1.本技术涉及纸托包装的领域,尤其是涉及一种双工位纸托成型机。
背景技术:
2.纸托,是以纸箱边角料、新闻纸、白色纯纸浆板(木浆板、甘蔗浆板、竹浆板等)等为原料,经过碎浆并调配成一定比例浓度的浆料,浆料在成型模具上成型,成型好的湿坯再经干燥、热压整型和切边处理而形成不同种类和用途的环保纸制品。由于纸托具有良好的防震、防冲击、防静电、防腐蚀效果,并对环境无污染,更加有利于厂家产品的出口,因此,广泛应用于鸡蛋、电子、电器、电脑、机械零部件、工业仪表、工艺品玻璃、陶瓷、玩具、医药等行业的包装。
3.纸托包装成型过程中,需要将下模具从浆池的浆料中提升并与上模配合,上模需要将成型的纸托向外传出,即下模需要竖向运动,即上模需要水平方向运动,传统方式均通过气缸对下模进行驱动竖向运动,需要调节下模位置时,需要再气缸的对应位置安装接近开关,通过接近开关来控制气缸的活塞杆的位移量,进而调节下模的位置,由于气缸通常设置于机架的顶部,每次调节需要工作人员到机架的顶部来调节接近开关的位置来控制气缸的活塞杆的位移量,从而导致下模的位置不便于调节。
技术实现要素:
4.为了便于对下模的位置进行调节,本技术提供一种双工位纸托成型机。
5.本技术提供的一种双工位纸托成型机采用如下的技术方案:一种双工位纸托成型机,包括机架,机架内设置有成型机构,成型机构包括下模和上模,上模位于下模的上方,机架的顶部设置有驱动下模竖向运动的竖向驱动机构;所述机架的顶部设置有门型架,所述竖向驱动机构包括固设于门型架顶部的气缸,气缸的活塞杆竖直向下设置,气缸的活塞杆端部连接有下模提升架,气缸的活塞杆端部连接于下模提升架的中部,下模连接于下模提升架上;所述下模提升架上固设有链条,门型架的顶部固设有伺服电机一,伺服电机一上固设有编码器,编码器上固设有与链条啮合的齿轮,机架侧壁设置有控制箱,控制箱用于接收编码器测量的链条位移来控制气缸的活塞杆的伸缩位移。
6.通过采用上述技术方案,气缸的活塞杆收回,带动下模提升架和下模向上运动,下模提升架上的链条会跟随下模提升架同步运动,同时带动编码器运动,编码器将链条的位移转换成周期性的电信号,再把这个电信号转变为计数脉冲,用脉冲的个数来表示链条位移的大小,即编码器能够记录下模当下所处的位置,并将位移信息反馈给控制箱,工作人员能够知道下模的上升的准确位移,便于工作人员根据实际情况从控制箱调整气缸的活塞杆的位移,进而便于调节下模所在的位置参数。
7.可选的,所述链条远离下模提升架的一端固设有配重块,机架内壁固设有配重固定架,配重固定架内开设有卡槽,配重块竖向滑移连接于卡槽内。
8.通过采用上述技术方案,配重块能够防止气缸提升作用过大时,导致链条脱离位
移编码器,配重块在配重固定架的卡槽内滑动,使配重块在竖向运动的过程中更稳定。
9.可选的,所述下模对称的两侧固设有导向柱,机架内位于门型架的下方固设有导向座,导向座垂直于门型架设置,导向座的两端开设有供导向柱穿过的导向孔。
10.通过采用上述技术方案,当气缸带动下模提升架和下模竖向运动过程中,导向柱从导向孔中滑动,导向座上的导向孔对导向柱起到导向定位的作用,使下模在竖向运动的过程中更稳定。
11.可选的,所述机架上设置有气管,气管固定连接有一根第一支管,第一支管连接于下模的底部,气管上连接有真空泵,气管上还连接有吹风机,所述第一支管为可伸缩的软管。
12.通过采用上述技术方案,纸托成型过程中,下模内装有浆料并向上运动与上模扣合,真空泵使第一支管呈负压状态,对下模抽真空,使下模内的纸浆脱水而成型于下模中,纸托成型后,吹风机向第一支管内导入气流,第一支管对下模喷气,以便将下模中的纸托吹到上模上,便于纸托与下模脱模。
13.可选的,所述上模的顶部设置有定位板,定位板水平滑移连接于导向座上,导向座的一端延伸出机架外侧,机架上设置有驱动上模水平滑动的横向驱动机构;所述横向驱动机构包括固设于机架上的伺服电机二,伺服电机二的输出轴上固设有螺杆,螺杆转动连接于导向座上,螺杆的轴向水平设置且平行于导轨的长度方向,定位板与螺杆螺纹连接。
14.通过采用上述技术方案,伺服电机二转动,即能驱动定位板沿导向座水平向外滑动,从而能够将上模内成型的纸托向机架外传出,便于纸托的出料。
