1.本发明涉及卷烟包装质量检测技术领域,具体的说,涉及一种小盒底部包装质量的检测装置及其检测方法。
背景技术:
2.在卷烟产品生产过程中,bv高速包装机是我国卷烟包装行业的主力机型。该机型主要负责将上游设备如gdx6s、gdh1000等机型生产的烟包小盒进行小盒透明纸及拉线包装、2
×
5条盒包装及其透明纸和拉线包装等工序。
3.在卷烟产品生产过程中,烟支经过包装机时,进行了内衬纸、商标纸和封签或者卡纸等包装后输送到下游设备进行透明纸包装和条盒成型包装,在此过程中需要对小盒的包装质量进行检测。一般机型主要关注对小盒外观的封签、商标正反侧面的检测,对商标底部关注度较少。小盒底部的商标在上胶后,经过折叠机构进行压合折叠,再经过加热器加速胶水干燥使得粘贴牢固平整。在底部的上胶过程中,在小盒底部的成型过程中,受到胶水粘性、商标纸材料特性、折叠机构清洁程度、加热器温度和清洁度等因素的影响,小盒底部包装会出现诸如底部翻折、夹皱、破损等情况。
4.现有设备在小盒经过透明纸包装后往往就不会再对小盒包装的外观进行检测,特别是小盒经过小盒透明纸包装机后进入条盒成型阶段,小盒被条盒包裹不能再进行检测,往往要人工检测才能发现小盒底部包装的问题。若不能及时发现,一旦缺陷产品进入市场,将会损害消费者的利益。即使发现了,对于缺陷产品的溯源也具有很大难度。
5.发明专利内容
6.为了解决上述技术问题,本发明提供了一种小盒底部包装质量的检测装置及其检测方法,在小盒进入条盒包装阶段前对小盒底部包装质量进行视觉检测,通过条状光源平行于小盒底部照射,避免了小盒包裹透明纸后的光线反射,使得图像采集清晰。
7.本发明解决技术问题采用如下技术方案:
8.一种小盒底部包装质量的检测装置,包括:输送通道、光源、相机、plc控制器、光电传感器、原机控制系统和剔除机构;其中,
9.所述光源设置在输送通道上,平行于小盒底部照射,避免了小盒包裹透明纸后的光线反射;
10.所述相机设置在输送通道的一侧,朝向小盒底部,用于采集小盒底部的图像;
11.所述光电传感器设置在螺旋叠包器出口处,用于检测小盒烟包叠包状态;
12.所述剔除机构设置在输送通道的下游,用于剔除缺陷烟包;
13.所述光源和相机与plc控制器电连接,所述光源根据plc控制器的指令开启或关闭,所述相机根据plc控制器的指令执行拍照动作;
14.所述plc控制器、光电传感器和剔除机构与所述原机控制系统电连接。
15.进一步的,所述光源为条状led光源,所述光源的宽度不小于2
×
5小盒叠包组的宽度,使所述光源能够照射到所有小盒烟包,所述相机一次对一个2
×
5小盒烟包叠包组进行
图像采集。
16.进一步的,所述输送通道的至少一侧设置有护板,防止烟包高速运动过程中冲出输送通道;小盒底部一侧护板的下边缘上设置有卡槽,所述光源安装在卡槽内、高于小盒处,所述光源的全部或者部分对齐小盒底部,使光源能够照射到小盒底部的全部区域。
17.进一步的,所述检测装置还包括网络交换机、电脑主机和电柜箱体,所述plc控制器与电脑主机通过网络交换机电连接,所述plc控制器和网络交换机安装在电柜箱体内。
18.进一步的,一种小盒底部包装质量的检测方法,所述方法所述检测装置进行检测,步骤包括:
19.s1、开启光源,使光源平行于小盒底部照射在小盒底部上;
20.s2、开启相机,相机对小盒底部拍照,采集小盒底部图像,并将所拍摄的图像通过网络交换机传输到电脑主机;
21.s3、电脑主机对小盒底部图像进行检测,判断是否为缺陷品,并将判断结果通过网络交换机发送到plc控制器;
22.s4、plc控制器对缺陷烟包的信号进行移位计数;当移位的数值达到用户设定的数值时,plc控制器发送高电平信号到原机控制系统;
23.s5、原机控制系统发出剔除脉冲信号到剔除机构,剔除机构剔除缺陷烟包。
24.进一步的,所述plc控制器根据2
×
5小盒叠包组最后一叠小盒往前输送不再遮挡到小盒叠包检测光电传感器的反光片时传感器信号的变化和设备脉冲数据,对2
×
5小盒烟包叠包组进行位置判定,从而触发相机拍照。
25.进一步的,根据相机的安装位置,所述设备脉冲数据能够通过plc控制器进行修改。
26.进一步的,所述电脑主机上设置有视觉检测软件,能够对相机图像采集位置、检测区域范围、检测灵敏度参数、plc控制器移位参数进行修改。
