1.本技术涉及一种湿巾生产的技术领域,尤其是涉及一种湿巾自动生产叠片设备。
背景技术:
2.湿巾生产中对卷状的湿巾原料需要通过裁切、加湿、折叠等步骤。湿巾原料可为无纺布或纸,通过折叠形成较小的片状,方便包装及使用人员携带。特别对于纸质的湿巾,降解的周期更短,比较环保。在湿巾包装的过程有连抽和非连抽两个形式,连抽的湿巾为抽一张湿巾时能够将下一张湿巾带动并露出比较方便抽取的边;但是对于湿巾容易发生露出的部分流失水分;因此在湿巾包装中也会采用非连抽的形式,减少湿巾流失水分。
3.授权公告号为cn206232209u的专利文件中公开了一种单片湿巾加工设备的湿巾纵向折叠机构,包括折布板、折布纠偏杆以及调整块,折布板的上方设置有第一传送带,折布板一端铰接,另一端为作用端,调整块位于折布板旁边,调整块定位在单片湿巾加工设备上并且能够相对单片湿巾加工设备滑动和放置,折布纠偏杆的一端定位在定位块上。湿巾纵向折叠机构能够保证单片湿巾在纵向折叠时保持对齐,避免以往出现的对不齐、折角或折皱的问题。
4.但是上述结构中发明人认为,对于湿巾进行对折,边缘对齐时采用非连抽的方式包装,使用人员使用时对湿巾展开比较困难。
技术实现要素:
5.为了方便湿巾在使用过程中容易打开,本技术提供一种湿巾自动生产叠片设备。
6.本技术提供一种湿巾自动生产叠片设备,采用如下的技术方案:一种湿巾自动生产叠片设备,包括机架,所述机架上设置有裁切系统、加湿系统、叠单片系统和收叠系统,所述裁切系统对湿巾原料裁切形成的单片湿巾依次经过加湿系统、叠单片系统和收叠系统,所述叠单片系统包括前叠片装置、后叠片装置和竖向传送装置,竖向传送装置的上端连接加湿系统的末端,所述竖向传送装置的上端对应设置前叠片装置,下端对应设置后叠片装置,所述前叠片装置包括对湿巾进行折叠的竖直设置的前叠片插板,所述后叠片装置包括对湿巾进行折叠的水平设置的后叠片插板;所述加湿系统流出单片湿巾的四分之一时,前叠片插板向下折叠湿片并进入到竖向传送装置,所述竖向传送装置流出单片湿巾长度剩余总长度的四分之一时,后叠片插板水平对湿巾折叠,所述后叠片装置对应有水平的末传送装置,收叠系统安装在水平末传送装置的中部。
7.通过采用上述技术方案,使用时,加湿系统先对湿巾加湿后进入到叠单片系统,先从加湿系统流出的湿巾有四分之一露出时,前叠片装置对湿巾的四分之一的位置进行折叠,然后进入到竖向传送装置,并完成折叠,当竖向传送装置传送出剩下总长度的四分之一时,再对湿巾进行通过后叠片插板进行折叠,进而湿巾在经过前叠片插板和后叠片插板的两次折叠后进入末传送装置,湿巾片整体对折线处于湿巾的中部位置,进而在使用湿巾时更容易找到湿巾的对折边缘以比较容易地打开。
8.优选的,所述加湿系统包括上下两排传送皮条和多个喷头,每排所述传送皮条间隔设置,两排传送皮带中间用于水平传送单片湿巾,多个所述喷头对应湿巾的两面;所述传送皮条的下方设置有接液箱,所述接液箱的上部开口。
9.通过采用上述技术方案,两排传送皮条上下设置,使两排传送皮带之间的位置用于传送湿巾,传送皮条之间间隔设置,进而能够通过传送皮条之间的间隔将喷头喷出的液体对湿巾进行加液,同时多余的液体能够通过流入接液箱进行收集。
10.优选的,所述竖向传送装置的末端设置有弧形板,所述弧形板的弧形一端竖直对应于竖向传送装置的末端,另一端水平向远离于末传送装置的方向延伸。
11.通过采用上述技术方案,弧形板设置在竖向传送装置的末端,当湿巾从传送装置送出时,通过弧形板的导向使湿巾平整地搭在弧形板上,减少湿巾的脱落和变形。
12.优选的,所述竖向传送装置包括竖向传送条和用于支撑竖向传送条的传送辊,所述竖向传送条在传送辊上间隔设置多根,所述末传送装置包括上下两排末传送条,每排末传送条间隔分布,所述传送皮条、竖向传送条和末传送条的横截面均为圆形。
13.通过采用上述技术方案,竖向传送条、末传送条和传送皮条均设置成横截面为圆形的形状,使湿巾在加液后进行传送时,减少对湿巾的挤压,进而能够提高湿巾的含液量。
14.优选的,所述前叠片插板竖直滑动连接在机架上,机架上安装有前叠片电机,前叠片电机连接有前叠片曲柄,前叠片曲柄与前叠片插板之间设置有前叠片连杆;所述后叠片插板水平滑动连接在机架上,机架上安装有后叠片电机,后叠片电机连接有后叠片曲柄,后叠片曲柄与后叠片插板之间设置有后叠片连杆。
15.通过采用上述技术方案,前叠片插板通过前叠片电机带动前叠片曲柄转动,使前叠片连杆带动前叠片插板上下滑动,后叠片插板通过后叠片电机带动后叠片曲柄转动,使后叠片连杆带动后叠片插板水平滑动。
16.优选的,所述收叠系统包括接料板、升降装置和取纸装置,所述取纸装置包括上下往复移动用于从末传送装置上推下单片湿片的取纸架,所述升降装置安装在机架上,所述接料板设置在取纸架的下方,并且升降装置带动接料板随着接料板上的湿巾量增多同步向下移动。
17.通过采用上述技术方案,接料板设置在升降装置上,当取纸架取下的湿巾落到接料板上时,接料板随着同步向下移动,进而能够使湿巾每次向下落的距离相等,提高湿巾的收叠整齐。
18.优选的,所述接料板的下方设置有输料带,输料带的两侧设置有用于从接料板上取下湿巾的脱料板,所述升降装置上安装升降装置上下移动的推拉装置,所述推拉装置的输出部位用于安装接料板,所述接料板设置两个且分别对应一个升降装置,两个所述接料板交替使用。
