1.本实用新型涉及胶布生产设备领域,详细地讲是一种聚氨酯胶布胶条热合生产线。
背景技术:
2.众所周知,聚氨酯软油囊主要由聚氨酯胶布经胶条热合、直缝热合而成,其广泛应用于储存油料、水等介质,具有耐油、耐老化、环境适应性强,重量轻等特点。聚氨酯软油囊在制作过程中,胶条热合是主要工艺之一,传统胶条热合工艺是在热合机上人工走料、人工对齐、人工操作热合机动作,这样不但浪费人力,效率还很低,增加产品成本,同时产品质量与操作工水平直接挂钩。
技术实现要素:
3.为了克服现有技术的不足,本实用新型提供一种聚氨酯胶布胶条热合生产线,避免了人力的浪费、提高了效率,同时提高产品质量稳定性。
4.本实用新型解决其技术问题所采用的技术方案是:一种聚氨酯胶布胶条热合生产线,其特征是,由放料装置、导开装置、纠偏装置、热合机及牵引装置依次首尾相连,导开装置一侧设有胶条导开架;导开装置包含带有限位块的导向辊、储料装置及压辊组,导向辊及压辊组平行安装在储料装置上端,压辊组由相切的上压辊及下压辊组成,储料装置的箱体内水平放置有储料辊,储料辊可沿箱体内的导轨上下滑动,箱体内自上而下安装有3个行程开关;纠偏装置的机架上安装有直线轴承,直线轴承上安装有对齐机构,对齐机构可沿直线轴承左右移动,对齐机构包括自左向右依次排列的托辊、折弯件、沟槽辊轮、沟槽结构件,沟槽辊轮的辊面上加工有限位用沟槽,沟槽辊轮的转轴与直线轴承垂直并竖向安装,沟槽结构件上加工有用于导向的沟槽;热合机由两台安装在横向轨道上的热合机组成,热合机可在横向轨道上左右移动。
5.本实用新型还可通过如下措施来实现:所述的放料装置放置在横向固定的轨道上,放料装置可沿轨道左右移动。所述的放料装置包括放料支架及放料轴,放料轴两端经轴承安装在放料支架上。所述的胶条导开架为机架上经轴承竖直安装有一个转轴。所述的牵引装置包含气缸、上压辊及下固定辊,气缸可带动上压辊上下移动,下固定辊由动力装置驱动。
6.本实用新型的有益效果是,避免了人力的浪费、提高了效率,大幅降低了产品制作的成本,同时提高产品质量稳定性,提高产品在市场的竞争力。
附图说明
7.下面结合附图和实施例对本实用新型进一步说明。
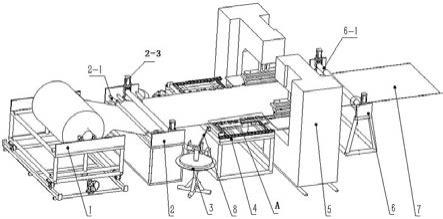
8.图1本实用新型的结构示意图。
9.图2是图1的a部放大图。
10.图3是储料装置的结构示意图。
11.图中1.放料装置,2.导开装置,3.胶条导开架,4.纠偏装置,5.热合机, 6.牵引装置,7.聚氨酯胶布,8.胶条,2-1.导向辊,2-2.储料装置,2-3.压辊组,2-2-1.储料辊,2-2-2.行程开关,4-1.对齐机构,4-1-1.托辊,4-1-2. 折弯件,4-1-3.沟槽辊轮,4-1-4.沟槽结构件,6-1.胶辊。
具体实施方式
12.在图中,本实用新型由放料装置1、导开装置2、纠偏装置4、热合机5及牵引装置6依次首尾相连,所述的放料装置1放置在横向固定的轨道上,放料装置1可沿轨道左右移动,放料装置1包括放料支架及放料轴,放料轴两端经轴承安装在放料支架上,导开装置2一侧设有胶条导开架3,所述的胶条导开架3为机架上经轴承竖直安装有一个转轴。导开装置2包含带有限位块的导向辊2-1、储料装置2-2及压辊组2-3,导向辊2-1及压辊组2-3平行安装在储料装置2-2上端,压辊组2-3由相切的上压辊及下压辊组成,储料装置2-2的箱体内水平放置有储料辊2-2-1,储料辊2-2-1的两端可沿箱体内的导轨上下滑动,箱体内自上而下安装有3个行程开关2-2-2;纠偏装置4的机架上安装有直线轴承,直线轴承上安装有对齐机构4-1,对齐机构4-1可沿直线轴承左右移动,对齐机构4-1主要包括自左向右依次排列的托辊4-1-1、折弯件4-1-2、沟槽辊轮4-1-3、沟槽结构件4-1-4,沟槽辊轮4-1-3的辊面上加工有限位用沟槽,沟槽辊轮4-1-3的转轴与直线轴承垂直并竖向安装,沟槽结构件4-1-4上加工有用于导向的沟槽;热合机5由两台安装在横向轨道上的热合机组成,热合机5 可在横向轨道上左右移动;所述的牵引装置6包含气缸、上压辊及下固定辊,气缸可带动上压辊上下移动,下固定辊由动力装置驱动。