15.可选的,所述定位板的底部固设有竖向设置的连接杆,连接杆的底部共同固设有固定板,固定板的四个角落处开设有通孔,上模顶部的四个角落处固设有螺纹柱,螺纹柱穿射于通孔内,螺纹柱位于固定板的两侧分别螺纹连接有螺母。
16.通过采用上述技术方案,双螺母一方面将螺纹柱和固定板固定,另一方面便于调节上模在固定板下方的位置。
17.可选的,所述上模的顶部固设有第二支管,第二支管的一端固设于上模上,另一端和气管连接,第二支管为软管。
18.通过采用上述技术方案,成型的纸托卡接于上模内,当纸托跟随上模移动至机架外,第二支管向上模内吹气,气流将上模内的纸托吹下,便于纸托与上模脱离以实现自动下料。
19.可选的,所述上模的一侧设置有喷淋组件;所述喷淋组件包括固设于机架上的进水管,进水管延伸至机架内并固设有喷淋管,喷淋管的底部固设有多个高压喷头,进水管延伸至机架的部分为可伸缩的软管。
20.通过采用上述技术方案,在正常生产的过程中,通过控制箱设定上模和下模加工模之后,此处可自由设定模数,上模出料之后,下模连接的第一支管向下模内间断性的吐气,伺服电机二驱动上模带动清洗高压喷头在下模上方往复前后横移进行冲洗,其中,上模的往复次数可以自主设定,从而将粘贴于下模上的纸浆残渣冲洗下,防止纸浆残渣影响纸托的质量。
21.可选的,所述导向座的底部分别固设有第一限位开关、第二限位开关以及第三限位开关,第一限位开关位于导向座远离伺服电机二的一端,第二限位开关位于导向座的中
部,第三限位开关位于导向座靠近伺服电机二的一端,当上模运动至与第一限位开关、第二限位开关以及第三限位开关位置后控制伺服电机二停止工作。
22.通过采用上述技术方案,当伺服电机二驱动定位板带动上模向机架外运动,定位板底部的连接杆与第三限位开关抵接后,即说明上模运动至机架外,控制伺服电机二停止运动,便于上模对纸托脱模,当伺服电机二驱动上模向机架内运动至连接杆抵接第一限位开关,说明上模运动到下模的正上方,控制伺服电机二停止运动,便于下模与上模能够准确扣合,当上模向机架内运动至连接杆抵接于第三限位开关,上模运动至机架最内层,控制伺服电机二停止运动。
23.可选的,所述机架外侧设置有接料机构;所述包括放置于地面的接料架,接料架内固设有液压缸,液压缸竖向设置,液压缸的活塞杆端部朝上且固设有接料平台;所述接料平台的顶部固设有电子秤,电子秤与控制箱连接,电子秤用于称量纸托的重量并将纸托的重量传输给控制箱,控制箱根据纸托的重量来判断纸托是否满足要求。
24.通过采用上述技术方案,上模将成型的纸托推送至接料平台的正上方,液压缸的活塞杆伸长,推动接料平台向上运动,上模将纸托吹落至接料平台上,从而实现纸托的自动出料;电子秤对纸托称重,根据纸托的重量来判断纸托知否满足要求。
附图说明
25.图1是实施例的结构示意图。
26.图2是实施例的剖视图。
27.图3是实施例为突显进浆口和溢流口的结构示意图。
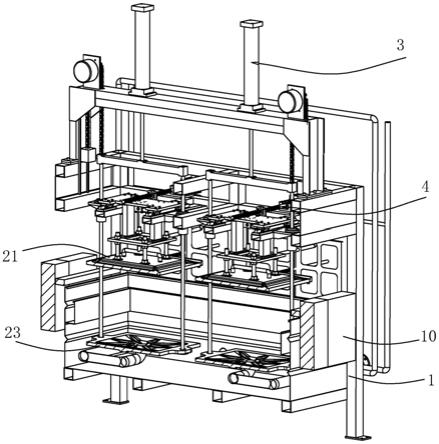
28.图4是实施例为突显机架、下模以及竖向驱动机构而作的结构示意图。
29.图5是实施例为突显机架、上模以及横向驱动机构而作的结构示意图。
30.图6是实施例中上模以及横向驱动机构的爆炸图。
31.图7是实施例中为突显导向座与第一限位开关、第二限位开关以及第三限位开关的位置关系而作的结构示意图。
32.图8是实施例中接料机构的剖视图。
33.附图标记说明:1、机架;10、控制箱;11、出料端;12、进浆口;13、溢流口;14、气管;141、第一支管;142、第二支管;2、成型机构;21、上模;22、喷淋组件;221、进水管;222、喷淋管;223、高压喷头;23、下模;3、竖向驱动机构;31、门型架;32、气缸;33、导向柱;34、导向座;341、导向孔;342、滑轨;343、让位槽;35、下模提升架;351、链条;352、配重块;353、配重固定架;354、卡槽;36、伺服电机一;361、编码器;362、齿轮;4、横向驱动机构;41、伺服电机二;42、螺杆;43、定位板;431、滑移座;432、连接杆;433、固定板;4331、通孔;434、螺纹柱;44、第一限位开关;45、第二限位开关;46、第三限位开关;5、接料机构;51、接料架;52、液压缸;53、接料平台;54、电子秤。