19.通过采用上述技术方案,两个接料板交替使用,并通过设置在输料带上的脱料板将接料板上的湿巾推到输料带上,进而使接料的过程连续进行,使接料比较稳定。
20.优选的,所述升降装置包括架体、升降皮带、升降轮和配重块,所述升降轮转动安装在机架上,所述升降皮带竖直设置且两端通过升降轮传动连接,所述架体固定在升降皮带的一个竖直段上,配重块固定在升降皮带的另一个竖直段上,所述架体上用于安装推拉装置。
21.通过采用上述技术方案,架体设置在升降皮带上,同时升降皮带上设置配重块,升降皮带在升降轮的作用下能够转动,进而使安装在架体上的推拉装置升降,配重块能够减少升降皮带上升所需要的驱动力,进而移动比较平稳。
22.优选的,所述推拉装置包括推拉电机、推拉螺杆和推拉滑块,所述推拉电机固定在架体上,所述推拉螺杆转动连接在架体上,所述推拉滑块水平滑动配合在机架上,所述推拉滑块螺纹连接于推拉螺杆上,所述推拉电机与推拉螺杆连接,推拉滑块上固定安装接料板。
23.通过采用上述技术方案,推拉电机固定在架体上,推拉电机工作时,推拉螺杆转动,推拉螺杆上的推拉滑块沿着推拉螺杆滑动,进而使安装在推拉滑块上的接料板水平移动。
24.优选的,所述输料带的上方设置有用于湿巾进行挤压的压料板,所述压料板连接有压料气缸,压料气缸竖直安装在机架上,所述压料板固定在压料气缸的输出端。
25.通过采用上述技术方案,输料带的上方设置压料板,压料板下有成叠的湿巾时,能够压料气缸对压料板驱动,使压料板挤压成叠的湿巾,进而能够减少成叠的湿巾内气体量。
26.综上所述,本技术包括以下至少一种有益技术效果:1.通过前叠片装置对湿巾的四分之一的位置进行折叠,然后进入到竖向传送装置,并完成折叠,当竖向传送装置传送出剩下总长度的四分之一时,再对湿巾进行通过后叠片插板进行折叠,湿巾片整体对折线处于湿巾的中部位置,进而在使用湿巾时更容易找到湿巾的对折边缘以比较容易地打开;2.通过弧形板设置在竖向传送装置的末端,当湿巾从传送装置送出时,通过弧形板的导向使湿巾平整地搭在弧形板上,减少湿巾的脱落和变形。
附图说明
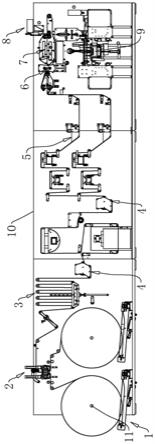
27.图1是本技术实施例的整体结构示意图;图2是本技术实施例中的上料系统的结构示意图;图3是本技术实施例中的接布系统的结构示意图;图4是本技术实施例中的缓冲系统的结构示意图;图5是本技术实施例中的压花装置的结构示意图;图6是本技术实施例中的分条装置的结构示意图;图7是本技术实施例中的纠偏装置的结构示意图;图8是图7中a部分的局部放大示意图;图9是本技术实施例中的对折系统的结构示意图;图10是本技术实施例中的加湿系统的结构示意图;图11是本技术实施例中的叠单片系统的安装结构示意图;图12是本技术实施例中的收叠系统的结构示意图;图13是本技术实施例中的推拉装置的安装结构示意图。
28.附图标记说明:1、上料系统;11、安装轴;12、拖布装置;121、拖布皮带;122、拖布轴;123、拖布动力件;13、压紧装置;14、升降架;2、接布系统;21、断纸装置;211、刀辊;212、缺位部;22、夹布装置;221、夹布动力件;222、夹布板;223、搭纸杆;23、随动装置;231、随动架;232、随行动力件;24、导向辊;25、编码器轮;3、缓冲系统;31、固定支撑轴;32、浮动支撑
轴;33、浮动架;34、缓冲气缸;35、张紧装置;351、摆动臂;352、摆动支撑轴;36、过渡辊;4、牵引系统;41、第一辊;42、第二辊;43、第三辊;44、驱动辊;45、压花装置;451、安装架;452、上压花辊;453、下压花辊;454、竖向液压缸;455、展纸辊;456、导向滑槽;457、安装滑块;46、分条装置;461、分条上刀;462、分条下刀;463、分条刀上轴;464、分条刀下轴;465、分条电机;466、分条皮带轮;467、分条齿轮;468、调节液压缸;469、分条支撑轴;47、纠偏装置;471、固定底座;472、主架;473、竖直转轴;474、纠偏连杆;475、调节组件;4751、纠偏丝杆;4752、手轮;4753、纠偏滑块;4754、圆柱部;4755、长条孔;476、纠偏辊;477、加偏辊;478、安装滑轨;479、滑动架;5、对折系统;51、引导板;52、下压板;53、上压板;54、折叠边;55、引导边;56、弧形边;57、安装梁;58、横向调整装置;581、调整架;582、调整螺杆;583、夹块;584、横向调整杆;585、竖向调整杆;586、夹口;6、裁切系统;61、裁切辊;62、水平输送装置;621、上传送带;622、下传送带;623、辊子;624、合纸辊;7、加湿系统;71、喷头;72、传送皮条;73、接液箱;74、管子;8、叠单片系统;81、前叠片装置;811、前叠片电机;812、前叠片曲柄;813、前叠片连杆;814、前叠片插板;82、后叠片装置;821、后叠片电机;822、后叠片曲柄;823、后叠片连杆;824、后叠片插板;83、竖向传送装置;831、传送辊;832、竖向传送条;84、弧形板;9、收叠系统;91、末传送装置;911、末传送条;92、接料板;93、升降装置;931、架体;932、升降皮带;933、升降轮;934、配重块;94、脱料板;95、取纸装置;951、取纸架;952、取纸连杆;953、取纸曲柄;954、取纸电机;96、输料带;97、推拉装置;971、推拉电机;972、推拉螺杆;973、推拉滑块;98、压料板;99、压料气缸;10、机架。
