用于制造纤维料幅的机器
1.本发明涉及一种用于制造纤维料幅,尤其包装纸或纸板幅的机器,其具有至少一个,优选两个在料幅行进方向上相继布置的双重加毡的靴式压榨机。
2.对于具有中克重至高克重或单位面积重量为8g/m2至500g/m2的包装纸和纸板(packaging和board),通常使用四重加毡的所谓串联式nipcoflex压榨机(tnfp),它是带有两个相继布置的分别双重加毡的靴式压榨机的压榨机。在机器速度或幅面运行速度《1200m/min时,通常使用分离抽吸器用于幅面分离,而在机器速度或幅面运行速度高于1200m/min时,通常使用抽吸毡导辊用于幅面分离。
3.图1示出四重加毡的tnfp压榨机10,其两个靴式压榨机12分别配备抽吸毡导辊14用于幅面分离。与此相反,图2示出四重加毡的tnfp压榨机10,其靴式压榨机12分别具有分离抽吸器16用于幅面分离。
4.对于一些包装类型,尤其那些具有带新鲜纤维成分的白色盖层的包装或几乎所有的纸板类型,在t nfp压榨机之后使用平滑压榨机,通过平滑压榨机使纸幅的通过端特别平整光滑。为此不能使用毛毡,因为这必须随光滑的表面进行。根据速度要求,迄今为止对平滑压榨机有两种常见的可选方案,即偏置压榨机(offsetpresse)或铺装压榨机(legepresse)。
5.在偏置压榨机中,纤维料幅在长的、开放的牵引中从tnfp压榨机拉到压区或者偏置压榨机的压榨间隙中,该压榨间隙构造在光滑的顶辊和光滑的底辊之间。在压区之后,纤维料幅为了转移而在长的开放的牵引中导引至随后的干燥机组中。
6.图3示出四重加毡的tnfp压榨机10的示意图,在其后布置有偏置压榨机18。tnfp压榨机10的两个分别双重加毡的靴式压榨机12在此情况下又配备有分离抽吸器16用于幅面分离。
7.偏置压榨机的优点包括,其是最便宜的平滑压榨机,并且通过该平滑压榨机用光滑的辊使纤维料幅的顶侧和底侧平整。然而在大多数情况下仅对一个幅面侧进行平整就足够了。有利的尤其还有,仅需要一个碎浆机20以容纳积累的废料(见图3)。
8.然而偏置压榨机也具有一系列缺点。在tnfp压榨机和偏置压榨机之间和在偏置压榨机之后总共有两个开放的牵引。纤维料幅必须以产生脱离力的高的速度差两次从光滑的辊拉出。因此,最大的幅面运行速度受限于幅面的强度和材料的品质,其涉及异物的夹杂物,该夹杂物像针对断裂的预定断裂位置一样起作用。由于这几年材料的强度和纯度(异物)方面的材料品质不断下降,因此这是一个很重要的问题。由于没有使用运输介质,例如毡,所以纤维料幅必须在偏置压榨机前后克服非常长的开放式牵引。幅面由于气流和重力而受高度的拉伸,这导致必须施加很大的拉力以对此补偿。大的拉力导致纤维料幅的纤维网中的纤维局部脱落。尤其,劈裂强度和所有相关的品质参数急剧下降。纤维料幅也变得多孔。因此,偏置压榨机大多只能用于高达1000m/min的幅面运行速度。
9.偏置压榨机另外的缺点涉及纤维料幅的转移。在幅面宽度上该纤维料幅仅可以被导引至tnfp压榨机的第二底毡。然后,必须切割细条,并且该细条必须首先通过偏置压榨机的开放的压区导引至干燥部。为此,必须在压区前使用绳式切割器。此外,纤维料幅必须偏
转到绳式切割器中,这必须手动进行并带来非常高的事故风险。只有在转移细条和关闭偏置压榨机后,才能将纤维料幅展宽。在两个开放的牵引中转移条带是非常耗时的,因为该过程一方面持续时间长,另一方面必须经常重复,因为敏感的细条容易断裂。
10.由于偏置压榨机既不具有毡,也不具有压榨辊,因此不能进行纤维料幅的脱水,并且因此也不进行干重含量的提高。
