降机构和侧封刀,侧封升降机构安装在所述模压升降机构上,侧封刀安装在侧封升降机构的动力输出端上,侧封刀的内部设有第一加热管,并且侧封刀的刀面上设有第一热合条纹。利用第一加热管接通电源使侧封刀发热产生高温,侧封升降机构带动侧封刀向下运动,使侧封刀的条纹面对准左连接片左侧边与底片右侧边的重合处进行热压焊接,使左连接片的左侧边热合在底片的右侧边上。
14.作为本实用新型进一步的优选方案,所述侧封升降机构包括侧封气缸、吊板和两根相互平行的第二导向杆,所述机架上设有两个第二导向套,第二导向杆穿过相应的第二导向套,吊板安装在第二导向杆的下端,所述侧封刀安装在吊板上;侧封气缸安装在机模压升降机构上,侧封气缸的活塞杆朝下设置,侧封气缸的活塞杆末端与吊板的顶面连接。利用侧封气缸驱动吊板及其上的侧封刀进行升降运动。
15.作为本实用新型的优选方案,所述底封机构包括向下折边机构、底封平移机构、底封热压刀模和两个侧向折边机构,两个侧向折边机构分别设置在所述浮动托板后方的左端、右端,向下折边机构设置在所述浮动托板左侧的上方(模压机构的后方),底封平移机构设置在两个侧向折边机构与向下折边机构之间的左侧,底封刀安装在底封平移机构的动力输出端上,底封刀的内部设有第二加热管,并且底封刀的刀面上设有第二热合条纹。当左连接片的左侧边热合在底片的右侧边上之后,先利用两个侧向折边机构分别将左翻折片与右翻折片向内弯折在顶片与底片之间,再利用向下折边机构将底封片向下翻折,使底封片处于左翻折片与右翻折片的外侧,最后利用底封平移机构驱动底封刀向浮动托板左侧移动,利用第二加热管通电加热至额定恒温,使得底封刀的刀面对准顶封片,将顶封片按压在底封片的外侧面上,使顶封片热合在底封片的外侧面上。
16.作为本实用新型进一步的优选方案,所述侧向折边机构包括侧向折边气缸和侧推板,侧向折边气缸安装在所述机架上,侧向折边气缸的活塞杆朝内设置,侧向折边气缸的活塞杆末端与侧推板的连接。利用侧向折边气缸驱动侧推板向内进行水平移动,将往外散开的左翻折片与右翻折片向内弯折在顶片与底片之间。
17.作为本实用新型进一步的优选方案,所述向下折边机构包括向下折边气缸和下推板,向下折边气缸安装在所述模压移动机构上,向下折边气缸的活塞杆朝下设置,向下折边气缸的活塞杆末端与下推板的连接。利用向下折边气缸驱动下推板向下进行垂直移动,将往上翘起的底封片向下翻折,使底封片处于左翻折片与右翻折片的外侧。
18.作为本实用新型进一步的优选方案,所述底封平移机构包括底封气缸、刀座、底封滑块、底封导轨和底封推板,底封气缸安装在所述机架上,底封气缸的活塞杆朝向所述浮动托板的左侧,底封气缸的活塞杆末端与刀座的左端连接,底封滑块安装在刀座的底部上,底封导轨水平安装在所述机架上,底封滑块处于底封导轨上且能够沿底封导轨的长度方向运动;底封推板水平安装在刀座的顶部,所述底封刀安装在刀座的右端,底封刀处于底封推板的下方,并且底封刀的刀面与底封推板的左侧边平齐。在底封刀的上方设置同时移动的底封推板,能够利用底封推板将顶封片按压在底封片上,底封刀再将顶封片热合在底封片的外侧面上。
19.本实用新型与现有技术相比,具有如下优点:
20.这种立体档案袋的成型机构的结构合理,能够使膜片自动翻折并保持稳定状态,而且能够连贯生产立体档案袋,自动化程度高。
附图说明
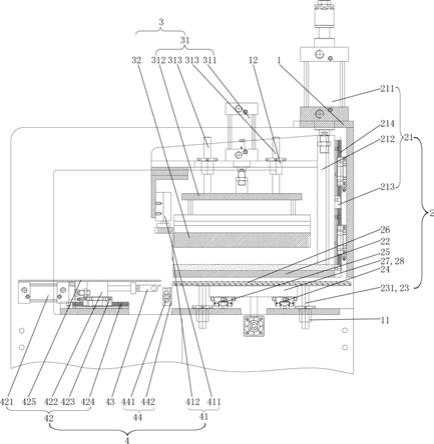
21.图1是本实用新型具体实施例的结构示意图;
22.图2是本实用新型具体实施例中长边推动机构与短边推动机构的结构示意图;
23.图3是本实用新型背景技术中立体档案袋的结构示意图。
具体实施方式
24.下面结合附图和本实用新型的优选实施方式做进一步的说明。