具体实施方式
29.以下结合附图1-13对本技术作进一步详细说明。
30.本技术实施例公开一种湿巾自动化生产线。参考图1,包括机架10,机架10上设置有上料系统1、接布系统2、缓冲系统3、牵引系统4、对折系统5、裁切系统6、加湿系统7、叠单片系统8和收叠系统9。上料系统1用于对卷状的湿巾原料进行放卷上料,湿巾原料可选用纸,接布系统2对新的纸卷上的纸连接到正在放卷的纸卷所放出的纸上。缓冲系统3用于平衡纸卷放料过程中的速度,使后续纸的传输比较稳定。牵引系统4用于对纸进行牵引,使纸稳定传输,且根据需要可在纸张的传输方向上设置两个或两个以上,避免纸在传输过程中受力过大发生断裂。对折系统5用于对纸沿着纸的长度方向进行对折一次,使纸的宽度方向完成一次折叠,减少尺寸。裁切系统6用于对长条形的对折纸进行连续的分断,以使长条形的纸形成单一对折的纸片。加湿系统7用于对纸片上加入湿巾液,形成湿巾。叠单片系统8对纸片进行折叠以形成合适的尺寸和形状。收叠系统9用于对形成折叠后的单个纸片进行收集以便后续的包装。
31.参考图1和图2,上料系统1在机架10上设置有两个,两个上料系统1均可以单独进行上料,并且在一个上料系统1上的纸将要放卷结束后,另一个上料系统1上的纸张能够通过接布系统2进行自动连接,使两个上料系统1交替使用,从而使生产能够连续运行。上料系统1包括安装轴11、拖布装置12和驱动拖布装置12挤压在卷纸上的压紧装置13。安装轴11水平设置,安装轴11的一端通过轴承转动连接在机架10上,另一端为自由端悬空设置,安装轴11可选用气胀轴,使纸卷套设在安装轴11上时,安装轴11内充气能够将纸卷固定,防止纸卷脱落和跑偏过大。两个上料系统1的安装轴11平行且间隔设置,接布系统2位于两个安装轴
11的上方中间的位置,使两个安装轴11上的卷纸能够向上进入到接布系统2内。
32.参考图2,与安装轴11对应的位置设置拖布装置12,拖布装置12用于抵接在卷纸的周壁上,拖布装置12包括拖布皮带121、拖布轴122和拖布动力件123,拖布动力件123选用伺服电机或步进电机,拖布轴122有两个,一个拖布轴122通过连轴器同轴连接在拖布动力件123上,另一个拖布轴122平行且间隔设置。两个拖布轴122上传动连接拖布皮带121,位于两个拖布轴122之间设置有升降架14,两个拖布轴122转动连接在升降架14上,并且拖布轴122平行于安装轴11设置,拖布皮带121在升降架14的作用下能够向纸卷的周壁位置靠近,拖布动力件123工作带动拖布轴122转动,进而使拖布皮带121带动纸卷转动。拖布皮带121的转动速度比较均匀,当纸卷的直径由大至小的过程中,由于拖布皮带121的转速等于纸卷周壁的转动速度,进而纸卷在放卷的过程中转速增大,而放出纸的速度变化较小,提高纸的放卷稳定性。同时在新的纸卷刚连接上另一个纸卷时,通过拖布装置12需要将纸卷加速,使新的纸卷的速度从零加速到正常放卷的速度。另外在纸卷连续放卷的过程中,由拖布装置12控制放卷的速度能够避免纸卷突然加速造成的放出的纸过多,引起松弛。
33.压紧装置13为液压缸,升降架14靠近于拖布动力件123的一端转动连接在机架10上,另一端为自由端,并且升降架14与机架10转动的轴线与拖布动力件123的转动轴线重合,压紧装置13的一端转动连接在机架10上,另一端转动连接在升降架14上,且压紧装置13与升降架14的连接点靠近升降架14的自由端,当压紧装置13工作时能够带动升降架14旋转以靠近或远离安装轴11,进而能够对安装轴11上的纸卷靠近,使升降架14上的拖布带能够抵接在纸卷的周壁上。或者压紧装置13可采用竖直安装的方式,拖布动力件123安装在升降架14上,升降架14竖直向安装轴11靠近或远离。
34.参考图3,接布系统2包括断纸装置21、夹布装置22和随动装置23,纸从纸卷上放卷后先进入到断纸装置21,再进入到夹布装置22,夹布装置22安装到随动装置23上,当夹布装置22用于夹在纸上,随动装置23与纸的正常运动速度相同,进而使夹布装置22能够随着纸的运动而同步移动,使夹布装置22能够对纸张连续夹紧,并且夹布装置22所夹紧的位置位于新的纸卷的纸端部与正常运行的纸相粘接的位置,进而通过夹布装置22对纸进行连接。
35.参考图3,断纸装置21设置有两个,并且每个断纸装置21对应一个上料系统1。断纸装置21包括两个相对设置有刀辊211,刀辊211上安装有切刀,刀辊211的端部连接有电机,通过电机带动刀辊211转动,切刀固定在刀辊211的侧壁上,切刀伸出刀辊211的侧壁,从而当两个刀辊211相对转动,使刀辊211上的切刀相对时,切刀能够完成对纸的切断。同时刀辊211上相背于切刀的侧壁形成有缺位部212,当刀辊211转动到两个缺位部212相对时,两个刀辊211之间间隔有足够的距离,方便纸从两个刀辊211之间的位置通过,切刀只需要在进行连接纸的时候对已经接近于放卷完成的纸张进行切断,除此缺位部212保持在对应纸张的位置。