11.尽管在偏置辊中,平整通过光滑的接触配合件实现,例如通过陶瓷辊或硬橡胶辊实现。但是纤维料幅在压区中的停留时间很有限。使用了辊压区,其具有仅几厘米(20至50mm之间)的接触长度。尤其对于以非常高的粗糙度来自之前的压榨机的较重的包装和纸板种类,这种很小的接触长度不足以实现平整。为了对此进行补偿,通常应用对于没有软辊和没有可压缩的网毯的硬的压区的高的线负荷,以便通过高的峰值压力补偿在平整时缺失的停留时间。但现在这尤其在纸板种类中产生不良后果,因为在此很大程度上取决于比体积。只有当纸板为了所需的厚度在制造时消耗尽可能少的纤维时,纸板制造才是经济的。
12.在铺装压榨机或直通式压榨机(straight-through)中,纤维料幅在开放的牵引之后从tnfp压榨机铺到毡上。图4示出四重加毡的tnfp压榨机10的示意图,这种铺装压榨机22连接在tnfp压榨机10上。在此,tnfp压榨机10的两个靴式压榨机12在本例中例如还是配设分离抽吸器16,用于幅面分离。在此,在此情况中纤维料幅在开放式牵引之后从tnfp压榨机10的第二靴式压榨机12铺到铺设压榨机22的毡24上。为了在纤维料幅和毡之间不形成干扰性的会导致幅面运行问题的空气层,大多使用抽吸毡导辊26。毡24将纤维料幅输送到铺装压榨机22的压区28中,该压区形成在光滑的顶辊30和在毡侧上的压榨辊32之间。在压区28之后,纤维料幅跟随光滑的顶辊30。为了将纤维料幅转移到干燥部的后续的干燥机组34中,纤维料幅必须以开放的牵引拉出。
13.铺装压榨机的优点包括,纤维料幅通过毡支撑并且以此不必克服长的开放的牵引。以此,包括这种铺装压榨机的方案用于>1000m/min的幅面运行速度。另外的优点在于,在这种铺装压榨机中与偏置压榨机相反的是,在毡侧上使用压榨辊。这种压榨辊配设有储存容量并且可以额外有助于脱水。
14.然而由于铺装压榨机的构造种类,辊压区具有40至140kn/m的线负荷,因此大多没有或只有很少的脱水,并且因此没有实现或只实现可忽略的干重含量增加。通常,考虑到所需的毡调理,在铺装压榨机之后会出现返潮和干重含量下降。
15.铺装压榨机的缺点还包括,在tnfp压榨机和铺装压榨机之后总共出现两次开放的牵引。然而在铺装压榨机中的该开放的牵引明显短于在偏置压榨机中的开放的牵引。铺装压榨机另外的缺点涉及纤维料幅的转移。因此,纤维料幅可以在幅面宽度上仅导引至tnfp压榨机的第二底毡。在此之后必须切割细条,该细条必须首先导引至铺装压榨机的顶辊,然后在第二步骤中从铺装压榨机的顶辊转移到干燥部。这种以两个步骤转移中的缺点上文已述。
16.铺装压榨机尽管具有带有从属的毡调理的毡导引装置。但是它对脱水的帮助不明显。因此它必须以比较高的耗费运行,而优点限于仅对于一侧的平整。由于铺装压榨机具有在机械栈中(im keller)的毡,因此需要两个碎浆机20(见图4),以便容纳第二压榨机后和第三压榨机后积累的废料。通过在机械栈中的毡,两个位置不能与一个碎浆机关联,这带来很高的财务上的额外成本。
17.本发明要解决的技术问题是提供一种尤其适合用于在机器速度或幅面运行速度>1000m/min的情况下制造中等至重的包装纸和纸板种类的开头提到的种类的机器,在该机器中解决了上述问题。在此尤其应实现非常高的平整效果。同时,应保护纸板类中的纤维料幅的比体积,或者在靴式压榨机中采用相应不同的靴式设计或者不同的压力曲线的情况下,也应在平整同时实现压实度的增加或相关性能如沿横向的sct或tsi的增加。在纤维料幅从先前的压榨部转移和转移到后续的干燥部时,在所有情况下应发生微小的牵引,以便尽可能保护纤维料幅和保证层强度以及所有与此相关的另外的质量特性,如沿横向的sct。料幅转移应变得明显更简单和更安全,并且特别是更快地进行,以将可能有的生产损失最小化。最后,一个碎浆机应该足够了。