27.进一步的,通过直流电源模块将原机的ac220v交流电源变压整流为dc24v直流电源,为光源、相机、plc控制器和网络交换机提供电源。
28.本发明的有益效果在于:
29.1、能够一次性检测2
×
5小盒烟包叠包组的底部包装,相较于单盒检测效率大为提升。
30.2、可以实现对小盒底部包装缺陷产品进行自动检测和剔除,避免缺陷产品流入下一道工序。
31.3、该检测装置通过读取设备速度脉冲信号和原机的2
×
5小盒烟包叠包组到位检测光电传感器信号触发检测,从而实现检测速度与设备运行速度的匹配,在空机运行时不执行检测,而且可以避免发生漏检。
32.4、该装置运行稳定、可靠、高效且易于维护和调整。
附图说明
33.图1为本发明小盒底部包装质量的检测装置结构示意图。
34.图2为本发明光源处a-a截面示意图。
35.图3为bv型高速条盒包装机结构示意图。
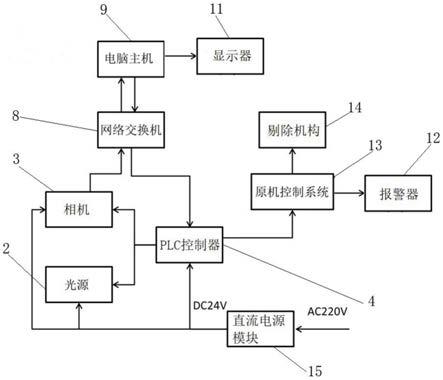
36.图4为本发明工作原理示意图。
37.图中:1-输送通道;101-护板;102-卡槽;2-光源;3-相机;4-plc控制器;5-光电传感器;501-反光片;6-桨式推杆;7-推烟板;8-网络交换机;9-电脑主机;10-电柜箱体;11-显示器;12-报警器;13-原机控制系统;14-剔除机构;15-直流电源模块;16-小盒烟包叠包组。
具体实施方式
38.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
39.本发明提供了一种小盒底部包装质量的检测装置,用于对2
×
5小盒烟包叠包组16进行检测,结合图1-图4所示,包括输送通道1、光源2、相机3和plc控制器4。其中,所述光源2设置在输送通道1上,平行于小盒底部照射,优选的,如图1所示,所述光源2为条状led光源2,所述光源2的宽度不小于2
×
5小盒烟包叠包组16的宽度,使所述光源2能够照射到所有小盒烟包。所述相机3通过安装支架安装在bv高速条盒包装机螺旋叠包器出口处的机座上,设置在输送通道1的一侧,朝向小盒底部,用于采集小盒底部的图像,优选的,所述相机3为工业相机3,一次对一个2
×
5小盒烟包叠包组16进行图像采集。安装支架上设置有一字孔,相机3根据输送通道1的具体尺寸,可以通过安装支架上的一字孔进行定位调整,以满足工业相机3对2
×
5小盒烟包叠包组16底部的图像采集清晰。
40.作为优选,如图1和图2所示,所述输送通道1的至少一侧设置有护板101,防止烟包高速运动过程中冲出输送通道1;小盒底部一侧护板101的下边缘上设置有卡槽102,所述光源2安装在卡槽102内、高于小盒处,所述光源2的全部或者部分对齐小盒底部,使光源2能够照射到小盒底部的全部区域。可以将所述光源2粘接在卡槽102内,安装方便。led光源2从上往下为2
×
5小盒烟包叠包组16提供照明,光源2平行于小盒底部照射,避免了小盒包裹透明纸后的光线反射,使得图像采集清晰。
41.所述装置还包括光电传感器5,小盒烟包通过bv高速条盒包装机螺旋叠包器堆叠成两层,所述光电传感器5设置在螺旋叠包器出口处,用于检测小盒烟包叠包状态。设备正常运行时,小盒烟包在bv螺旋叠包器堆叠成2
×
5的小盒烟包叠包组16,输送到输送通道1,每组2
×
5的小盒烟包叠包组16之间具有间隔。当2
×
5小盒烟包叠包组16第一叠小盒遮挡到叠包检测光电传感器5的反光片501时,所述光电传感器5的信号产生电平变化,当该组2
×
5小盒烟包叠包组16最后一叠小盒往前输送不再遮挡到小盒叠包检测光电传感器5的反光片501时,小盒叠包光电传感器5的信号因反光片501反射检测光线又产生电平变化。所述装置还包括原机控制系统13,所述光电传感器5与所述原机控制系统13电连接,原机控制系统13就是根据设备脉冲数据和小盒叠包光电传感器5的信号确定小盒叠包堆叠间隔是否正确。如图3所示,叠包检测光电传感器5检测2
×
5小盒烟包叠包组16的叠包状态有无异常后,经桨式推杆6和推烟板7,将2
×
5小盒烟包叠包组16送入到条盒包装和条盒透明纸包装工序。