36.参考图3,随动装置23包括随动架231和随行动力件232,随行动力件232选用气缸、液压缸或电缸,随行动力件232沿着纸处于夹布装置22位置处的输送方向设置,随行动力件232固定在机架10上,随行动力件232的输出端与随动架231连接,通过随行动力件232工作时,随行动力件232的输出速度与纸的放卷速度相同。夹布装置22包括夹布动力件221和夹布板222,夹布板222平行于纸设置,夹布板222有两块,两块夹布板222相对平行且间隔设置,纸从两个夹布板222的中间位置进入到夹布装置22的内部,在本实施例中两个夹布板
222之间的纸处于接近竖直的状态。夹布动力件221垂直于夹布板222设置,并且夹布动力件221选用气缸,夹布动力件221固定在随动架231上。在两块夹布板222的上方设置有搭纸杆223,搭纸杆223平行于夹布板222设置。当需要接纸时,先将新安装的纸卷上的纸从对应的断纸装置21之间穿过,再进入到夹布装置22之间,然后放置在搭纸杆223上,为防止纸从搭纸杆223上掉落可采用少量的双面胶轻微粘连在搭纸杆223,同时在纸的端部朝向于正在运行的纸表面上粘接上双面胶。
37.接纸的过程是两个夹布板222在夹布动力件221的作用相对靠近,使新的纸卷端部通过双面胶与另一个正在运行的纸粘接,同时随行动力件232工作,使随行架带动夹布板222与纸同步运动,使夹布板222有充足的时间对两个纸进行粘接。同时刀辊211在电机的作用下转动,当刀辊211上的切刀转动到与纸对应的位置时,切刀对已接近结束放卷的纸进行切断,从而完成纸张的连接。
38.参考图3,位于夹布装置22的上方设置有导向辊24,导向辊24转动安装在机架10上,从夹布装置22之间经过的纸从导向辊24的位置经过,同时位于导向辊24相对的位置设置有编码器轮25,编码器轮25抵接在导向辊24的纸上;当导向辊24上有纸经过时,编码器轮25随着转动,通过编码器轮25能够对纸的速度和长度记录。
39.参考图4,缓冲系统3包括多个固定支撑轴31和浮动支撑轴32,固定支撑轴31和浮动支撑轴32上均转动安装有外滚筒,多个固定支撑轴31平行且间隔固定设置在机架10上,位于固定支撑轴31的下方设置有浮动架33,浮动架33滑动连接在机架10上,并且浮动架33相对于机架10滑动的方向竖直设置。浮动架33上用于固定安装浮动支撑轴32,浮动架33上的浮动支撑轴32分成上下两排,上排内的多个浮动支撑轴32间隔均匀设置;下排内的多个浮动支撑轴32间隔均匀设置,并且上排内相邻的两个浮动支撑轴32之间的距离与下排内的相邻的两个浮动支撑轴32之间的距离相等。浮动支撑轴32对应处于相邻的两个固定支撑轴31中间位置的正下方,纸在穿设时,依次交替经过一个浮动支撑轴32和一个固定支撑轴31,进而使纸在固定支撑轴31和浮动支撑轴32之间呈蛇形排布,当浮动架33向下或向上移动时能够使固定支撑轴31和浮动支撑轴32之间的纸长度快速变化,进而能够对纸的输送过程中进行缓冲,使后续的纸传输比较稳定,避免因接布系统2的连接过程造成的不稳定向下移动。
40.参考图4,在浮动架33的下方设置有缓冲气缸34,缓冲气缸34竖直设置,缓冲气缸34固定在机架10上,然后缓冲气缸34的输出端安装在浮动架33上,通过缓冲气缸34能够带动浮动架33向下移动。通过对缓冲气缸34的最大拉力进行控制,从而保持浮动架33保持向下移动的趋势,进而使固定支撑轴31和浮动支撑轴32之间的纸处于张紧的状态。在接布系统2和缓冲系统3之间设置有张紧装置35,张紧装置35用于辅助缓冲系统3进行张紧纸。在张紧装置35与接布系统2之间设置有一过渡辊36,过渡辊36安装在机架10上,张紧装置35处于过渡辊36和第一个需要穿设纸的浮动支撑轴32中间的位置。张紧装置35包括摆动臂351和安装在摆动臂351两端的摆动支撑轴352,摆动支撑轴352转动连接在摆动臂351上,并随着摆动臂351的摆动使一个摆动支撑轴352与过渡辊36之间的距离变化,另一个摆动支撑轴352与浮动支撑轴32之间的距离变化且变化的趋势相同,即一个增大,另一个也增大;当同时增大时为正趋向;当同时减小时为负趋向。摆动臂351的中部位置转动连接有机架10上,并且摆动臂351上连接有弹性件,弹性件可选为扭簧或拉簧,弹性件对摆动臂351产生正趋
向的作用力。使用时,纸从接布系统2流出后跨过导向辊24进入到过渡辊36,然后穿设到与对应的一个摆动支撑轴352,再穿设到另一个摆动支撑轴352上,然后进入浮动支撑轴32的位置。当摆动臂351正趋向方向转动时,纸张处于过渡辊36和浮动支撑轴32之间的长度加长,相反减少;同时由于纸在运动的过程中具有拉力,进而弹性件平衡拉力时以张紧纸张,进而为缓冲系统3提供缓冲的时间。
41.参考图4,牵引系统4包括第一辊41、第二辊42、第三辊43和驱动辊44,第一辊41、第二辊42和第三辊43均转动连接在机架10上,驱动辊44转动连接在机架10上,并且驱动辊44的一端设置电机,通过电机带动驱动辊44转动,第一辊41、第二辊42和第三辊43依次用于对纸的引导。驱动辊44位于第二辊42和第三辊43之间对纸进行驱动。第一辊41和第二辊42设置在驱动辊44的下方且处于同一高度;第三辊43与第二辊42间隔设置在驱动辊44的周向上且分布的角度小于180度,使纸经过驱动辊44时至少与驱动辊44的接触面大于驱动辊44周壁的一半,提高驱动辊44与纸的接触面能够提高对纸的驱动力。
