1.本实用新型涉及卡纸加工设备技术领域,尤其涉及一种卡纸刮胶折叠设备。
背景技术:
2.卡纸,用于明信片、卡片、画册衬纸等。纸面较细致平滑,坚挺耐磨。根据用途,还有不同的特性,如明信片卡纸须有良好的耐水性,米色卡纸须有适当的柔软性等。部分卡纸根据设计使用需要折叠成型使用,往往采用人工卷绕折叠,再进行粘贴的方式,生产效率低。
3.现需要一种新型的卡纸刮胶折叠设备,能够自动对卡纸进行折叠刮胶进行粘贴,提高生产效率。
技术实现要素:
4.本实用新型提供了一种卡纸刮胶折叠设备,通过对现有卡纸生产流程进行技术改造,解决了现有卡纸折叠生产效率低下的问题。
5.为解决上述技术问题,本实用新型具体采用如下技术方案:
6.一种卡纸刮胶折叠设备,包括机台、主控系统、上料机构、负压吸附装置、第一安装架、第一驱动装置、刮刀机构、折叠机构和下料台,所述机台上从左至右依次设置有第一工位、第二工位和第三工位,所述第一工位与上料机构相连,所述上料机构用于将卡纸输送至第一工位,所述第二工位上设置有刮刀机构,卡纸上设置有粘贴区域,所述粘贴区域上贴覆有离心纸,所述刮刀机构用于刮去粘贴区域的离心纸,所述第三工位处设置有折叠机构,所述折叠机构用于将卡纸折叠粘接成圈状,所述折叠机构下方设置有下料台;
7.所述第一工位上方还设置有负压吸附装置,所述负压吸附装置用于吸附卡纸,所述负压吸附装置竖直安装在第一安装架上,所述第一安装架与第一驱动装置相连,所述第一驱动装置用于将第一工位上的卡纸输送至第二工位或将第二工位上的卡纸输送至第三工位,所述机台内设置有主控系统,所述主控系统和上料机构、负压吸附装置、刮刀机构和折叠机构电连接。
8.优选的,所述上料结构包括:卡纸槽座、第一提升装置、卡纸托,卡纸托安装在第一提升装置输出端,所述卡纸托上放置有卡纸,卡纸两端设置在卡纸槽座内。
9.优选的,所述机台上还设置有触控显示屏,所述触控显示屏和主控系统电连接。
10.优选的,所述第一驱动装置包括:第一竖直驱动气缸、第一滑块、第一滑轨和第一水平驱动气缸,机台上设置有第一滑轨,第一滑轨上活动安装有第一滑块,所述第一滑块与设置在机台上的第一水平驱动气缸输出端相连,所述第一滑块与第一竖直驱动气缸固定连接,所述第一竖直驱动气缸输出端与第一安装架固定连接。
11.优选的,所述刮刀机构包括:第二水平驱动气缸、第二竖直驱动气缸、第二安装架、刮刀固定件和刮刀,机台上固定安装有第二水平驱动气缸,第二水平驱动气缸输出端连接有第二安装架,所述第二安装架与第二竖直驱动气缸固定连接,第二竖直驱动气缸输出端与刮刀固定件固定连接,所述刮刀固定件上安装设置有刮刀,所述刮刀与卡纸粘贴区域正
对设置。
12.优选的,所述第二工位处还设置有定位按压机构,所述定位按压机构包括驱动转向气缸、连接块和压杆,所述驱动转向气缸安装在机台上,且所述驱动转向气缸输出端与连接块相连,所述连接块另一端竖直安装有压杆,所述驱动转向气缸能够带动连接块上的压杆转动至卡纸处,所述压杆与卡纸相抵触。
13.优选的, 所述折叠机构包括左夹爪结构、第三水平驱动气缸、第三旋转驱动机构、右夹爪结构、第二滑轨、第二滑块、第四水平驱动气缸、第五水平驱动气缸和第四旋转驱动机构,所述第三水平驱动气缸安装在机台上,所述第三水平驱动气缸输出端与第三旋转驱动机构相连,所述第三旋转驱动机构输出端与左夹爪结构相连,所述机台上固定设置有第二滑轨,所述第二滑轨上活动安装有第二滑块,所述机台上还安装设置有第四水平驱动气缸,所述第四水平驱动气缸输出端与第二滑块相固定连接,所述第二滑块上固定安装有第五水平驱动气缸,所述第五水平驱动气缸输出端与第四旋转驱动机构相连,所述第四旋转驱动机构与右夹爪结构相连。
14.优选的, 所述左夹爪结构上侧延伸设置有第一支撑块,所述右夹爪结构下侧延伸设置有第二支撑块,所述第一支撑块与第二支撑块能够在左夹爪结构和右夹爪结构转动后相互贴合夹紧卡纸。
15.优选的,所述第三工位处位于下料台上方还设置有吹气管,所述吹气管正对第三工位上的卡纸设置。
16.相对于现有技术,本实用新型具有如下有益效果:
17.本实用新型生产的卡纸实现了全自动刮胶,全自动去离心纸,自动折叠成圈功能,折叠效果好,一致性强,且生产效率高。还可将刮刀机构可替换安装为点快干胶机构,实现全自动点快干胶工序加工,适用面更广。
附图说明
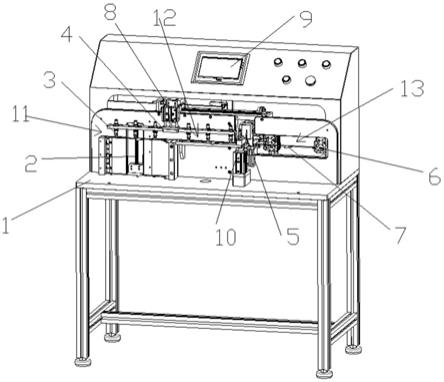
18.图1为本实用新型结构示意图;
19.图2为本实用新型卡纸示意图;
20.图3为本实用新型上料机构示意图;
21.图4为本实用新型第一驱动装置示意图;
22.图5为本实用新型刮刀机构和定位按压机构示意图;
23.图6为本实用新型折叠机构示意图;
24.标号说明:机台1、第一工位11、第二工位12、第三工位13、上料机构2、卡纸槽座21、第一提升装置22、卡纸托23、负压吸附装置3、第一安装架4、刮刀机构5、第二水平驱动气缸51、第二竖直驱动气缸52、第二安装架53、刮刀固定件54、刮刀55、折叠机构6、左夹爪结构61、第一支撑块611、第三水平驱动气缸62、第三旋转驱动机构63、右夹爪结构64、第二支撑块641、第二滑轨65、第二滑块66、第四水平驱动气缸67、第五水平驱动气缸68、第四旋转驱动机构69、卡纸7、粘贴区域71、离心纸72、第一驱动装置8、第一竖直驱动气缸81、第一滑块82、第一滑轨83、第一水平驱动气缸84、触控显示屏9、定位按压机构10、驱动转向气缸101、连接块102、压杆103。
具体实施方式
25.下面结合附图和实施例来详细说明本实用新型的具体内容。
26.如图1-6所示,本实施例提供了一种卡纸刮胶折叠设备,包括机台1、主控系统、上料机构2、负压吸附装置3、第一安装架4、第一驱动装置8、刮刀机构5、折叠机构6和下料台,所述机台1上从左至右依次设置有第一工位11、第二工位12和第三工位13,所述第一工位11与上料机构2相连,所述上料机构2用于将卡纸7输送至第一工位11,所述第二工位12上设置有刮刀机构5,卡纸7上设置有粘贴区域71,所述粘贴区域71上贴覆有离心纸72,所述刮刀机构5用于刮去粘贴区域71的离心纸72,所述第三工位13处设置有折叠机构6,所述折叠机构6用于将卡纸7折叠粘接成圈状,所述折叠机构6下方设置有下料台;
27.所述第一工位11上方还设置有负压吸附装置3,所述负压吸附装置3用于吸附卡纸7,所述负压吸附装置3竖直安装在第一安装架4上,所述第一安装架4与第一驱动装置8相连,所述第一驱动装置8用于将第一工位11上的卡纸7输送至第二工位12或将第二工位12上的卡纸7输送至第三工位13,所述机台1内设置有主控系统,所述主控系统和上料机构2、负压吸附装置3、刮刀机构5和折叠机构6电连接。
28.进一步地,为了实现能对卡纸7进行上料,所述上料结构包括:卡纸槽座21、第一提升装置22、卡纸托23,卡纸托23安装在第一提升装置22输出端,所述卡纸托23上放置有卡纸7,卡纸7两端设置在卡纸槽座21内。
29.进一步地,为了方便操控各模块运行,所述机台1上还设置有触控显示屏9,所述触控显示屏9和主控系统电连接。
30.进一步地,为了实现第一驱动装置8控制负压吸附装置3进行移动,所述第一驱动装置8包括:第一竖直驱动气缸81、第一滑块82、第一滑轨83和第一水平驱动气缸84,机台1上设置有第一滑轨83,第一滑轨83上活动安装有第一滑块82,所述第一滑块82与设置在机台1上的第一水平驱动气缸84输出端相连,所述第一滑块82与第一竖直驱动气缸81固定连接,所述第一竖直驱动气缸81输出端与第一安装架4固定连接。
31.进一步地,所述刮刀机构5包括:第二水平驱动气缸51、第二竖直驱动气缸52、第二安装架53、刮刀固定件54和刮刀55,机台1上固定安装有第二水平驱动气缸51,第二水平驱动气缸51输出端连接有第二安装架53,所述第二安装架53与第二竖直驱动气缸52固定连接,第二竖直驱动气缸52输出端与刮刀固定件54固定连接,所述刮刀固定件54上安装设置有刮刀55,所述刮刀55与卡纸7粘贴区域71正对设置。所述刮刀55能够去除卡纸7上覆盖的离心纸72。