25.如图1-2所示,这种立体档案袋的成型机构,包括机架1、模压机构2、侧封机构3和底封机构4,模压机构2、侧封机构3与底封机构4均设置在机架1上;模压机构2包括模压升降机构21、模压板22、弹性调节机构23、长边推动机构24、短边推动机构25、浮动托板26、长边推板27和短边推板28,模压升降机构21安装在机架1上,模压板22安装在模压升降机构21的动力输出端上,弹性调节机构23、长边推动机构24与短边推动机构25均安装在机架1上,浮动托板26安装在弹性调节机构23的动力输出端上,浮动托板26处于模压板22的下方并且与模压板22接触配合;长边推板27安装在长边推动机构24的动力输出端上,短边推板28安装在短边推动机构25的动力输出端上,并且长边推板27处于浮动托板26的后侧,侧封机构3设置在浮动托板26的前侧,短边推板28、底封机构4均设置在浮动托板26的左侧,短边推板28、长边推板27与浮动托板26处于同一平面上。
26.长边推动机构24包括长边推动气缸241、长边推动滑块242和长边推动导轨243,长边推动导轨243水平设置在机架1上,长边推动滑块242处于长边推动导轨243上且能够沿长边推动导轨243的长度方向运动,长边推板27安装在长边推动滑块242上;长边推动气缸241安装在机架1上,长边推动气缸241的活塞杆末端与长边推动滑块242传动连接。利用长边推动气缸241驱动长边推动滑块242沿长边推动导轨243的长度方向运动,带动长边推板27往浮动托板26处推动。
27.短边推动机构25包括短边推动气缸251、短边推动滑块252和短边推动管正253,短边推动管正253水平设置在机架1上,短边推动滑块252处于短边推动管正253上且能够沿短边推动管正253的长度方向运动,短边推板28安装在短边推动滑块252上;短边推动气缸251安装在机架1上,短边推动气缸251的活塞杆末端与短边推动滑块252传动连接。利用短边推动气缸251驱动短边推动滑块252沿短边推动管正253的长度方向运动,带动短边推板28往浮动托板26处推动。
28.模压升降机构21包括模压升降气缸211、模压吊板212、模压滑块213和模压导轨214,模压升降气缸211安装在机架1上,模压升降气缸211的活塞杆朝下设置,模压升降气缸211的活塞杆末端与模压吊板212的顶部连接,模压板22的一侧边与模压吊板212的底部连接;模压导轨214竖直安装在模压吊板212的侧面上,模压滑块213安装在机架1上,且模压滑块213处于模压导轨214上且模压导轨214能够在模压滑块213中上下运动。利用模压升降气缸211驱动模压吊板212及其上的模压板22沿着模压导轨214的长度方向进行上下运动。
29.弹性调节机构23包括包括弹簧(图中未标示)、调节螺丝(图中未标示)和四根相互
平行的第一导向杆231,机架1上设有四个第一导向套11,第一导向杆231穿过相应的第一导向套11,浮动托板26的底部安装在第一导向杆231的上端;弹簧套装在第一导向杆231上,弹簧的上端与浮动托板26的底部接触,弹簧的下端与第一导向杆231下端的连接块连接。
30.侧封机构3包括侧封升降机构31和侧封刀32,侧封升降机构31安装在机架1上,侧封刀32安装在侧封升降机构31的动力输出端上,侧封刀32的内部设有第一加热丝,并且侧封刀32的刀面上设有第一热合条纹。利用第一加热丝接通电源使侧封刀32发热产生高温,侧封升降机构31带动侧封刀32向下运动,使侧封刀32的刀面对准左连接片020左侧边与底片012右侧边的重合处进行按压,使左连接片020的左侧边热合在底片012的右侧边上。
31.侧封升降机构31包括侧封气缸311、吊板312和两根相互平行的第二导向杆313,机架1上设有两个第二导向套12,第二导向杆313穿过相应的第二导向套12,吊板312安装在第二导向杆313的下端,侧封刀32安装在吊板312上;侧封气缸311安装在机架1上,侧封气缸311的活塞杆朝下设置,侧封气缸311的活塞杆末端与吊板312的顶面连接。利用侧封气缸311驱动吊板312及其上的侧封刀32进行升降运动。