42.参考图5,在机架10上设置有第二个牵引系统4,两个牵引系统4之间设置有压花装置45和分条装置46,压花装置45对纸的表面进行压花使纸的表面形成凸凹的结构,分条装置46用于对纸进行分条,使比较宽的纸从中间的位置分成两个相同宽度的条状纸。压花装置45包括安装架451、上压花辊452、下压花辊453和驱动上压花辊452升降的竖向液压缸454,安装架451固定在机架10上,安装架451上开设有竖直的导向滑槽456,导向滑槽456内设置有安装滑块457,安装滑块457竖直滑动配合在导向滑槽456内,下压花辊453的两端转动连接在安装架451上,下压花辊453水平设置,上压花辊452处于下压花辊453的正上方,上压花辊452用于与下压花辊453配合对纸进行压花,上压花辊452的两端分别设置一个安装滑块457,在安装架451的上端固定竖向液压缸454,竖向液压缸454竖直设置,并且竖向液压缸454的输出端固定在安装滑块457上,通过竖向液压缸454的收缩能够使上压花辊452向上移动,进而使上压花辊452和下压花辊453之间的距离增大,从而便于工作人员将纸从上压花辊452和下压花辊453之间的位置穿过,然后竖向液压缸454将上压花辊452放下,进而上压花辊452配合下压花辊453夹着纸,上压花辊452和下压花辊453的端部均设置有直齿轮,通过直齿轮的啮合能够使上压花辊452和下压花辊453转动保持同步。下压花辊453上可单独连接一电机,通过电机带动下压花辊453转动,或者下压花辊453和第二个牵引系统4中的驱动辊44上均同轴固定设置一个同步齿轮,两个同步齿轮之间通过齿形同步带连接,并且上压花辊452的直径、下压花辊453的直径和驱动辊44的直径的相等,减少第二牵引系统4在拉拽纸时造成纸在上压花辊452和下压花辊453之间发生撕裂。在压花装置45的进纸位置和出纸位置均设置有一展纸辊455,展纸辊455转动安装在机架10上,展纸辊455上用于传动纸,并且展纸辊455与纸抵接在位置与下压花辊453上沿平齐,使展纸辊455能够在上压花辊452和下压花辊453之间处于水平的状态,进一步减少纸处于上压花辊452和下压花辊453之间处发生撕裂的情况。
43.参考图5和图6,分条装置46包括分条上刀461、分条下刀462、分条刀上轴463和分条刀下轴464,分条刀上轴463和分条刀下轴464均通过直线滑动轴承转动连接在机架10上,在机架10上安装有用于驱动分条刀下轴464转动的分条电机465,分条电机465的端部同轴固定设置有分条皮带轮466,分条刀下轴464上同轴设置有另一个分条皮带轮466,分条皮带轮466为工字轮,在分条皮带轮466上传动连接有皮带,通过分条电机465驱动分条刀下轴
464转动,分条刀下轴464与分条刀上轴463上均安装有相互配合的分条齿轮467,通过分条齿轮467使分条刀下轴464带动分条刀上轴463转动。在机架10上固定设置有驱动分条刀上轴463移动的调节液压缸468,调节液压缸468的输出端与分条刀上轴463之间可通过旋转接头连接,调节液压缸468的输出方向与分条刀上轴463的轴线平行,分条上刀461同轴固定在分条刀上轴463同轴固定连接,分条下刀462同轴固定在分条刀下轴464上。分条上刀461和分条下刀462均为圆盘形,并且分条下刀462在皮带的拉力下能够保持与分条上刀461的一面抵接,使分条上刀461与分条下刀462配合对经过分条刀上轴463和分条刀下轴464之间的纸进行分条。位于分条刀下轴464的两侧分别设置有一分条支撑轴469,两个分条支撑轴469上用于穿设纸,使纸先经过一个分条支撑轴469,再到另分条刀上轴463和分条刀下轴464之间,再到另一个分条支撑轴469的位置,并且纸所外位置的两个分条支撑轴469之间的内切线过分条上刀461和分条下刀462的咬合点,减少纸张对分条刀上轴463和分条刀下轴464的压力趋于零,方便分条刀上轴463和分条刀下轴464沿轴线滑动,从而当调节液压缸468带动分条刀上轴463沿轴向移动时,能够调节使分条上刀461和分条下刀462相互错开,停止对纸的切割,调节液压缸468收缩后,分条上刀461再与分条下刀462配合进行切割。分切后形成的纸进入到第二个牵引系统4,两个纸条进入到同一个第二牵引系统4能够更容易将纸条牵引比较均匀,避免纸条跑偏或引起单侧受力。