32.进一步地,所述第二工位12处还设置有定位按压机构10,所述定位按压机构10包括驱动转向气缸101、连接块102和压杆103,所述驱动转向气缸101安装在机台1上,且所述驱动转向气缸101输出端与连接块102相连,所述连接块102另一端竖直安装有压杆103,所述驱动转向气缸101能够带动连接块102上的压杆103转动至卡纸7处,所述压杆103与卡纸7相抵触。驱动转向气缸101能够控制连接块102带动压杆103升降及转动,方便转动到第二工位12压紧卡纸7,以及从第二工位12处转离。
33.进一步地,为了实现折叠机构6能够对卡纸7进行折叠,且能够相互粘接成纸圈状,所述折叠机构6包括左夹爪结构61、第三水平驱动气缸62、第三旋转驱动机构63、右夹爪结构64、第二滑轨65、第二滑块66、第四水平驱动气缸67、第五水平驱动气缸68和第四旋转驱
动机构69,所述第三水平驱动气缸62安装在机台1上,所述第三水平驱动气缸62输出端与第三旋转驱动机构63相连,所述第三旋转驱动机构63输出端与左夹爪结构61相连,所述机台1上固定设置有第二滑轨65,所述第二滑轨65上活动安装有第二滑块66,所述机台1上还安装设置有第四水平驱动气缸67,所述第四水平驱动气缸67输出端与第二滑块66相固定连接,所述第二滑块66上固定安装有第五水平驱动气缸68,所述第五水平驱动气缸68输出端与第四旋转驱动机构69相连,所述第四旋转驱动机构69与右夹爪结构64相连。右夹爪结构64进行顺时针转动,左夹爪结构61进行逆时针转动。
34.进一步地,为了使得卡纸7粘接更加稳固,所述左夹爪结构61上侧延伸设置有第一支撑块611,所述右夹爪结构64下侧延伸设置有第二支撑块641,所述第一支撑块611与第二支撑块641能够在左夹爪结构61和右夹爪结构64转动后相互贴合夹紧卡纸7。
35.进一步地,为了方便下料,所述第三工位13处位于下料台上方还设置有吹气管,所述吹气管正对第三工位13上的卡纸7设置。
36.本实施例卡纸生产流程:
37.s1、上料结构提升卡纸物料,到达第一工位;
38.s2、负压吸附装置下降吸纸,抬升,第一水平驱动气缸带动运输至第二工位上方,下降将卡纸物料下放在第二工位上;
39.s3、启动定位按压机构将卡纸固定在第二工位处;
40.s4、启动刮刀机构向卡纸方向靠近,降下刮刀,在卡纸表面水平运动,刮下卡纸表面的离心纸,升上刮刀组件,回退;
41.s5、转动松开定位按压机构, 抬升负压吸附装置,平移将卡纸送到第三工位;
42.s6、启动折叠机构控制左夹爪结构和右夹爪结构向卡纸方向水平移动,夹住卡纸两端,松开负压吸附装置,并负压吸附装置回退到第二工位,右夹爪结构通过第四旋转驱动机构先转动,通过第四水平驱动气缸向左侧夹持机构靠拢,再启动第三旋转驱动机构转动,将卡纸折叠成一个圈并压紧重叠处,通过第一支撑块与第二支撑块将卡纸左侧的下表面与卡纸右侧的上表面贴合粘贴在一起;
43.s7,松开左夹爪结构和右夹爪结构,通过吹气管将折叠粘好的卡纸,吹到下方设置的下料台处。
44.在另一实施例中,对于需要进行点快干胶工序的卡纸,刮刀机构可替换安装为点快干胶机构,通过相同的驱动结构对卡纸产品进行点快干胶工序加工,适用面更广。
45.本实施例生产的卡纸实现了全自动刮胶,全自动去离心纸,自动折叠成圈功能,折叠效果好,一致性强,且生产效率高。还可将刮刀机构可替换安装为点快干胶机构,实现自动点快干胶折叠工序加工,适用面更广。
46.最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
47.本实用新型使用到的标准零件均可以从市场上购买,异形件根据说明书的和附图的记载均可以进行订制,各个零件的具体连接方式均采用现有技术中成熟的螺栓、铆钉、焊接等常规手段,机械、零件和设备均采用现有技术中常规的型号,加上电路连接采用现有技
术中常规的连接方式,在此不再详述。
48.在本实用新型的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”应作广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。