18.上述技术问题按照本发明地通过具有权利要求1的特征的机器解决。根据本发明的机器的有利应用在权利要求37中给出。按照本发明的机器的优选实施方式从从属权利要求、说明书以及附图得出。
19.根据本发明的用于制造纤维料幅,尤其包装纸或纸板幅的机器包括至少一个,优选两个,在幅面运行方向上先后相继布置的双重加毡的靴式压榨机和至少一个在幅面运行方向上布置在所述两个双重加毡的靴式压榨机后的尤其设计成平滑压榨机的单重加毡的靴式压榨机。
20.由于这种设计,尤其对于重量中等至较重的包装纸和纸板种类在机器速度或幅面运行速度>1000m/min的情况下,可以实现非常高的平整效果,同时保护了纸板种类中的纤维料幅的比体积,或者在靴式压榨机中采用相应不同的靴式设计或者不同的压力曲线时实现了压实度的提高,以此也可以保证与之相关的特性,如沿横向的sct或tsi。在纤维料幅从先前的压榨部转移和转移到后续的干燥部时,只发生轻微的牵引,以此相应保护了纤维料幅。以此保证了层强度以及所有与之相关其他的质量特性,如沿横向的sct。纤维料幅的转移明显简化和更安全,其中尤其可以更快地进行,从而最小化生产损失。此外,只需要一个唯一的碎浆机,以此节省了成本。对于不断变大的生产率,可以实现受保护的或者温和的脱水,而不因为脱水太强造成纤维料幅的侵蚀。根据本发明,总的脱水分布在更大数量的脱水压区上,包括用作平滑辊的单重加毡的靴式压榨机的单重加毡的靴式压榨区。通过靴式压榨区得到比较温和的脱水。
21.根据本发明的机器尤其用于在幅面运行速度>1000m/min的情况下制造克重或单位面积质量为80g/m2至500g/m2的中等重量至较重的包装纸和/或纸板。
22.优选的是,在靴式压榨机的相应靴式压榨区中可以产生≥400kn/m,尤其≥500kn/m,优选≥700kn/m的线力。为了确保足够的脱水时间,靴式压榨机相应的压榨靴有利地具有≥250mm的长度。
23.特别有利的是,尤其至少一个设计为平滑压榨机的单重加毡的靴式压榨机包括尤其上部的靴式压榨辊和尤其下部的光滑的、尤其配设有陶瓷表面或硬橡胶表面的配合辊。在此,靴式压榨辊和配合辊例如可以竖直地相叠地布置。在这种情况下,相关的靴式压榨区基本上笔直或平行于水平面设置的,其中,未被支撑的纤维料幅能近似竖直地向上输送而不掉落。
24.根据另外的有利实施方式,至少一个设计成平滑压榨机的单重加毡的靴式压榨机包括尤其上部的靴式压榨辊和尤其下部的配合辊,下部的配合辊被传送带缠绕。纤维料幅
可以通过这种传送带以封闭的幅面运行传送到干燥部。在此,靴式压榨辊和由传送带缠绕的配合辊例如可以至少基本上竖直地相叠地布置,以此构成笔直设置的或者至少基本上平行于水平面的靴式压榨区。纤维料幅在这种情况下可以至少基本上竖直向上输送而不掉落。然而也可以想到这样的设计,其中,靴式压榨辊和被传送带缠绕的配合辊相对于竖直面错移或倾斜地布置,从而构成单重加毡的靴式压榨机的倾斜布置,纤维料幅可以由传送带支撑地运行到其中,并且以此实现在靴式压榨区后的槽的特别高的收集能力。
25.如上所述,纤维料幅可以通过缠绕单重加毡的靴式压榨机的配合辊的传送带以封闭的幅面运行转移到干燥部中。
26.有利的尤其是,在没有位于外部的导辊的情况下导引相应的传送带环。
