1.本实用新型涉及蒸汽发生器的技术领域,特别涉及一种蒸汽发生设备的换热器。
背景技术:
2.现有的直流蒸汽发生器换热装置采用直流蒸汽发生技术,多层换热器从上至下设置在直流蒸汽发生器换热装置内,第一层换热器为铜换热器,第二层换热器为铜换热器,第三层换热器为不锈钢蛇形管换热器,蛇形管换热器为多根直管,并在直管的端部焊接弯头,从而形成蛇形管。自来水进入多层换热器,自来水自上而下逆流换热,烟气自下而上由顶部排出,换热效率高,蒸汽形成速度快。
3.现有蒸汽发生器装置虽然换热效率高,蒸汽形成速度快,但同时也存在以下缺点:(一)现有的换热器的管阻大,水泵负载高,功耗高;(二)而且,现有的直流蒸汽发生器换热装置的蒸汽形成速度快,但是无法有效保证蒸汽品质;(三)另外,蛇形管换热器的弯头焊接工作量大,效率低,且存在漏水风险;(四)不锈钢蛇形管换热器的管间隙大,导致蛇形管换热器的换热管的数量有限,蛇形管换热器的换热面积小,无法更有效降低烟温,导致铜换热器温度高,温升快,而铜换热器的耐热强度不够,因此,铜换热器在高温高压和异常情况下易出现变形损坏情况。因此现有的改进蒸汽发生设备的结构需要作进一步改进。
技术实现要素:
4.本实用新型的发明目的在于提供一种管阻小、水泵负载低、蒸汽品质好的蒸汽发生设备的换热器。
5.本实用新型的发明目的是这样实现的:
6.一种蒸汽发生设备的换热器,包括至少两个左右相邻设置的螺旋式盘管换热器,所述螺旋式盘管换热器是由一根钢制管沿螺旋式盘管换热器的导程方向螺旋盘绕成多圈换热盘管而成,所述钢制管的一端为进口,所述钢制管的另一端为出口,所述换热盘管的长度方向与螺旋式盘管换热器的导程方向相互垂直。所述钢制管优选是不锈钢管。
7.本实用新型还可以作以下进一步改进。
8.所述螺旋式盘管换热器并排设置。
9.所述左右相邻设置的两个螺旋式盘管换热器相连接,从而方便工人安装,安装便捷。
10.所述蒸汽发生设备的换热器设有蒸汽输出管,所述蒸汽输出管上设有蒸汽出口,所述至少两个螺旋式盘管换热器的出口与蒸汽输出管连接。
11.所述螺旋式盘管换热器的进口和出口位于螺旋式盘管换热器的同一侧,从而便于接驳管路。
12.所述同一螺旋式盘管换热器上的相邻的两圈换热盘管存在过烟缝隙,烟气会从下层的螺旋式盘管换热器的过烟缝隙上升,上层的螺旋式盘管换热器马上与高温烟气继续换热,从而提高换热效率。
13.所述同一螺旋式盘管换热器上的相邻的两圈换热盘管之间的过烟缝隙的范围为1mm
‑
10mm,因此本实用新型能够在有限空间内尽量增加换热盘管的圈数,从而增加换热面积,提高换热效率。
14.所述螺旋式盘管换热器呈长形状,所述换热盘管呈跑道状,所述换热盘管的长度方向与螺旋式盘管换热器的长度方向相同,从而增加了本实用新型的换热面积。
15.左右相邻设置的两个所述螺旋式盘管换热器的进口分别设有第一法兰盘和第二法兰盘,所述第一法兰盘与第二法兰盘相对设置。
16.左右相邻设置的两个所述螺旋式盘管换热器的出口分别设有第三法兰盘和第四法兰盘。
17.所述蒸汽输出管上设有第五法兰盘。
18.本实用新型的有益效果如下:
19.(一)本实用新型的汽化换热器采用至少两个螺旋式盘管换热器,水流分两路或多路走和换热,从而实现并管分流,大大降低换热管管阻,有效降低水泵负载及功耗,也降低了水和蒸汽的流速,降低了蒸汽的产生速度,蒸汽能更充分的进行换热,不饱和的蒸汽会被加热成饱和蒸汽,蒸汽品质好。本实用新型提升了产品性能,满足稳定输出高温高压干饱和蒸汽的要求。
