1.本发明设计布艺收纳箱加工领域,具体为一种收纳箱四合扣打扣设备。
背景技术:
2.随着人们物质生活的不断丰富,人均物品保有量也翻了几十倍,收纳需求旺盛。所以对收纳箱的需求激增,特别是学生群体因其学业需求可能会有较多的书籍到时课桌容纳不下,而收纳箱就可以帮助学生解决这种学习资料存放空间不足的问题。
3.现阶段的布艺收纳箱普遍采用人工加工生产,存在生产效率低、质量不可控、劳动力成本高等缺点。
技术实现要素:
4.本发明目的是为了解决在布艺收纳箱加工生产过程中四合扣打扣环节耗费人工成本比较大的问题。本发明提供了一种四合扣打扣的加工设备。从而解决上述提到的耗时费力的问题。
5.为了实现上述目的本发明采用的技术方案是:一种布艺收纳箱四合扣打扣设备,其包括电气系统,机械系统,plc系统。所述电气系统包括气缸运动系统,振动盘供电系统和工业触摸屏,其所述电气系统受控于plc控制系统。所述机械系统包括内置控制柜,一个自复位启动按钮,两个振动盘,底座,所述底座的下面连接有多个支撑柱,且底座上固定连接有t字型梁,所述t字型梁顶部固定连接有旋转驱动组件和第一气缸,在所述t字型梁的一侧安装有转动轴,所述转动轴上套有转动台,在所述转动台的下方有上扣运输组件固定于t字型梁上,在所述上扣运输组件下设有下扣运输组件固定于t字型梁上,在所述下扣运输组件和上扣运输组件的后方共同连接有气缸组固定于固定杆上,所述下扣运输组件的右侧连接有第四气缸固定于固定杆上,所述上扣运输组件的左侧连接有第三气缸固定于固定杆上。
6.所述旋转驱动组件中旋转驱动的驱动力是由第二气缸提供且气缸的两端都安装有旋转接头。所述的旋转驱动组件是为所述转动轴提供动力,且旋转角度可以有多种。所述的下扣运输组件为楔形机构且为一个气缸对所述楔形机构提供动力。所述下扣运输组件上面开有两条导轨为将下扣送入指定地点。
7.所述四合扣打扣设备为气动四合扣打扣设备,气动四合扣打扣在保证成功打扣的前提下,同时具有成本低廉的优点。在于所述转动台由转动臂,冲扣冲头和冲口冲头组成。所述冲扣冲头和冲口冲头的中间杆上设有弹簧为其提供恢复力。
8.所述气缸组的导杆沿分别沿上扣运输组件和下扣运输组件上的轨道上往复运动。
9.综上所述,由于采用了上述技术方案,本发明的有益效果是
10.1.本发明可以快速高效对布艺收纳箱完成四合扣打扣的环节,每次进行打扣操作时,首先是双冲口冲头对收纳箱进行打孔操作,然后由旋转驱动组件驱动转动轴旋转在通过双冲扣冲头对其进行压扣,而且本发明大量的采用气缸进行驱动,执行高效敏捷,实现了工序间衔接紧凑,加工快速的优点,从而在此环节节省了大量时间和人工成本。
11.2.本发明操作简单,在对整体设备上电后其两振动盘开始工作,通过一个控制按钮实现点动控制,每摁一次按钮设备将完成一个四合扣打扣的工作循环,方便工人灵活的对其操作。
12.3.该设备具有自动检测功能,在上扣和下扣的输送环节通过传感器检测上扣和下扣的有无情况,当运输环节没有检测到上扣或者是下扣设备将自动停止工作,并且会触发提示灯提醒工人进行上料。
附图说明
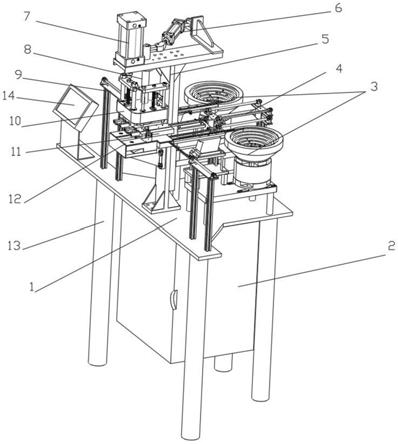
13.图1为本发明整体结构示意图
14.图2为本发明旋转驱动组件结构示意图
15.图3为本发明转动台示意图
16.图4位本发明局部结构图
17.图例说明