44.参考图1和图7,在对折系统5之前和第二个牵引系统4之间设置有两组纠偏装置47,两组纠偏装置47分别对应一条纸,两条纠偏装置47同时对纸进行传输和纠偏,以便后续的对折系统5完成一次折叠。纠偏装置47包括固定底座471和主架472,固定底座471固定在机架10上,固定底座471水平设置,在固定底座471的上表面设置有竖直转轴473,竖直转轴473竖直设置,且竖直转轴473的下端水平转动连接在固定底座471上,竖直转轴473的上端固定设置有纠偏连杆474,纠偏连杆474的一端固定在竖直转轴473的上端,纠偏连杆474上用于安装主架472。结合图8,纠偏连杆474远离于竖直转轴473的一端设置有转动竖直转轴473的调节组件475。调节组件475包括纠偏丝杆4751和手轮4752,纠偏丝杆4751转动连接在固定底座471上,纠偏丝杆4751的端部同轴固定设置手轮4752,位于纠偏丝杆4751上设置有纠偏滑块4753,纠偏丝杆4751贯穿纠偏滑块4753并与纠偏滑块4753螺纹连接,在纠偏滑块4753上固定设置有圆柱部4754,并且纠偏连杆474远离于竖直转轴473的一端开设有长条孔4755,长条孔4755的长度方向平行于纠偏连杆474的长度方向,圆柱部4754贯穿连接在长条孔4755内,当工作人员转动手轮4752时,纠偏丝杆4751转动,纠偏丝杆4751带动纠偏滑块4753平移,进而使纠偏连杆474转动,以使安装在纠偏连杆474上的主架472转动。处于主架472上设置有两个纠偏辊476,两个纠偏辊476平行间隔设置且转动连接主架472上,纸从两个纠偏辊476的位置经过。当主架472转动时,主架472相对于纸的传输方向偏转且偏转的方向为纸相对于正常方向偏转的反向,因此通过纸在纠偏辊476上传输能够使纸向回正的方向偏。同时通过纠偏丝杆4751带动纠偏辊476进行偏转能够对纸张的偏转调整幅度比较大,而且调节比较方便且调节后随即可停止,调节的精度也较高。
45.参考图7,位于两个纠偏辊476的下方分别对应设置有一个加偏辊477,加偏辊477用于增大纸在纠偏辊476上的包角,以提高纠偏辊476相对于纸张偏转时带动纸回正的能力。加偏辊477转动连接在机架10上,纸先通过加偏辊477向上到过一个纠偏辊476的位置,然后水平到达另一个纠偏辊476,再向下经过第二个加偏辊477,从而使纠偏辊476能够更快
地对纸进行纠偏。在机架10上设置有一平行于纸的安装滑轨478,安装滑轨478的横截面呈矩形,安装滑轨478上设置有滑动架479,滑动架479整体呈u形,通过在滑动架479所呈u形的内侧用于安装光栅传感器,通过纸所阻拦的光栅量以确定纸的偏转量,光栅传感器可通过控制器连接报警器。
46.参考图9,对折系统5包括引导板51、下压板52和上压板53,引导板51与下压板52一体设置形成,引导板51与下压板52呈钝角设置,并且下压板52水平设置。下压板52的一端与引导板51的下边缘连接。纸的传输方向由引导板51的上端向引导板51的下边缘再向下压板52远离于引导板51的一端流动。引导板51与下压板52所连接的侧边长度等于引导板51远离于下压板52的侧边长度的一半,且引导板51整体为直角梯形。纸位于引导板51的下表面运动时,纸未与引导板51抵接的部分向引导板51的上方翻折,直到引导板51与下压板52的连接处的位置纸有一半处于向上翻折的状态。上压板53用于对纸位于下压板52上表面的部分进行整理,使其折叠到水平的状态。下压板52上与纸折叠形成的折痕平行的一边为折叠边54,当纸经过下压板52时,折叠边54抵接在纸的内侧折痕上,使纸的一半位于下压板52下方,另一半位于下压板52的上方。上压板53上设置有一引导边55,引导边55与折叠边54倾斜设置,且引导边55靠近于引导板51的一端与折叠边54相交,另一端逐渐向下压板52远离于引导边55的侧边靠近。当纸从引导板51到达下压板52的位置时,引导边55抵接在处于下压板52上表面的纸上,然后纸通过引导边55逐渐向折叠的状态翻转,进而完成折叠。处于引导边55靠近于引导板51的一端设置弧形边56,弧形边56与引导边55相连接,当纸到达弧形边56的位置时,弧形边56能够避免上压板53划伤纸。
47.参考图9,在机架10上设置有安装梁57,安装梁57上设置有横向调整装置58,横向调整装置58用于安装引导板51、下压板52和上压板53,横向调整装置58沿着安装梁57的长度方向滑动连接在安装梁57上,安装梁57水平且垂直于纸的传输方向设置。当横向调整装置58移动时,能够调节折叠边54和引导边55的位置,以使折叠边54与引导边55相交的位置对应到纸的中间位置,进而能够对纸从中间的位置完成折叠。横向调整装置58包括调整架581和调整螺杆582,调整架581沿着安装梁57的长度方向滑动连接在安装梁57上,调整架581固定在引导板51和下压板52上,同时能够提高引导板51与下压板52的稳定性。上压板53通过夹块583安装调节架上,使调整架581移动时能够带动引导板51、下压板52和上压板53同步移动。调整螺杆582平行于安装梁57设置,调整螺杆582转动连接在安装梁57上,调整螺杆582贯穿调整架581并与调整架581螺纹连接,进而转动调整螺杆582时,调整架581能够在调整螺杆582上滑动,使调整架581的位置移动。
48.参考图9,夹块583的一端安装有横向调整杆584,另一端安装有一竖向调整杆585,横向调整杆584平行于安装梁57设置,横向调整杆584的一端固定在调整架581上,另一端为自由端,竖向调整杆585竖直设置,竖向调整杆585的下端固定在上压板53上,另一端为自由端。夹块583上开设有两个夹口586,一个夹口586用于安装横向调整杆584,另一个夹口586用于安装竖向调整杆585,并且在夹口586的位置处设置螺栓以使横向调整杆584和竖向调整杆585在夹块583上固定。当松开螺栓时,夹块583可在横向调整杆584上沿着横向调整杆584移动,用于调节引导边55与折叠边54的相交位置;竖向调整杆585为圆柱形杆,进而松开螺栓时,竖向调整杆585能够绕着竖向调整杆585的中心线转动,用于调节引导边55与折叠边54之间的夹角,适应不同宽度的纸进行折叠。