20.(二)而且,本实用新型的换热器采用螺旋式盘管换热器,螺旋式盘管换热器的管间隙能控制在2mm左右,可在有限空间内尽量增加换热盘管的圈数,从而增加换热面积,有效降低烟温,控制往上流过预热换热器(铜换热器)的烟气温度,大大降低预热换热器变形损坏风险。
21.(三)另外,本实用新型的螺旋式盘管换热器是一体弯制成型,加工效率高,且无焊接弯头,可有效降低漏水风险,同时提高生产效率。
附图说明
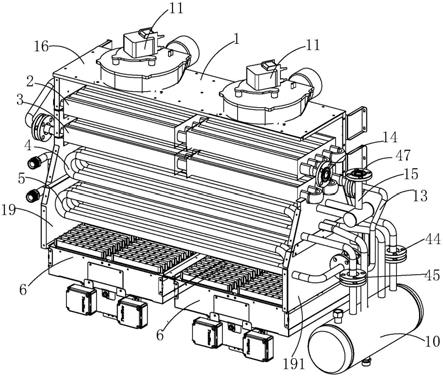
22.图1是本实用新型改进蒸汽发生设备实施例一(省略前侧板和部分右侧板)的结构示意图。
23.图2是图1的主视图。
24.图3是图1的右视图。
25.图4是图1的左视图。
26.图5是本实用新型实施例一的第一层汽化换热器的结构示意图。
27.图6是本实用新型实施例一的第二层汽化换热器的结构示意图。
28.图7是本实用新型改进蒸汽发生设备实施例二(省略前侧板和部分右侧板)的结构示意图。
具体实施方式
29.下面结合附图及实施例对本实用新型作进一步描述。
30.实施例一,如图1至图6所示,一种改进蒸汽发生设备,包括机壳1和稳流器10,所述机壳1由顶板16、前侧板、后侧板18、左侧板19以及右侧板191分别按照上、前、后、左、右的方位布置而围成,所述机壳1的顶部设有两个排烟风机11,所述机壳1内由上至下依次设有第
一层预热换热器2、第二层预热换热器3、第一层汽化换热器4和第二层汽化换热器5以及两个火排6,所述预热换热器20与汽化换热器40,所述预热换热器20与汽化换热器40串联连通,所述第一层预热换热器2上设有进水口14,所述第一层汽化换热器4上设有蒸汽输出管15,蒸汽输出管15上设有所述蒸汽出口47,所述第一层汽化换热器4与第二层汽化换热器5串联连通,所述第一层汽化换热器4包括两个左右相邻设置的第一螺旋式盘管换热器41、42,两个第一螺旋式盘管换热器41、42并排设置且结构左右对称;所述第二层汽化换热器5包括两个左右相邻设置的第二螺旋式盘管换热器51、52,两个第二螺旋式盘管换热器51、52并排设置且结构左右对称。当然,本实用新型两个第一螺旋式盘管换热器和两个第二螺旋式盘管换热器也可以是蛇形盘管换热器。
31.两个第一螺旋式盘管换热器41、42可以设计成相连接,两个第二螺旋式盘管换热器51、52可以设计成相连接,从而方便工人快速安装。
32.口设有分流管13,分流管13的上端与第二层预热换热器3的出口连接,分流管13的下端对应两个第二螺旋式盘管换热器51、52设有两个分流口55、56,分流管13的下端位于第二螺旋式盘管换热器51、52的进口之间,所述两个分流口55、56分别与两个第二螺旋式盘管换热器51、52的进口连通,两个第二螺旋式盘管换热器51、52的出口与稳流器10连通,所述两个第一螺旋式盘管换热器的进口与稳流器10连通,所述两个第一螺旋式盘管换热器41、42的出口与蒸汽出口47连通。
33.作为本实用新型更具体的技术方案。
34.两个第二螺旋式盘管换热器51、52的换热盘管43的圈数相同,两个第一螺旋式盘管换热器41、42的换热盘管43的圈数相同。
35.所述第一螺旋式盘管换热器和第二螺旋式盘管换热器都是由一根钢制管沿螺旋式盘管换热器的导程方向螺旋盘绕成多圈换热盘管43而成。