18.1、底座;2、控制柜;3、振动盘;4、气缸组;5、t字型梁;6、旋转驱动组件;7、第一气缸;8、转动轴;9、横向气缸(第三气缸,第四气缸);10、转动台;11、上扣运输组件;12、下扣运输组件;13、支撑柱;14工业触摸屏;15、第一旋转接头;16、第二旋转接头;17、第二气缸;18、冲扣冲头;19、转动臂;20、冲口冲头;21、弹簧;22、第三气缸;23、夹紧组件;24、楔形块;25、第五气缸;26、第四气缸;27、连接板;28、第六气缸。
具体实施方式
19.下面将结合本发明实施例中的附图,对本发明例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明,本领域普通技术工人在没有做出创造性劳动力前提下所获得的的所有其他实施例,都属于本发明保护范围。
20.如图1-图4所示,一种用于布艺收纳箱四合扣打扣的设备,包括底座1,底座1底端固定连接多个支撑柱13,且底座的上面连接有一t字型梁5,t字型梁5的顶部固定连接有一旋转驱动组件6和第一气缸7,其中旋转驱动组件6内部包括第二气缸17,第二旋转接头16和第一旋转接头15,,将第二气缸17的直线运动转换为转动轴8的转动运动,t字型梁5的一侧安装有转动轴8,转动轴8与旋转驱动组件6通过键连接,转动轴8上套有转动台10并且通过键连接,转动台10其包含冲口冲头20、冲扣冲头18和转动臂19。
21.下扣运输组件12上设有上扣运输组件11固定于t字型梁5上,上扣运输组件11有两条纵向轨道和一条横向轨道用于运输上扣,在上扣运输组件11的左侧有第三气缸22其在上扣运输组件11的横向导轨上进行往复运动为其纵向的两个轨道运送上扣,上扣运输组件11上有第六气缸28控制其上料的位置,上扣运输组件11下方设有下扣运输组件12固定于t字型梁上。下扣运输组件12有两条纵向轨道和一条横向轨道用于运输下扣,在下扣运输组件12右侧设有第四气缸26其在下扣运输组件12的横向导轨上进行往复运动为其纵向的两个轨道运送下扣,下扣运输组件12下方设有第五气缸25控制其上料的位置,在上扣运输组件11和下扣运输组件12的后方共同连接有气缸组4固定于固定杆上,气缸组4分别在上扣运输组件11和下扣运输组件12的两个纵向轨道里面往复运动用于输送上扣和下扣,上扣运输组
件11和下扣运输组件12的后方分别与两振动盘3相接。
22.综上所述,在一个示例工作循环中,操作人员将布艺收纳箱需要打扣的部位置于下扣运输组件12上然后摁下按钮(图中未示出)旋转驱动组件6通过旋转转动轴8将打孔杆20旋转至打孔钉钉支座12的正上方,然后第一气缸7将冲口冲头20下压从而打穿布艺收纳箱,同时第四气缸26和第三气缸22分别对上扣运输组件11和下扣运输组件12上的两条纵向轨道运输上扣和下扣,打孔过后旋转驱动组件6通过旋转转动轴8将冲扣冲头18旋转至下扣运输组件12的正上方,同时气缸组4的四个气缸将上扣和下扣运送到前端,在通过楔形块24将下扣上升,然后第一气缸7将冲扣冲头18下压两个夹紧组件23,夹紧组件23中的上扣将下落压入布艺收纳箱下面的下扣中,最后将布艺收纳箱取下,从而完成一次打扣的工作循环。
23.在本实施方案中,冲扣冲头18的左右两侧杆头均具有一定的磁性,用于吸住上扣,从而控制上扣的下落状态,避免在上扣下落过程中偏移轨迹影响打扣质量。
24.在本实施方案中,冲扣冲头18和冲口冲头20上面构装有弹簧21,可以在第一气缸7下压过后恢复至初始位置。
25.虽然本发明已以实施例公开如上,但其并非以限定本发明的保护范围,任何熟悉该项技术的技术人员,在不脱离本发明的构思和范围内所做的改动与润饰,均应属于本发明的保护范围。