具体实施方式
34.以下结合附图1-8对本技术作进一步详细说明。
35.本技术实施例公开一种双工位纸托成型机。参照图1和图2,一种双工位纸托成型机包括机架1,机架1内开设有用于承载浆料的纸浆槽,机架1内设置有两个结构相同的成型
机构2,每个成型机构2均包括下模22和上模21,上模21位于下模22的上方,机架1的顶部设置有驱动下模22竖向运动的竖向驱动机构3,同时设置有驱动上模21水平运动的横向驱动机构4,机架1对称的两侧设置有控制箱10,控制箱10用于控制竖向驱动机构3和横向驱动机构4以控制上模21或下模22配合工作;竖向驱动机构3驱动下模22竖向运动,下模22与上模21扣合并形成纸托,横向驱动机构4驱动上模21水平运动,将纸托从机架1内出料。
36.参照图3,机架1垂直于控制箱10的一侧为出料端11,远离出料端11一侧的底部开设有进浆口12,进浆口12用于供浆料进入到机架1内,机架1的中部开设有溢流口13,溢流口13和进浆口12位于机架1侧壁的同侧,溢流口13用于供多余的浆料回流。
37.参照图4,机架1的顶部固设有门型架31,竖向驱动机构3包括固设于门型架31顶部的两个气缸32,两个气缸32分别对应不同的下模22,下模22对称的两侧固设有导向柱33,导向柱33的轴向竖向设置,机架1内位于门型架31的下方固设有两组导向座34,每组导向座34分别对应一个下模22,导向座34垂直于门型架31设置,导向座34的两端开设有供导向柱33穿过的导向孔341,导向座34上的导向孔341对导向柱33起到导向定位的作用,导向柱33远离下模22的一端穿过导向座34后共同固设有下模提升架35,气缸32的活塞杆端部穿过门型架31后固设于下模提升架35的中部。
38.为了准确控制下模22竖向运动的位置,两个工位的下模提升架35相背的一端固设有链条351,门型架31的顶部固设有伺服电机一36,伺服电机一36上固设有编码器361,编码器361上固设有齿轮362,齿轮362和链条351啮合,链条351远离下模提升架35的一端固设有配重块352,机架1内壁固设有配重固定架353,配重固定架353内开设有卡槽354,配重块352竖向滑移连接于卡槽354内。
39.气缸32的活塞杆收回,带动下模提升架35和下模22向上运动,下模提升架35上的链条351会跟随下模提升架35同步运动,同时带动编码器361运动,编码器361的作用是将链条351的位移转换成周期性的电信号,再把这个电信号转变为计数脉冲,用脉冲的个数来表示链条351位移的大小,即编码器361能够记录下模22当下所处的位置,并将位置信息反馈给控制箱10,便于工作人员根据实际情况调整下模22所在的位置参数。配重块352能够防止气缸32提升作用过大时,导致链条351脱离位移编码器361,配重块352在配重固定架353的卡槽354内滑动,使配重块352在竖向运动的过程中更稳定。
40.机架1位于溢流口13的同侧设置有两根气管14,两根气管14分别位于溢流口13的两侧,气管14与外部气源连接,气管14固定连接有一根第一支管141,第一支管141连接于下模22的底部,气管14上连接有真空泵(图中未显示),此外气管14上还连接有吹风机(图中未显示),第一支管141为可伸缩的软管;纸托成型过程中,下模22内装有浆料向上运动并与上模21扣合,真空泵使第一支管141呈负压状态,对下模22抽真空,使下模22内的纸浆脱水而成型于下模22中,纸托成型后,吹风机向第一支管141内导入气流,第一支管141对下模22喷气,以便将下模22中的纸托吹到上模21上,便于纸托与下模22脱模。
41.参照图5和图6,导向座34的顶部两侧固设有滑轨342,滑轨342上滑移连接有定位板43,导向座34的长度大于机架1的宽度,导向座34远离溢流口13的一端延伸出机架1外,定位板43底部的四个角落处螺栓固设有滑移座431,滑移座431滑移连接于滑轨342上。
42.定位板43的底部固设有竖向设置的连接杆432,导向座34内开设有让位槽343,连接杆432从导向座34的让位槽343向下延伸,连接杆432的底部共同固设有固定板433,固定