36.所述钢制管的一端为进口,钢制管的另一端为出口,两个第二螺旋式盘管换热器的出口与蒸汽输出管连接。
37.所述换热盘管43的长度方向与螺旋式盘管换热器的导程方向相互垂直。
38.所述同一螺旋式盘管换热器上的相邻的两圈换热盘管43之间的间隙范围为1mm
‑
10mm,优选是2mm。
39.所述螺旋式盘管换热器呈长形状,所述换热盘管43呈跑道状。所述换热盘管43的长度方向与螺旋式盘管换热器的长度方向相同。
40.所述上下相邻的两层汽化换热器的换热盘管43错位设置。
41.所述两个第一螺旋式盘管换热器的进口和出口和两个第二螺旋式盘管换热器的进口和出口位于汽化换热器40的同一侧。
42.作为本实用新型更详细的技术方案。
43.两个第二螺旋式盘管换热器51、52的进口分别设有第一法兰盘53和第二法兰盘54,所述第一法兰盘53和第二法兰盘54相对设置,所述分流管13的下端两个分流口55、56分别与第一法兰盘53和第二法兰盘54连接。
44.两个第一所述螺旋式盘管换热器41、42的出口分别设有第三法兰盘43和第四法兰盘44,所述蒸汽出口47上设有第五法兰盘48。第三法兰盘43和第四法兰盘44分别与稳流器上的两个法兰盘连接。
45.本实用新型的工作原理是:
46.本实用新型工作时,冷水通过进水口14、进水管依次进入到第一层预热换热器2、第二层预热换热器3、第一层汽化换热器4和第二层汽化换热器5内,与此同时,火排6点火,火排6开始烘烤第一层汽化换热器4、第二层汽化换热器5、第一层预热换热器2和第二层预热换热器3,火排6的火焰主要烘烤第一层汽化换热器4和第二层汽化换热器5,而火排6的火焰的余热能先预热进入第一层预热换热器2和第二层预热换热器3内的冷水,使得冷水快速升温,变成高温水,跟着水经过分流管13分流后进入到第二层汽化换热器5的两个第二螺旋式盘管换热器51、52内,当水进入到第二层汽化换热器5的螺旋式盘管换热器时,就已经开始沸腾和汽化,变成水蒸气了,然后两个第二螺旋式盘管换热器51、52内的高温的水蒸气再分别流到稳流器10,实现水汽分离。高温的小液滴在稳流器10内冷凝,冷凝后的冷凝水通过进水管重新进入本实用新型的第一层预热换热器20内,而高温的干蒸汽则分别进入第一层汽化换热器4的两个第一螺旋式盘管换热器41、42再次进行加热汽化,从而有效低保证蒸汽的干度。之后,高温蒸汽再从蒸汽出口47排出,以供应给蒸汽供暖设备。本实用新型的两层汽化换热器采用螺旋式盘管换热器,螺旋式盘管换热器的管间隙能控制在2mm左右,可在有限空间内尽量增加换热盘管43的圈数,从而增加换热面积,有效降低烟温,控制进入预热换热器(铜换热器)的烟温,大大降低预热换热器20变形损坏风险。
47.实施例二,如图7所示,实施例二与实施例的实施方式相似,唯一的不同点在于:所述机壳1内由上至下依次设有第一层预热换热器2、第二层预热换热器3、第一层汽化换热器4、第二层汽化换热器5以及三个火排6,所述机壳1内间隔直立有两块支撑隔板7,所述两块支撑隔板7将机壳的内腔左右分隔为第一燃烧室61、第二燃烧室62和第三燃烧室63,所述机壳的顶部对应第一燃烧室61、第二燃烧室62和第三燃烧室63设有三个排烟风机11,第一层预热换热器2、第二层预热换热器3、第一层汽化换热器4以及第二层汽化换热器5水平设置在第一燃烧室61、第二燃烧室62和第三燃烧室63内,并位于两块支撑隔板7上,所述三个火排6分别设于第一燃烧室61、第二燃烧室62和第三燃烧室63的底部。