27.最后一个单重加毡的靴式压榨机的靴式压榨区中的峰值压力优选等于或大于先前的靴式压榨机的靴式压榨区中的峰值压力。为了使纤维料幅尽可能无折痕地输送通过所有靴式压榨区和进入干燥部的后续干燥机组,在相继的靴式压榨机之间适宜地分别设置0.2%至3.5%的幅面运行速度差。
28.机器的出现废料的不同位置可以配设有共同的碎浆机,以此相应节省成本。在此,在纤维料幅在干燥部中相应断裂时,积聚的废料通过沿幅面运行方向观察的第一干燥筒导入共同的碎浆机。不需要将纤维料幅重新转移通过压榨部。优选地,干燥部的沿幅面运行方向观察的第一干燥筒配有至少一个,优选两个刮刀,用于去除纤维料幅和清洁干燥筒。
29.为了避免自动转移和稳定导出纤维料幅,沿幅面运行方向观察的第一干燥筒或辊的中心与干燥部的后续的第一稳定辊之间的水平距离优选是两个辊的直径的一半之和的≥80%,尤其≥90%,优选≥95%。
30.为了实现尽可能高的清洁效果,在缠绕相应的单重加毡的靴式压榨机的配合辊的传送带上有利地布置有高性能清洁装置,该高性能清洁装置带有至少一个,优选至少两排喷嘴,用于分别产生至少两个单射流,所述单射流从不同方向倾斜地射到传送带表面上。在此尤其可以使用非常细的喷嘴排。高性能清洁装置的喷嘴的压力优选是≥50bar,尤其≥100bar,优选≥120bar。高性能清洁装置的喷嘴的直径优选分别是≤0.7mm,尤其≤0.5mm,优选≤0.3mm。
31.在高性能清洁装置之后,缠绕在相应的单重加毡的靴式压榨机的配合辊上的传送带适宜地配有刮刀,以便从所述转移中去掉幅面残余并清除多余的水。在此,高性能清洁装置和刮刀优选与单重加毡的靴式压榨机的靴式压榨区之后配设的出料辊相对置,以实现相应的支撑效果。
32.相应的双重加毡的靴式压榨机的网毯或者说毡在幅面运行方向上在相应的靴式压榨区后的分离,可以通过尤其布置在底毡的环中的抽吸毡导辊进行。优选的是,抽吸毡导辊或在毡运行方向上后续的、布置在管式抽吸装置前的毡导辊配设有驱动装置。有利的尤其也是,抽吸毡导辊被相关的毡,尤其底毡缠绕≥15
°
,尤其≥30
°
,优选之40
°
的角度。
33.在幅面运行方向上观察的第一和第二靴式压榨机的相邻的抽吸毡导辊之间的纤维料幅的传输距离,和在幅面运行方向上观察的第二和第三靴式压榨机的相邻的抽吸毡导辊之间的纤维料幅的传输距离优选分别《900mm,尤其《750mm,优选《600mm。
34.有利的尤其也是,靴式压榨区后通过相关的毡或传送带对相应的靴式压榨机的配合辊的后缠绕≥20mm,尤其≥45mm,优选≥70mm。
35.适宜的是,被缠绕相应的单重加毡的靴式压榨机的配合辊的传送带围绕导引的导辊中的一个导辊配设有驱动装置。
36.干燥部的沿幅面运行方向观察的第一干燥机组有利地单排设计并具有≤4个,尤其≤3个,优选≤2个干燥筒。
37.缠绕相应的单重加毡的靴式压榨机的配合辊的传送带和毡尤其可以封闭地进入单重加毡的靴式压榨区。以此甚至可以防止在单位面积重量>140g/m2的情况下纤维料幅掉落。
38.此外有利的是,缠绕相应的单重加毡的靴式压榨机的配合辊的传送带包括类似于干燥筛的基础织物,该基础织物用聚氨酯浇透。这种传送带比基于毡形成的带更便宜。
39.缠绕相应的单重加毡的靴式压榨机的配合辊的传送带尤其在幅面运行方向上的表面粗糙度rz优选≤12μm,尤其≤10μm,优选≤8μm。
40.缠绕相应的单重加毡的靴式压榨机的配合辊的传送带在其单重加毡的靴式压榨区之后的传送距离有利的是≤2.5m,尤其≤2.om,优选≤1.5m。
41.在某些情况下也有利的是,相应的双重加毡的靴式压榨机的网毯或者说毡在幅面运行方向上在相应的靴式压榨区后通过分离抽吸器分离。在此,这种分离抽吸器尤其设有五个,优选三个抽吸槽。