13.放料装置1用于放置聚氨酯胶布7料卷,其下方带有轨道,使料卷整体可移动,以适应聚氨酯胶布料卷的不齐;导开装置2为料卷导开的驱动装置,包含带有限位块的导向辊2-1、储料装置2-2,导向辊2-1保证聚氨酯胶布7整线对中,储料装置2-2包含储料辊2-2-1、3个行程开关2-2-2,行程开关2-2-2 上、中、下布置,当储料辊2-2-1触及下、中、上行程开关时,生产线对应的动作分别为导开装置2停止,牵引装置6可启动、导开装置2启动,牵引装置6 可启动,导开装置2启动,牵引装置6停止,储料辊2-2-1依靠自身的重量可保证聚氨酯胶布7热合时的张力;胶条导开架3的作用为导开胶条8;纠偏装置4 保证聚氨酯胶布7与胶条8热合前对齐,整体与自动线中线对称,其中对齐机构4-1主要包括托辊4-1-1、折弯件4-1-2、沟槽辊轮4-1-3、沟槽结构件4-1-4,整体固定在直线轴承上,可进行左右移动,以适应不同幅宽的聚氨酯胶布7。沟槽辊轮4-1-3主要对聚氨酯胶布7进行限位,托辊4-1-1、折弯件4-1-2的作用分别为保证胶条8行走顺畅、对胶条8限位,沟槽结构件4-1-4保证聚氨酯胶布7与胶条8的对齐。热合机5主要将聚氨酯胶布7和胶条8热合在一起,其包含轨道结构,两台热合机5可左右移动,适应不同幅宽的聚氨酯胶布7,热合机5 台面上有和胶条8凸起对应的结构件,保证热合时聚氨酯胶布7与胶条8对齐;牵引装置6用于每次热合完成后牵引热合后的聚氨酯胶布前移,其中包含的胶辊6-1带有沟槽,用于卡住胶条8凸起位置,保证热合后的聚氨酯胶布7与自动线中线对称。生产线启动前,根据聚氨酯胶布7幅宽调整设备纠偏装置4、热合机5,设定热合机5所需电流、时间,启动生产线,导开装置2拖拽料卷前移,经纠偏装置4保证聚氨酯胶布7与胶条8热合前对齐,经热合机5完成聚氨酯胶布7胶条工艺,牵引装置6牵引
热合了胶条的聚氨酯胶布前移,再根据需要,将热合好的聚氨酯胶布裁切或卷取,完成聚氨酯胶布胶条的自动热合工艺。
技术特征:
1.一种聚氨酯胶布胶条热合生产线,其特征是,由放料装置、导开装置、纠偏装置、热合机及牵引装置依次首尾相连,导开装置一侧设有胶条导开架;导开装置包含带有限位块的导向辊、储料装置及压辊组,导向辊及压辊组平行安装在储料装置上端,压辊组由相切的上压辊及下压辊组成,储料装置的箱体内水平放置有储料辊,储料辊可沿箱体内的导轨上下滑动,箱体内自上而下安装有3个行程开关;纠偏装置的机架上安装有直线轴承,直线轴承上安装有对齐机构,对齐机构可沿直线轴承左右移动,对齐机构包括自左向右依次排列的托辊、折弯件、沟槽辊轮、沟槽结构件,沟槽辊轮的辊面上加工有限位用沟槽,沟槽辊轮的转轴与直线轴承垂直并竖向安装,沟槽结构件上加工有用于导向的沟槽;热合机由两台安装在横向轨道上的热合机组成,热合机可在横向轨道上左右移动。2.根据权利要求1所述聚氨酯胶布胶条热合生产线,其特征在于所述的放料装置放置在横向固定的轨道上,放料装置可沿轨道左右移动。3.根据权利要求1所述聚氨酯胶布胶条热合生产线,其特征在于所述的放料装置包括放料支架及放料轴,放料轴两端经轴承安装在放料支架上。4.根据权利要求1所述聚氨酯胶布胶条热合生产线,其特征在于所述的胶条导开架为机架上经轴承竖直安装有一个转轴。5.根据权利要求1所述聚氨酯胶布胶条热合生产线,其特征在于所述的牵引装置包含气缸、上压辊及下固定辊,气缸可带动上压辊上下移动,下固定辊由动力装置驱动。
技术总结
本实用新型涉及一种聚氨酯胶布胶条热合生产线,属于胶布生产设备领域。由放料装置、导开装置、纠偏装置、热合机及牵引装置依次首尾相连,导开装置一侧设有胶条导开架;导开装置包含带有限位块的导向辊、储料装置及压辊组,导向辊及压辊组平行安装在储料装置上端,压辊组由相切的上压辊及下压辊组成,储料装置的箱体内水平放置有储料辊,储料辊可沿箱体内的导轨上下滑动;纠偏装置的机架上安装有直线轴承,直线轴承上安装有对齐机构,对齐机构可沿直线轴承左右移动;热合机由两台安装在横向轨道上的热合机组成,热合机可在横向轨道上左右移动。移动。移动。
技术研发人员:刘辉 孙涛 刘本霞
受保护的技术使用者:威海市怡和橡塑制品有限公司
技术研发日:2021.06.29
技术公布日:2022/1/21