49.参考图10和图11,裁切系统6包括两个裁切辊61和位于裁切辊61前方的水平输送装置62,水平输送装置62包括上传送带621和下传送带622,上传送带621位于下传送带622的上方,上传送带621和下传送带622分别通过辊子623安装在机架10上,上传送带621的下表面和下传送带622的上表面相对,纸从上传送带621和下传送带622之间的位置穿过,并通过上传送带621和下传送带622的相对同步转动,使纸向水平输送装置62的末端进行传送,裁切辊61设置在水平输送装置62的末端,两个裁切辊61上下设置。上方的裁切辊61上安装有裁刀片,下方的裁切辊61上设置有砧板,两个裁切辊61相对转动,并且裁刀片位于下方与纸抵接时的转动方向的指向与纸的输送方向相同,使裁刀片与砧板相抵接的时间满足对纸的裁切。两个裁切辊61的转动速度相同,使裁切辊61转动一周时完成对纸的一次裁切,并且裁刀片的刀刃垂直于纸的输送方向,进而将纸分成纸片。在水平输送装置62的始端设置有合纸辊624,合纸辊624用于将两个对折系统5中的两条纸同时引导至水平输送装置62内,进而裁刀片能够同时对两条纸进行裁切。
50.参考图11,加湿系统7多个喷头71和传送皮条72,传送皮条72的横截面为圆形,传送皮条72设置有多根,并且传送皮条72分成上下两排,上层的传送皮条72最下方的一段为水平设置,下层的传送皮条72最上方的一段水平设置,并且上层的传送皮条72水平的一段与下层的传送皮条72水平的一侧上下对称设置,当纸片进入到上层的传送皮条72和下层的传送皮条72之间时,传送皮条72水平的一侧夹着纸片。利用圆形横截面的传送皮条72,使传送皮条72对纸片的折叠较小。多个喷头71分布在多个位置,用于对纸片均匀加湿。位于上层的传送皮条72水平一段的上方和下层的传送皮条72水平一段的下方均分布有喷头71,从而通过喷头71能够对纸片的上表面和下表面均喷液,使纸片充分加湿。喷头71的下方设置有接液箱73,接液箱73的上部开口,当喷头71喷出的液体较多时,一部分没有粘在纸片上的液体由接液箱73的开口进入到接液箱73内,接液箱73的底部通过管子74连接水泵再送到纸片上进行重复利用。
51.参考图11,叠单片系统8包括前叠片装置81、后叠片装置82和竖向传送装置83,竖向传送装置83竖直设置,竖向传送装置83的上端为始端并与传送皮条72的末端连接,前叠片装置81设置有竖向传送装置83的始端;竖向传送装置83的下端为末端,并且在竖向传送装置83的末端设置后叠片装置82。
52.参考图11,前叠片装置81包括前叠片电机811、前叠片曲柄812、前叠片连杆813和前叠片插板814,前叠片插板814竖直设置,前叠片插板814竖直滑动连接在机架10上,并且前叠片插板814垂直于纸片的输送方向,纸片由传送皮条72的末端流出纸片的四分之一的长度时,前叠片插板814向下与纸片抵接,使纸片通过前叠片插板814进行折叠并进入到竖向传送装置83内,前叠片电机811固定在机架10上,前叠片电机811的输出轴同轴固定在前叠片曲柄812。前叠片连杆813的一端转动连接在前叠片曲柄812上,另一端转动连接在前叠片插板814上,通过前叠片电机811的转动能够使前叠片曲柄812带动前叠片插板814竖直往复移动,进而能够往复一次对一个纸片进行折叠。
53.参考图11,竖向传送装置83包括多个传送辊831和传送辊831上安装的竖向传送条832,多个传送辊831关于前叠片插板814的对称分布,竖向传送条832有多根,位于前叠片插板814一侧的多个传送辊831上用于安装一组竖向传送条832,另一侧的多个传送辊831安装另一组竖向传送条832,两条竖向传送条832对称设置,进而能够使两组竖向传送条832之间
的位置用于夹着纸片进行传输。竖向传送条832的横截面为圆形,当竖向传送条832采用圆形的横截面能够减少竖向传送条832与纸片的接触面积,减少传送条对纸片挤压时使纸片上的液体流出。由于纸片在两组传送条之间传送的过程中,纸片的折叠已完全折叠且在纸片处于湿润的状态时能够进一步防止纸片折叠的位置展开。
54.参考图11和12,在竖向传送装置83的末端设置有弧形板84,弧形板84弧形的一端与竖向传送装置83的末端连接,另一端向水平的方向延伸,使纸片由竖向传送装置83送出后先进入到弧形板84的上表面,并通过弧形板84由竖直过渡到水平的状态,防止纸片发生错误的折叠。当纸片输送出后剩余量为纸片的四分之一时,后叠片装置82对纸片进行折叠,使纸片通过前叠片装置81和后叠片装置82形成两端对折到纸片中部的状态。
55.参考图12,后叠片装置82包括后叠片电机821、后叠片曲柄822、后叠片连杆823和后叠片插板824,后叠片插板824水平设置,后叠片插板824水平滑动连接在机架10上,并且后叠片插板824垂直于纸片的输送方向,纸片由竖向传送装置83的末端流出至剩余纸片总长度的四分之一的长度时,后叠片插板824水平移动与纸片抵接,使纸片通过后叠片插板824进行折叠,后叠片电机821固定在机架10上,后叠片电机821的输出轴同轴固定在后叠片曲柄822。后叠片连杆823的一端转动连接在后叠片曲柄822上,另一端转动连接在后叠片插板824上,通过后叠片电机821的转动能够使后叠片曲柄822带动后叠片插板824水平往复移动,进而能够往复一次对一个纸片进行折叠。