32.底封机构4包括向下折边机构41、底封平移机构42、底封刀43和两个侧向折边机构44,两个侧向折边机构44分别设置在浮动托板26左侧的前端、后端,向下折边机构41设置在浮动托板26左侧的上方,底封平移机构42设置在两个侧向折边机构44与向下折边机构41之间的左侧,底封刀43安装在底封平移机构42的动力输出端上,底封刀43的内部设有第二加热丝,并且底封刀43的刀面上设有第二热合条纹。当左连接片020的左侧边热合在底片012的右侧边上之后,先利用两个侧向折边机构44分别将左翻折片015与右翻折片016向内弯折在顶片011与底片012之间,再利用向下折边机构41将底封片018向下翻折,使底封片018处于左翻折片015与右翻折片016的外侧,最后利用底封平移机构42驱动底封刀43向浮动托板26左侧移动,利用第二加热丝接通电源使底封刀43发热产生高温,使得底封刀43的刀面对准顶封片017,将顶封片017按压在底封片018的外侧面上,使顶封片017热合在底封片018的外侧面上。
33.侧向折边机构44包括侧向折边气缸441和侧推板442,侧向折边气缸441安装在机架1上,侧向折边气缸441的活塞杆朝内设置,侧向折边气缸441的活塞杆末端与侧推板442的连接。利用侧向折边气缸441驱动侧推板442向内进行水平移动,将往外散开的左翻折片015与右翻折片016向内弯折在顶片011与底片012之间。
34.向下折边机构41包括向下折边气缸411和下推板412,向下折边气缸411安装在机架1上,向下折边气缸411的活塞杆朝下设置,向下折边气缸411的活塞杆末端与下推板412的连接。利用向下折边气缸411驱动下推板412向下进行水平移动,将往上翘起的底封片018向下翻折,使底封片018处于左翻折片015与右翻折片016的外侧。
35.底封平移机构42包括底封气缸421、刀座422、底封滑块423、底封导轨424和底封推板425,底封气缸421安装在机架1上,底封气缸421的活塞杆朝向浮动托板26的左侧,底封气缸421的活塞杆末端与刀座422的左端连接,底封滑块423安装在刀座422的底部上,底封导轨424水平安装在机架1上,底封滑块423处于底封导轨424上且能够沿底封导轨424的长度方向运动;底封推板425水平安装在刀座422的顶部,底封刀43安装在刀座422的右端,底封刀43处于底封推板425的下方,并且底封刀43的刀面与底封推板425的左侧边平齐。在底封刀43的上方设置同时移动的底封推板425,能够利用底封推板425将顶封片017按压在底封
片018上,底封刀43再将顶封片017热合在底封片018的外侧面上。
36.工作时,利用外部送料机构将每块裁切好的膜片01吸附过来,使顶片011放置到浮动托板26上,袋盖片019处于模压升降机构21那一侧,底片012处于长边推板27上,顶封片017处于短边推板28那一侧;然后,利用模压升降机构21驱动模压板22向下移动,使模压板22向下按压与浮动托板26接触配合,浮动托板26在弹性调节机构23的弹性作用下向下移动,使得浮动托板26凹陷在短边推板28与长边推板27之间,此时利用长边推动机构24驱动长边推板27往浮动托板26处推动,短边推动机构25驱动短边推板28往浮动托板26处推动,在长边推板27与短边推板28的推动下使与顶片011连接的左侧片013、顶封片017、右侧片014往上翘并竖立起来,并利用长边推板27的推动将底片012翻转盖合在顶片011上;接着利用侧封机构3将左连接片020热封在底片012上,最后利用底封机构4将顶封片017热封在底封片018上,即完成立体档案袋的制作。
37.此外,需要说明的是,本说明书中所描述的具体实施例,其各部分名称等可以不同,凡依本实用新型专利构思所述的构造、特征及原理所做的等效或简单变化,均包括于本实用新型专利的保护范围内。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离本实用新型的结构或者超越本权利要求书所定义的范围,均应属于本实用新型的保护范围。