42.尤其有利的是,在相应的双重加毡的靴式压榨机的网毯或者说毡在幅面运行方向上在相应的靴式压榨区后通过分离抽吸器分离时,在分离抽吸器之后至将纤维料幅取下到下一个驱动的机组的传送距离是≤1600mm。
43.尤其在相应的双重加毡的靴式压榨机的网毯或者说毡在幅面运行方向上在相应的靴式压榨区后通过分离抽吸器分离时优选的是,在相应的双重加毡的靴式压榨机的下部的毡环中的传输距离之后配设的第一导辊设置有驱动装置。
44.然而与此不同的是也可以想到这种设计方案,其中,尤其在相应的双重加毡的靴式压榨机的网毯或者说毡在幅面运行方向上在相应的靴式压榨区后通过分离抽吸器分离时,在跟随传送距离的第一导辊之后在相应的双重加毡的靴式压榨机的下部的毡环中配设的、沿毡运行方向布置在管式抽吸装置前的导辊配设有驱动装置。
45.优选的是,相应的设置用于双重加毡的靴式压榨机的网毯或者说毡在幅面运行方向上在相应的靴式压榨区后的分离的抽吸毡导辊具有至少两个抽吸区,其中的至少一个抽吸区设计为高真空区。在此,相应的抽吸毡导辊优选具有三个区域,其中的两个抽吸区设计成高真空区。
46.在此尤其有利的是,相应的高真空区具有≥35kpa,尤其≥45kpa,优选≥50kpa的真空。适宜的是,在相应的单重加毡的靴式压榨机的单重加毡的靴式压榨区之后在其传送带环中配设的多个导辊中的一个导辊配设有驱动装置。
47.根据按照本发明的机器的另外的实际的实施方式,在相应的单重加毡的靴式压榨机的传送带环中紧接着其单重加毡的靴式压榨区后,设有两个出料辊,在所述两个出料辊上在传送带运行方向上观察,首先布置有高性能装置,接着布置有至少一个传送带刮刀。在此,高性能装置和所述至少一个刮刀优选分别与一个辊相对置,以此可以实现用于组件的最佳的支撑以及足够的空间。
48.根据本发明的机器尤其用于在幅面运行速度>1000m/min的情况下制造单位面积
质量为80g/m2至500g/m2的中等重量至较重的包装纸和/或纸板。
49.根据本发明的机器的实施例下面参照附图说明,在该附图中:
50.图1示出具有抽吸毡导辊的四重加毡的tnfp压榨机的示意图,
51.图2示出具有分离抽吸器的四重加毡的tnfp压榨机的示意图,
52.图3示出其后接有偏置压榨机的四重加毡的tnfp压榨机的示意图,
53.图4示出接有铺装压榨机的四重加毡的tnfp压榨机的示意图,
54.图5示出根据本发明的机器的示例性实施方式的示意图,其具有两个在幅面运行方向上先后布置的、分别双重加毡的靴式压榨机和在幅面运行方向上布置在其后的单重加毡的靴式压榨机作为平滑压榨机,其具有光滑的下部的辊,
55.图6示出根据本发明的机器的示例性实施方式的示意图,其具有两个在幅面运行方向上先后布置的、分别双重加毡的靴式压榨机和在幅面运行方向上布置在其后的单重加毡的靴式压榨机作为平滑压榨机,其具有靴式压榨辊和被传送带缠绕的配合辊,它们竖直地相叠地布置,以及
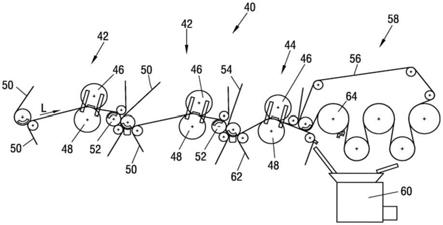
56.图7示出根据本发明的机器的与图6的实施方式相似的示例性实施方式的示意图,然而其中,设为平滑压榨机的单重加毡的靴式压榨机的靴式压榨辊和由传送带缠绕的配合辊相对于竖直面错移或倾斜地相叠地布置。