56.参考图12,在竖向传送装置83的末端设置有水平的末传送装置91,末传送装置91包括多个分布在上下两排的末传送条911,末传送条911的横截面为圆形,两排末传送条911的始端中间相对的面与后叠片插板824对应,使后叠片插板824水平能够带着纸片折叠到两排末传送条911之间,进而达到将纸片传送和完成再次的折叠。末传送条911有多根,沿着垂直于纸片的传送方向间隔分布,同一排相邻的两个传送条之间用于夹着纸片的相对两侧。
57.参考图12和图13,收叠系统9用于将末传送条911上的单向纸片取下并进行收叠。收叠系统9包括接料板92、升降装置93、脱料板94和取纸装置95,接料板92设置在末传送条911的正下方,接料板92水平设置,取纸装置95设置在接料板92正对位置的上方,并且取纸装置95能够上下运动,从而取纸装置95将末传送条911上的纸片向下推至接料板92上,同时使纸片从末传送条911上取下。接料板92安装在升降装置93上,通过升降装置93能够使接料板92升降,位于接料板92的下方设置有输料带96,输料带96水平设置,接料板92通过升降装置93能够将收叠的纸片放到输料带96上。脱料板94平行于输料带96且位于输料带96的侧部竖直设置,脱料板94和接料板92均为齿状,且脱料板94上的齿与接料板92上的齿相互错位,接料板92在升降装置93的作用下向下移动时能够进入到脱料板94的相邻齿内,进而当接料板92水平向脱料板94的方向移动时能够使接料板92上的纸挡在脱料板94的位置并落在输料带96上,以便接料板92下次再进行接料。接料板92设置有两条,并且两个接料板92设置在对应的升降装置93上,通过两个升降装置93能够使两个接料板92交替使用,保持对纸片的连续接料。
58.参考图12,取纸装置95包括取纸架951、取纸连杆952、取纸曲柄953和取纸电机954,取纸电机954安装在机架10上,取纸曲柄953同轴固定在取纸电机954的输出轴上,取纸连杆952的一端转动连接在取纸曲柄953上,另一端转动连接在取纸架951上,取纸架951竖直滑动连接在机架10上,并且取纸架951正对于接料板92,取纸架951处于相邻的两个用于
夹着同一个纸片的末传送条911之间。当取纸电机954工作时,取纸曲柄953通过取纸连杆952带动取纸架951在竖直方向上往复移动,当纸片移动到取纸架951的正下方时,取纸架951向下推着纸片向下落到接料板92上;然后取纸架951向上移动,移动到纸片水平移动位置的上方,用于对下一个纸片取料。
59.参考图13,升降装置93上安装有推拉装置97,推拉装置97的端部用于连接接料板92,使接料板92能够水平移动。升降装置93包括架体931、升降皮带932、升降轮933和配重块934,升降轮933转动安装在机架10上,升降皮带932竖直设置,并且升降皮带932的两端均有一个升降轮933,升降皮带932一端的升降轮933连接有电机,通过电机带动升降皮带932转动,架体931固定在升降皮带932的一个竖直的一段上,配重块934固定在升降皮带932另一个竖直的一段上,使配重块934能够减少升降皮带932带动架体931竖直移动所需要的摩擦力。架体931竖直滑动配合在机架10上。推拉装置97包括推拉电机971、推拉螺杆972和推拉滑块973,推拉螺杆972垂直于脱料板94设置,推拉滑块973滑动配合在架体931上,并且推拉滑块973相对于架体931的滑动方向平行于推拉螺杆972,推拉电机971固定在架体931上,推拉电机971的输出轴与推拉螺杆972通过联轴器同轴固定,使推拉电机971带动推拉螺杆972转动时,位于推拉螺杆972上的推拉滑块973水平移动,接料板92固定在推拉滑块973上。
60.使用时,一个接料板92先在升降装置93的作用下移动到取纸架951最低点的位置,然后取纸架951从末传送条911上取下的纸片落在接料板92上,随着纸片数量的增加,升降装置93带着接料板92向下移动,保持接料板92上堆叠的纸片最上方位于取纸架951的最低点位置。当一个接料板92上的纸片堆叠量达到设计的高度时,另一个接料板92水平移动插入到取纸架951的最低点位置,同时接有纸片的接料板92向下移动至输料带96的位置,并通过推拉电机971带动推拉滑块973使接料板92向对应的脱料板94方向移动,进而使接料板92上的纸片挡在脱料板94设置输料带96的一侧,使纸片落在输料带96上,然后接料板92再进行下一循环。
61.参考图13,输料带96的上方设置有用于对成叠的纸片进行挤压的压料板98,压料板98用于挤压出成叠的纸片内的气体,压料板98上连接有压料气缸99,压料气缸99竖直设置,压料气缸99固定在机架10上,压料气缸99的输出端与压料板98固定,压料板98水平设置,使压料板98在压料气缸99的作用下能够上下移动。
62.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。