板433的四个角落处开设有通孔4331。上模21顶部的四个角落处固设有螺纹柱434,螺纹柱434穿射于通孔4331内,螺纹柱434位于固定板433的两侧分别螺纹连接有螺母,双螺母一方面将螺纹柱434和固定板433固定,另一方面便于调节上模21在固定板433下方的位置。上模21的顶部固设有第二支管142,第二支管142的一端固设于上模21上,另一端和气管14连接,第二支管142为软管;成型的纸托卡接于上模21内,当纸托跟随上模21移动至机架1外,第二支管142向上模21内吹气,气流将上模21内的纸托吹下,便于纸托与上模21脱离以实现自动下料。
43.为了便于对下模22进行冲洗,上模21远离出料端11的一侧设置有喷淋组件211;喷淋组件211包括固设于机架1上的进水管2111,进水管2111延伸至机架1内并固设有喷淋管2112,喷淋管2112固设于下模22远离出料端11的一侧,喷淋管2112的底部固设有多个高压喷头2113,进水管2111延伸至机架1的部分为可伸缩的软管;在正常生产的过程中,通过控制箱10设定上模21和下模22加工100模之后,此处可自由设定模数,上模21出料之后,下模22连接的第一支管141向下模22内间断性的吐气,伺服电机二41驱动上模21带动清洗高压喷头2113在下模22上方往复前后横移进行冲洗,其中,上模21的往复次数可以自主设定,从而将粘贴于下模22上的纸浆残渣冲洗下,防止纸浆残渣影响纸托的质量。
44.参照图7,横向驱动机构4包括固设于机架1上的伺服电机二41,伺服电机二41的输出轴上固设有螺杆42,螺杆42转动连接于导向座34上,螺杆42的轴向水平设置且平行于导轨的长度方向,定位板43与螺杆42螺纹连接,伺服电机二41转动,即能驱动定位板43沿滑轨342水平滑动。导向座34的底部分别固设有第一限位开关44、第二限位开关45以及第三限位开关46,第一限位开关44位于导向座34远离伺服电机二41的一端,第二限位开关45位于导向座34的中部,第三限位开关46位于导向座34靠近伺服电机二41的一端。当伺服电机二41驱动定位板43带动上模21向机架1外运动,定位板43底部的连接杆432与第三限位开关46抵接后,即说明上模21运动至机架1外,控制伺服电机二41停止运动,便于上模21对纸托脱模。当伺服电机二41驱动上模21向机架1内运动至连接杆432抵接第一限位开关44,说明上模21运动到下模22的正上方,控制伺服电机二41停止运动,便于下模22与上模21能够准确扣合,当上模21向机架1内运动至连接杆432抵接于第三限位开关46,上模21运动至机架1最内层,控制伺服电机二41停止运动。
45.参照图8,机架1外侧设置有两个接料机构5,接料机构5与上模21一一对应,接料机构5包括放置于地面的接料架51,接料架51内固设有液压缸52,液压缸52竖向设置,液压缸52的缸体固设于接料架51内,液压缸52的活塞杆端部固设有接料平台53,接料平台53的顶部固设有电子秤54,电子秤54与控制箱10连接,电子秤54用于称量纸托的重量,根据纸托的重量来判断生产的纸托是否满足要求;上模21将成型的纸托运动至接料平台53的正上方,液压缸52的活塞杆伸长,推动接料平台53向上运动,上模21将纸托吹落至接料平台53上,电子秤54对纸托称重,根据纸托的重量来判断纸托知否满足要求。
46.本技术实施例一种双工位纸托成型机的实施原理为:浆料经进浆口12进入到机架1内,首先,气缸32的活塞杆收回,带动下模提升架35和下模22向上运动,下模22内装有浆料向上运动并与上模21扣合,真空泵对下模22抽真空,使下模22中的纸浆脱水而成型于下模22中;纸托成型后,第一支管141对下模22吹气,将下模22中的纸托吹到上模21上,便于纸托与下模22脱模;纸托与下模22脱离之后,伺服电机二41驱动上模21水平向机架1外运动至连
接杆432与第一接近开关抵接,当连接杆432与第一接近开关抵接后,伺服电机二41停止运动,同时液压缸52的活塞杆伸长,推动接料平台53向上运动;然后,第二支管142想上模21喷气,将吸附于上模21上的纸托吹落至接料平台53。
47.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。