42.作为优选,所述装置还包括网络交换机8、电脑主机9和电柜箱体10,所述plc控制器4与电脑主机9通过网络交换机8电连接,所述plc控制器4和网络交换机8安装在电柜箱体10内,所述电柜箱体10安装在bv高速条盒包装机墙板位置,所述电脑主机9根据现场情况,安装在合适的位置。
43.所述装置还包括剔除机构14,根据原机控制系统13的指令,剔除缺陷烟包。
44.如图4所示,本发明还提供了一种小盒底部包装质量的检测方法,所述方法使用所述检测装置进行检测,检测步骤包括:
45.s1、开启光源2,使光源2平行于小盒底部照射在小盒底部上;
46.s2、开启相机3,相机3对小盒底部拍照,采集小盒底部图像,并将所拍摄的图像通过网络交换机8传输到电脑主机9;
47.s3、电脑主机9对小盒底部图像进行检测,判断是否为缺陷品,并将判断结果通过网络交换机8发送到plc控制器4;
48.s4、plc控制器4对缺陷烟包的信号进行移位计数;当移位的数值达到用户设定的数值时,plc控制器4发送高电平信号到原机控制系统13;
49.s5、原机控制系统发出剔除脉冲信号到剔除机构,剔除机构剔除缺陷烟包。
50.所述相机3与plc控制器4电连接,根据plc控制器4的指令执行拍照动作。设备运行时,所述光源2可以一直开启,处于点亮状态。优选的,为了提高光源2的使用寿命,所述光源2也可以与plc控制器4电连接,根据plc控制器4的指令开启或关闭。所述plc控制器4根据设备脉冲数据和最后一叠小盒往前输送不再遮挡到小盒叠包检测光电传感器5的反光片501时传感器信号的变化,对2
×
5小盒烟包叠包组16进行位置判定。在设备速度脉冲达到阈值,并且小盒叠包检测光电传感器5的信号动作时,小盒烟包叠包组16输送到光源2和相机3的位置,plc控制器4发出信号,控制led光源2接通,同时相机3对2
×
5小盒烟包叠包组16进行一次图像采集。当图像采集结束,plc控制器4发出信号,控制led光源2关闭,直到下一组2
×
5小盒烟包叠包组16输送到光源2和相机3处的设定位置时,再控制led光源2接通,控制相机3采集图像,从而实现检测速度与设备运行速度的匹配,在空机运行时不执行检测,而且可以避免发生漏检。根据相机3的安装位置,所述设备脉冲数据能够通过plc控制器4进行修改。
51.所述相机3通过网络交换机8将采集的图像发送到电脑主机9,电脑主机9上运行的视觉检测软件接收到图像信息,并根据预设条件对图像进行算法处理,对自定义的检测区域进行检测判断,识别出有缺陷的烟包,并对缺陷烟包信息进行保存、计数和统计。所述电脑主机9还可以电连接显示器11,相机3采集的图像可以由电脑主机9实时传输到显示器11,并在显示器11上显示出来,供操作人员查看。
52.所述电脑主机9将检测的结果通过网络交换机8传送到plc控制器4,所述plc控制器4与所述原机控制系统13电连接,如果检测结果为正常,plc控制器4不进行动作,不对生产流程产生任何干扰;如果检测结果为存在缺陷,plc控制器4对该组2
×
5小盒烟包叠包组16进行移位寄存计数,当与计数的数值相应的小盒烟包叠包组16移动到剔除机构14的位置时,plc控制器4输出信号到原机控制系统13,原机控制系统13发送一个剔除脉冲信号到所述剔除机构14的电磁阀,电磁阀动作,使剔除机构14将小盒底部包装存在缺陷的2
×
5小盒烟包叠包组16在bv条盒包装机剔除口自动剔除。在电脑主机9上还可以通过视觉检测软件对相机3图像采集位置、检测的区域范围、检测灵敏度参数、plc控制器4移位参数等进行修改,在不中断生产流程的情况下,实现对小盒底部包装缺陷产品进行自动检测和剔除,避免缺陷产品流入下一道工序。
53.所述装置还设置有报警器12,当连续有多组2
×
5小盒烟包叠包组16出现缺陷时,
原机控制系统13控制报警器12发出报警信号,提醒操作人员。
54.所述光源2、相机3、plc控制器4和网络交换机8为dc24v直流电源,原机提供的电源为ac220v交流电源,需要设置直流电源模块15,将原机提供的ac220v交流电源变压整流为dc24v直流电源,为光源2、相机3、plc控制器4和网络交换机8提供电源。
55.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。