57.图5至图7分别以示意图示出根据本发明的用于制造纤维料幅,尤其包装纸或纸板幅的机器40的三个示例性实施方式。在此,机器40分别包括两个在幅面运行方向l上先后布置的双重加毡的靴式压榨机42和在幅面运行方向l上布置在这两个双重加毡的靴式压榨机42之后的、设计为平滑压榨机的单重加毡的靴式压榨机44。相应的靴式压榨机42、44包括上部的靴式压榨辊46和下部的配合辊48。至少两个双重加毡的靴式压榨机42的靴式压榨辊46和配合辊48分别相对于竖直面错移并且以此倾斜相叠地布置。
58.相应的双重加毡的靴式压榨机42的网毯或者说毡在幅面运行方向上在相应的靴式压榨区后的分离,分别通过尤其布置在底毡的环中的抽吸毡导辊52进行。
59.在图5所示的实施例中,设置为平滑压榨机的单重加毡的靴式压榨机44的位于下部的配合辊48设置为光滑的辊。与两个先前的靴式压榨机42的靴式压榨辊46和配合辊48不同的是,设置为平滑压榨机的单重加毡的靴式压榨机44的靴式压榨辊46和光滑的配合辊48竖直相叠地布置。纤维料幅与毡54一起被导引通过设置为平滑压榨机的单侧加毡的靴式压榨机44的靴式压榨区。在靴式压榨区之后,纤维料幅被单重加毡的压榨机44的光滑的配合辊48携带并由后续的干燥部的干燥机组58的干燥筛56从光滑的配合辊48上取下。
60.共同的碎浆机60配设给机器40的出现废料的不同位置。
61.根据本发明的机器40的图6所示的实施方式与图5的不同之处首先在于,设置为平滑压榨机的单重加毡的靴式压榨机44具有由传送带62缠绕的配合辊48,并且纤维料幅在设置为平滑压榨机的单侧加毡的靴式压榨机44的靴式压榨区之后由后续的干燥部的干燥机组58的干燥筛56从传送带62上取下。在此,在根据图6的该实施方式中,设置为平滑压榨机的单重加毡的靴式压榨机44的靴式压榨辊46和配合辊竖直相叠地布置,从而得到至少基本水平的压区。
62.在根据图7的实施方式中,与设置为平滑压榨机的单侧加毡的靴式压榨机44的靴式压榨辊46相对置的配合辊48又被传送带62缠绕。然而与根据图6的实施方式不同的是,在
本情况下,靴式压榨辊46和被传送带62缠绕的配合辊48相对于竖直面错移或倾斜地相叠布置,从而构成相对于水平方向倾斜设置的靴式压榨区。
63.在所有在图5至图7所示的根据本发明的机器40的示例性实施方式中,共同的碎浆机60分别配设给机器40的出现废料的不同位置。
64.在根据图5的实施方式中产生在下方在第三靴式压榨机中的光滑的辊的tripple nipcoflex压榨机类型的压榨部,根据本发明的机器40的图6和图7的两个实施方式中分别产生tripple nipcoflex压榨机类型的压榨部,其具有闭合的牵引和在下方在第三靴式压榨机中的传送带。
65.在图5至图7所示的根据本发明的机器40的不同示例性实施方式中,在纤维料幅在干燥部中相应断裂时,积累的废料可以分别通过在幅面运行方向l上观察的第一干燥筒64送入共同的碎浆机60。在此,干燥部的沿幅面运行方向l观察的第一干燥筒64配有两个刮刀66,用于去除纤维料幅和清洁干燥筒64。
66.附图标记列表:
67.10 tnfp压榨机
68.12 靴式压榨机
69.14 抽吸毡导辊
70.16 分离抽吸器
71.18 偏置压榨机
72.20 碎浆机
73.22 铺装压榨机
74.24 毡
75.26 抽吸毡导辊
76.28 压区
77.30 光滑的顶辊
78.32 压榨辊
79.34 干燥机组
80.40 机器
81.42 双重加毡的靴式压榨机
82.44 单重加毡的靴式压榨机
83.46 靴式压榨辊
84.48 配合辊
85.50 毡
86.52 抽吸毡辊
87.52 毡
88.56 干燥筛
89.58 干燥机组
90.60 碎浆机
91.62 传送带
92.64 第一干燥筒
93.66 刮刀
94.l
ꢀꢀ
幅面运行方向